Преимущества и недостатки художественной резки металла
Содержание:
- Специальные инструменты
- Почему следует обращаться именно к нам
- Какие существуют круги для резки древесины
- Область применения газовой резки металлов
- Крепление профлиста
- Резка металла электродуговой сваркой — принцип процесса
- Виды лазерной резки
- Правила безопасности при резке металла болгаркой
- Условия кислородной резки
- Виды станков
- Подготовка к работе
- Ручные ножницы по металлу
- Как работает лазерная резка
- Преимущества и недостатки лазерной резки
- Методы обработки металлов
- Хатха-йога как основное направление йоги
- Ножницы по металлу
- Важно знать!
- Знакомьтесь, профлист!
- Газовая резка
- В каких случаях нужна дуговая резка толстого металла
- Итоги
Специальные инструменты
Насадка-ножницы на электродрель для резки металла
Этот профессиональный инструмент работает по типу высечных (вырубных) ножниц. Позволяет разрезать металл толщиной до1,6 мм во всех направлениях, криволинейно, с поворотом на 360 градусов, с получением очень аккуратной кромки, не повреждая антикоррозийное покрытие, быстро. Особенности:
- ширина разреза – 3,1 мм;
- держать насадку при работе нужно под углом 90 градусов к рабочей поверхности;
- для того, чтобы начать резку внутри листа, нужно предварительное засверливание отверстия диаметром не менее 11 мм;
- не требует расходных материалов – режущая часть очень легко затачивается;
- некоторые модели работают еще и от привода пневмоинструмента;
- также предназначена для резки ПВХ;
- цена – от 50 до 100 условных единиц в зависимости от производителя.
Электроножницы вырубные (высечные)
Это мощный инструмент, предназначенный резать профлист любой формы: волнистый, гофрированный. Позволяют выполнить разрез во всех направлениях, криволинейный, под острым углом, в труднодоступных местах, с получением очень аккуратной линии реза, не повреждая антикоррозийное покрытие.
Особенности:
- пригодны для металла толщиной до 3,5мм;
- резать можно начинать как от края, так и с любого места внутри листа;
- цена – от 100 до 1000 условных единиц в зависимости от характеристик и производителя.
Шлицевые электроножницы
Хотя не являются специальным инструментом для работы с профлистом, а изначально были предназначены для монтажа вентиляционных систем, позволяют разрезать его с тем же качеством и давно используются профессиональными кровельщиками. Если они есть, вы также можете получить отличный результат.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
- Чертежи для лазерной резки незаменимы не только при выполнении крупных промышленных заказов или при изготовлении высокоточных механизмов, но даже если вам нужна небольшая партия относительно простых деталей. А поскольку большинство лазерных станков оснащены модулем управления, то без соответствующих чертежей не обойтись. Впрочем, недостаточно просто от руки набросать эскиз – программа станка его просто не поймет. Чертежи для раскроя лазером должны выполняться в определенном формате и с учетом ряда правил. Только в этом случае на выходе будет деталь, удовлетворяющая всем требованиям. О том, как этого добиться, поговорим далее.
Металлообработка на станках с ЧПУ незаменима там, где требуется большое количество изделий с высокими показателями точности обработки. Помимо этого, станки с ЧПУ обеспечивают и высокую повторяемость производимых изделий. Такая металлообработка становится все более популярной, но это не означает, что ей присущи только положительные стороны. Чтобы лучше разобраться в том, что собой представляет металлообработка на станках с ЧПУ, мы расскажем про принцип действия такого оборудования и особенности процессов.
Материалы для дуговой сварки насчитывают десятки позиций, однако количество групп, в которые входит такой обширный сортамент, невелико – всего четыре основных. Внутри каждой из них есть и свое деление, но для широкой аудитории стоит указать только основные категории
Помимо разделения на группы и виды, важно учитывать еще и нормы расходования, а также условия хранения. Мы расскажем про основные материалы для дуговой сварки, а также приведем формулы расчета их расходования и правила складирования
Дуговая сварка труб имеет свои особенности, которые выражаются не только в типе соединений, но и в проведении определенных манипуляций в зависимости от температуры окружающей среды. Под вид трубы и погодные условия подбираются соответствующие электроды и проводятся подготовительные операции. Помимо правильного выбора электродов и прочих приспособлений, необходимо определиться и с методикой сварки. Существует несколько подходов, которые используются современными мастерами. Обо всем этом подробнее расскажем в нашей статье.
Дуговая резка металлов является начальным этапом развития технологии. Практическое применение таковой, несмотря на популяризацию и целесообразность использования плазменной резки, и по сегодняшний день распространено, как в бытовых условиях, так и промышленных масштабах. В процессе дуговой резки металлов используют: металлические плавящиеся электроды, угольные электроды, не плавящиеся вольфрамовые электроды.
Эта технология носит несколько схожий характер со сваркой металла. Единственным исключением является необходимость воздействия на металл большей силы тока. Резка металла требует подбора силы тока на 30%, а в некоторых случаях и 40% больше от того, что использовался при сварке того же металла. Под воздействием более мощной дуги тока, металл начинает проплавляться. Где зажигают электрическую дугу? В качестве такого места принято использовать начало реза на внешней (верхней) кромке.
Какие существуют круги для резки древесины
Несмотря на опасность использования УШМ для резки дерева, производители инструмента все же выпускают пильные диски для нее.
Циркульные пилы
На фото ниже показан “опасный” пильный круг для болгарки, хотя и диаметр его соответствует защитному кожуху шлифмашины с максимальным рабочим инструментом на 180 мм. Бывают пилы с напайками и меньшего диаметра.

На следующем фото можно увидеть менее опасный вариант циркульной пилы. В ней предусмотрена защита от заклинивания, и реализована она за счет небольшого развода зубьев в разные стороны.

Цепные пилы
Пильный диск, изготовленный с применением цепи от бензопилы, снижает опасность получения травм при заклинивании инструмента. Данная насадка сконструирована таким образом, что закрепленная на внутреннем диске (основе) цепь имеет не фиксированную посадку.

Данные цепные диски для болгарки имеют множество модификаций, и с их помощью можно обрезать ветки в саду, а также использовать для черновой порезки нетолстых досок.

Кроме резки, цепной диск можно использовать и как обдирочный, например, для снятия коры, а также для вырезания чашек в бревнах сруба и моделирования.
Пилы с малым количеством зубов
Также для болгарки, чтобы повысить безопасность работы с деревом, производители инструмента выпускают отрезные диски с малым количеством зубьев.

Диски небольшого диаметра могут иметь 3 зуба, а большого – 4, как показано на следующем фото.

Данные диски для болгарки замечательно режут древесину как вдоль волокон, так и поперек. К тому же, с помощью пильного круга можно прорезать пазы, делать различные пропилы и шипы в заготовке. Но при работе с УШМ следует придерживаться одного правила: нужно устанавливать на болгарку отрезной диск такого диаметра, на применение которого она рассчитана производителем, то есть не превышать его размеры. Круги меньшего диаметра ставить можно.
Диски из карбида вольфрама
Карбид-вольфрамовые диски для угловой шлифмашины появились в продаже не так давно и произвели своего рода революцию в области обработки дерева.

Данный универсальный диск не имеет зубьев. Вместо последних по окружности насадки расположены сегменты. Обрезной диск своим видом похож на алмазный круг для резки бетона. С помощью карбид-вольфрамового круга для болгарки можно очень легко пилить древесину любой твердости и вязкости. К тому же, ему не страшны гвозди, шурупы и другие металлические включения, которые могут находиться в заготовке на его пути.
Цена его в Интернете около 700 руб. Но если учесть возможные последствия применения циркульных пил, то это невысокая цена за безопасность.
Область применения газовой резки металлов
Применение резки газом очень разнообразно: строительные, сельскохозяйственные, бытовые, ремонтные работы и т. п. Данный тип обработки металлов не требует наличия какого-то сложного профессионального оборудования или каких-либо источников энергии. К тому же, оборудование легко перемещается.
При помощи газовой резки свариваются трубы различных диаметров, материалы из алюминия, бронзы, свинца, чугуна. Могут заготавливаться также металлические изделия самой различной формы.
С помощью газового оборудования можно осуществлять резку не только вручную, но и в автоматическом режиме. В автоматическом режиме разрешается использовать изделия диаметром не больше 120 см.
Крепление профлиста
Схема крепежа профлиста
Для крепежа профлиста к обрешетке из дерева применяются саморезы в количестве 6-8 штук на один метр квадратный покрываемой плоскости, при этом нужно выполнять следующие важные правила:
- Крепить профлист следует в месте примыкания к каркасу трапеции (волны), что дает возможность недопустить образование рычага между точкой прибавления старания к саморезу и местом крепежи;
- Крепление профилированных листов к нижней и верхней обрешетинам создается в каждой волне (трапеции), потому как в этих местах появляются наибольшие нагрузки со стороны ветровых потоков. Крепление профлиста к промежуточным обрешетинам может делаться через одну трапецию (волну);
- Шаг крепежи листов в местах продольных соединений не должен составлять более 500 мм;
- Крепление профлиста к ветровой планке выполняется в каждой обрешетине;
- Самое лучшее примыкание соседних профилированных листов достигается путем смещения центров крепежа состыковываемых волн на 5 миллиметров по направлению нахлеста для верхнего листа, и по направлению от нахлеста – для нижнего, при этом верхний лист обязан быть прижат к нижнему.
Перед тем, как закручивать дюбель, следует просверлить в профлисте отверстие, диаметр которого обязан быть на 0,3-0,5 мм больше диаметра самореза.
Закручивать саморезы нужно под угол в 90° к каркасу кровли. Профилированые листы близко жмутся к обрешетинам, и поэтому неверное вкручивание самореза с перекосом уплотнителя часто ведет к тому, что в крыша образовывается сквозное отверстие.
Саморезы прекраснее всего завинчивать с помощью подобных инструментов, как шуруповерт или дрель с невысокой скоростью вращения патрона. Сверло на конце самореза дает возможность высверливать металл, и поэтому профлист может крепиться даже на железную каркас из рамы. При этом рекомендуется заблаговременно накернить отверстие.
Важно: не разрешается применение гвоздей для крепежа профлиста, что приводит к их отрыву в итоге влияния ветровых потоков. Также, не нужно применять сварку и газовую резку профлистов, а еще исполнение отверстий данными вариантами
Также, не нужно применять сварку и газовую резку профлистов, а еще исполнение отверстий данными вариантами.
Рассмотрим еще пару моментов крепежи этого материала:
- Там, где профилированые листы прилегают к поверхностям, поставленным вертикально (трубы, стены и т.д.) рекомендуется исполнять установку планок соединений.
- Находящийся в верхней части кровли коньковый компонент также следует прочно прикрепить к каркасу, применяя уплотнитель.
- Если создается монтаж настила, изготовленного из стали, ее толщина меньше 0,7 миллиметров, лучше всего применять подмостки из дерева и специализированную обувь, что устранит разные дефекты покрытия, например помятости и т.д.
- Когда монтаж профлиста закончен, следует убрать с накрытой плоскости мусор и стружки, сделать подкраску мест царапин и отрезов, что даст возможность обезопасить профлисты от ржавчины.
- Через 3 месяца после того как провели монтажные работы следует дополнительно подтянуть саморезы, потому как любое крепление к древесине по прошествии какого то времени слабеет.
Резка металла электродуговой сваркой — принцип процесса
Резка металла электродуговой сваркой процесс не сложный:
- для начала выбираем режим тока на аппарате, который определяем в зависимости от толщины разрезаемого металла. Сила тока должна быть сильнее, чем при сварке на 30-40%. Например, разрезая лист 2мм., электрод будет тоже 2мм., сила тока 100А.;
- затем приставляем электрод к металлу и немного разогреваем его, постепенно вдавливая его в разрезаемый материал, делаем это в процессе резки все время, чтобы произошел прорез;
- когда разрезаем металлическую пластину, ее нужно поставить вертикально, чтобы окалина или «сопли» стекали вниз и не прилипали на изделие;
- выбрать специальный электрод для резки, так как они отличаются от сварочной.
Резка металла электродуговой сваркой выполняется режущим электродом, который отличается высокой мощностью дуги, высокой теплостойкостью покрытия, более быстрым процессом окисления жидкого металла. Электрод марки ОЗР-1 применяется для резки проплавки отверстий, удаления дефектов на изделии. Марку ОЗР-2 используют для разрезания арматуры до 40мм., для резки, строжки, прошивки отверстий, устранение дефектов сварки и других подобных работ. Резка производится на повышенных режимах возвратно-поступательными движениями. Угольный электрод является подходящим для разреза чугуна, цветных металлов. Он может резать большие толщины стали до 16мм., сила тока достигает 400А.
Резка металла электродуговой сваркой замечательно выполняется сварочным аппаратом «RezonverHybrid», который соответствует всем европейским стандартам качества. Он очень компактный, легкий (3,5кг.), на 200А, при резке расходуется 30А, высокопроизводительный, 98%КПД, качество работы на 13% выше других аппаратов, надежно защищен от скачков напряжения и коротких замыканий. Его можно использовать при напряжении всего 160В. В режиме резки легко справляется с любой сталью, независимо от толщины, плотности. Способность резать цветные металлы достаточно быстро.
Какие недостатки электродуговой резки:
- низкая производительность выполненной работы;
- низкое качество реза;
- образовавшиеся наплывы на детали;
Преимущества такой резки:
- высокая скорость выполненной работы, значительная экономия времени;
- способность работать с любым металлом, сплавом;
- способность выполнять рез любой формы разреза;
- не требуется сложное оборудование, специальное помещение, особые условия.
Все это говорит о том, что процесс резки электродуговым методом является практичным и распространенным.

Виды лазерной резки
Лазерная резка листового металла выполняются с помощью специальных аппаратов разных видов. Оборудование состоит из следующих элементов:
- Источника питания, который передаёт напряжение на рабочий привод.
- Генератора, который создаёт направленный поток.
- Ряда фокусирующих линз, которые усиливают, концентрируют излучение в одной точке.
Все элементы устанавливаются на рабочем столе с направляющими, шаговыми двигателями.
В зависимости от мощности выделяют три группы аппаратов:
- Твердотельные — до 6 кВт. Установки, на которых закрепляется рубин или другой кристалл для создания направленного потока энергии. Работают импульсами или постоянным излучением.
- Газовые — мощность от 6 до 20 кВт. Оборудование, для работы которого используют газовую смесь. Она нагревается под воздействием электрического тока.
- Газодинамические — от 20 до 100 кВт. Аппарат, работающий на основе углекислого газа. Отличаются высокой мощностью, небольшим расходом энергии.
Выбор зависит от целей мастера. Чем толще листы нужно разрезать, тем мощнее оборудование нужно выбирать.
Лазерная резка листового металла
Правила безопасности при резке металла болгаркой
Распил металлических заготовок требует соблюдения правил безопасности. Даже несмотря на защитные приспособления и проработанную конструкцию, инструмент может привести к несчастным случаям, в том числе травмам от отколовшихся кусков металла, возгораниями от искр и т. п.
Итак, основные правила.
Фотография № 11: средства индивидуальной защиты: очки, наушники, перчатки, каска
- Проводите все работы в средствах индивидуальной защиты (СИЗ): перчатках из брезента, респираторе, очках.
- Не выполняйте шлифовку, используя боковую часть круга.
- Не применяйте погнутые и сильно деформированные расходники.
- Следите, чтобы режущий диск по металлу не пересекался с электропроводом, горюче-смазочными веществами и другими посторонними предметами.
- Не делайте слишком глубоких погружений — это может привести к повреждению круга и инструмента.
- Перед запуском в работу оборудования с только что закрепленным диском проверьте его на холостом ходу.
- Закрепляйте обрабатываемую деталь тисками. Если держать ее в руках, возможно травмирование кисти режущим инструментом.
- Перед снятием и заменой диска дождитесь, пока машина полностью прекратит движение.
Условия кислородной резки
Основные условия кислородной резки:
- температура плавления выше температуры воспламенения материала в кислороде (металл должен гореть в твердом состоянии, тогда срез получится ровным, его поверхность — гладкой, продукты горения легко удалятся струей кислорода);
- температура плавления шлаков ниже температуры горения металла (жидкотекучие шлаки легко удаляются со среза);
- выделяемого тепла должно хватать для поддержания горения;
- уровень теплопроводности металла не должен быть высоким (поступающее тепло от места рассекания материала отводится, что препятствует процессу резки);
- окислы, возникающие при резке, не должны быть чересчур вязкими (например, наличие хрома и кремния в составе металла приводит к образованию плохо выдуваемого шлака и затруднению технологического процесса).
Перечисленным условиям кислородной резки отвечают нелегированные и низколегированные стали. Алюминий, медь и серый чугун этим критериям не соответствуют.
Виды станков
Подготовка к работе
Схема вставного резака.
Перед работой обязательно требуется осмотреть устройство, чтобы убедиться в том, что резак полностью исправен. Затем проделайте следующие шаги:
- Первым делом к аппарату для резки присоединяются шланги. До того, как присоединить рукав, нужно его продуть газом, чтобы удалить попавший туда мусор или грязь. Шланг для кислорода крепится к штуцеру с правой резьбой при помощи ниппеля и гайки, второй шланг (для пропана) – к штуцеру с левой резьбой. Не забудьте, прежде чем присоединить рукав с газом, проверить, есть ли подсос в каналах резака. Для этого соедините кислородный шланг со штуцером кислорода, а газовый штуцер должен остаться свободным. Установите уровень подачи кислорода на 5 атмосфер и откройте газовый и кислородный вентили. Потрогайте пальцем свободный штуцер, чтобы убедиться, идет ли подсос воздуха. Если нет, следует прочистить инжектор и продуть каналы резака.
- Далее проверьте разъемные соединения на герметичность. Обнаружив утечку, подтяните гайки или смените уплотнители.
- Не забудьте проконтролировать, насколько герметичны крепления газовых редукторов и исправны ли манометры.
Ручные ножницы по металлу
Такой инструмент может разрезать большинство листовых металлов толщиной 0,7-1,0 мм, алюминий — до 2,5 мм. Конструкция ножниц состоит из двух режущих ножей, закреплённых под определённым углом, и двух рукояток. Для удобства пользования (уменьшения усилий при резании) угол крепления составляет от 7 до 12 градусов. Режущие ножи имеют форму клина с углом заострения от 65 до 80 градусов. Наименьший угол позволяет работать с самыми мягкими металлами, наибольший — предназначен для резания твёрдых металлов.
Ножницы по металлу могут быть следующих видов:
- Ножницы для прямого реза можно использовать для того, чтобы разрезать металл по прямой линии или вырезать окружность большого диаметра.
- Чтобы вырезать небольшую деталь по контуру, изготовить криволинейную деталь или сделать в листе металла отверстие применяют ножницы с криволинейными лезвиями.
- Пальцевые ножницы имеют узкие тонкие лезвия и применяются обычно для тех же целей, что и криволинейные. Ножницы могут быть правого или левого реза. Это зависит от расположения верхнего лезвия по отношению к нижнему.
- Стуловые (кровельные) ножницы используются при работе с листовым металлом несколько большей толщины (до 2-3 мм.). Отличительной особенностью таких ножниц является конструкция рукояток, нижняя из которых имеет на конце изгиб. Этим концом стуловые ножницы можно крепить к верстаку и, нажимая на рукоятку всей рукой, увеличить силу резания.
- Силовые ножницы (ножницы Н.А.Васильева). У этих ножниц одна рукоятка состоит из двух рычагов, соединённых между собой шарниром. Специальная конструкция ножниц позволяет производить резку листового металла толщиной до 2,5 мм. Ещё одна особенность силовых ножниц — сменные ножи и наличие дисков для резки металлических прутков диаметром до 8 мм.
- Рычажные ручные ножницы неподвижно закрепляются на верстаке основанием, в корпусе которого находится одно лезвие ножа. Управление вторым (подвижным) ножом осуществляется при помощи рукоятки. Рычажные ножницы используют для резки мягкого листового металла (например, латуни) толщиной до 6 мм и стального листа — до 4 мм.
Как работает лазерная резка
Лазерная резка металла от 1 детали может производиться разными способами: при помощи кислорода, с использованием смеси газов (аргона или азота), с помощью сжатого воздуха. Выбор газа для резки лучом зависит от того, из какого материала состоит деталь, какую толщину имеет заготовка, предстоит ли дальнейшая обработка. Например, использование кислорода позволяет добиться максимально высоких температур при резке, а аргон будет незаменим при нарезании титана и циркония.
лазерная резка металла
Современные лазеры предназначены для раскраивания металла толщиной от 0,2 мм до 40 мм. Принцип лазерной резки состоит в том, что луч обеспечивает возгорание, плавление, испарение, выдувание газовой струей материала того участка, на который он направлен.
В зависимости от тела, которое генерирует луч, можно выделить три типа оборудования для листовой лазерной порезки:
- Твердотельные лазерные станки. Снабжены диодом и стержнем, состоящим из рубина, граната либо неодимового стекла. Мощные лампы направляют заряд энергии на оптический стержень, который осуществляет ее проекцию на рабочую поверхность. Фокусировка осуществляется в том числе благодаря зеркалам и призме. Твердотельное оборудование предназначено для разрезания меди, алюминия, алюминиевых сплавов, латуни.
- Волоконные. Генератором луча служит оптоволокно. Современные станки оснащены опцией быстрой настройки размера фокального пятна, благодаря чему значительно повысилась производительность нарезки деталей из меди, стали, алюминия.
- Газовые. В качестве генератора выступают газы – обычно гелий, углекислый газ и азот. Они под давлением поступают в газоразрядную трубку, активируясь при этом электрическими импульсами. Преимущество лазерной резки газовыми станками в том, что ей подлежат даже высокопрочные сплавы.
Преимущества и недостатки лазерной резки
У обработки материалов лазером есть ряд сильных и слабых сторон.
Преимущества:
- Зависимо от мощности выбранного оборудования, можно разделять листы большой толщины.
- Резка металла лазером выполняется без соприкосновения рабочей части с поверхностью изделия. Это исключает механические повреждения материала.
- Высокая скорость проведения технологического процесса.
- Если установка для лазерной резки комплектуется ЧПУ, можно добиться высоких показателей точности, производительности.
- Выделение минимального количества отходов.
- Возможность создавать резы разных размеров, формы.
Недостатки:
- Установка расходует много электроэнергии.
- Простые модели не могут разделять листы шириной свыше 20 мм.
Методы обработки металлов
Обработка металлов — это технологический процесс, в результате которого происходит изменение формы, размеров металла и даже качества. В зависимости от процесса обработки, могут меняться физико-механические свойства металла. Существует несколько методов обработки металлов: литьем, механическая обработка, обработка давлением, сварка металлов. Литьем получают деталь, залитую в специально подготовленную форму, она называется отливкой. Очень многие металлы успешно льются, но чугун является самым распространенным металлом в литейном производстве. Он имеет очень хорошие литейные свойства.
Метод обработки металлов давлением производит пластическую деформацию металла, путем смещения отдельных ее частей. Обработка давлением дает минимальную потерю металлов, поэтому этот метод обработки металлов расширяется. Механическая обработка металлов включает в себя удаление лишнего металла с помощью разных режущих инструментов. Резание является одним из самых распространенных методов обработки металлов. В зависимости от того какую деталь нужно получить, какой материал, степень чистоты поверхности и так далее, выбирают металлорежущий станок, который лучше всего для этого подойдет. Это могут быть токарные станки, сверлильные, строгальные, фрезерные, шлифовальные.
Метод обработки металлов сваркой очень популярен, она применяется во всех областях промышленности. Суть процедуры — получить прочное неразъемное соединение путем плавления металла. Применяется химическая сварка, термитная, газовая, электросварка, дуговая электросварка, контактная. Каждый из способов сварки является по — своему эффективным в применении.
Современные методы обработки металлов
Существует несколько современных методов обработки металлов, которые очень широко применяются. Несмотря на свое достаточно давнее происхождение, токарно-фрезерный метод основное оборудование для механической обработки металлов. Современность этого метода заключается в том, что он снабжен ЧПУ, позволяющим выполнять очень сложную, высокоточную работу без человека. Еще современным методом является электроэрозийная обработка. Суть резки заключается в использовании электрического пробоя при обработке поверхности. Современным методом обработки металлов является также гидроабразивная обработка, тонкой струей воды под очень высоким давлением, содержащей абразивный материал. Этот метод очень качественный и точный. Лазерная обработка практична, так как обеспечивает высокую точность резания, к тому же экономит время, энергию, материал.

Хатха-йога как основное направление йоги
Ножницы по металлу
За неимением болгарки и ножовки для резки профнастила можно использовать ножницы по металлу. Они похожи на обычные, но имеют больший размер и острые прямые лезвия из твердосплавных материалов. Ножницы незаменимы для металла, если нужно нарезать тонкие полосы профнастила или выполнить фигурную резку. Работа с помощью этого инструмента делается медленно и достаточно трудно.
Ножницы по металлу стоят недорого, обычно они есть в арсенале кровельного мастера. При работе с ними нельзя получить повреждения или пораниться. По сравнению с другими инструментами для резки профнастила ножницы обладают следующими преимуществами:
- Они не повреждают защитное полимерное покрытие профилированного листа, благодаря чему не снижается коррозийная устойчивость и срок эксплуатации материала.
- Ими можно резать профнастил поперек волн, не опасаясь повредить материал.
- С помощью ножниц легко выполнять криволинейные разрезы, которые не сделаешь ножовкой.

Ножницы по металлу
Важно знать!
- Из-за опасности затопления нижних этажей резку бетона стенорезными машинами не применяют или очень ограниченно применяют в многоэтажных панельных домах, а также в условиях ограниченного пространства и при небольших объемах реза;
- Уменьшить шумовую нагрузку на соседей можно за счет вырезания проемов частями. Для стандартного проема это не менее 6 частей. При этом надо знать, что в этом случае стоимость работы резко возрастает и находится в прямой зависимости от количества вырезаемых кусков бетона;
- Любые проемы и отверстия в несущих конструкциях должны выполняться сертифицированными компаниями, состоящими в рядах Саморегулируемых организаций;
Для легализации проемов и люков в несущих стенах вам потребуется представить в государственные органы России, следующие документы: договор на проведение работ, копию допуска СРО, акт скрытых работ усиливающих конструкцию, выписку из журнала работ, государственный акт, оформленный в установленном порядке подрядной организацией.
Знакомьтесь, профлист!
Полное название материала – профилированный лист. Есть еще одно – профнастил. Появлением последнего он обязан своей популярности в качестве кровельного материала, хотя имеет очень широкую область применения – от заборов до несущих конструкций. Это – лист оцинкованной стали, подвергшийся профилированию (гофрированию) для достижения максимальных жесткости и прочности при сохранении минимального веса. Может различаться по толщине и размерам, ширине профиля, высоте и форме (трапециевидная, волнообразная) самой гофры. Часто имеет полимерное или лакокрасочное покрытие для защиты от коррозии.

Инструменты для монтажа профнастила: (1. Шуруповерт;2. Перфоратор;3. Резиновый молоток киянка);4. Щетка с мягкой щетиной;5. Рулетка;6. Длинная рейка;7. Маркер;8. Уровень;9. Инструмент для резки сайдинга и строительного профиля.)
Посмотрев на профлист, который нужно разрезать, и оценив его характеристики и дальнейшее применение, вы можете определить свои требования к порезке, задавшись вопросами:
- Какое качество резки вас устроит?
- Нужно ли вам резать криволинейно?
- Необходимо ли заботиться о сохранности антикоррозийного покрытия?
- Имеет ли значение скорость работы?
- Сколько денег разумно потратить на инструмент, если его нет, и на расходные материалы?
Учитывая разнообразие профилированного листа и широчайший спектр его применения, представляем вашему вниманию инструменты, позволяющие выполнить резку – от специальных до ручных.
Газовая резка
Выделяют два метода газовой резки чугуна:
- газокислородный;
- кислородно-копьевой.
В первом случае на заготовку воздействует тончайшая струя пламени, подаваемая под высоким давлением. Продуктом горения обычно является смесь кислорода с керосином либо с соляркой. Кстати, эффективный метод при ликвидации техногенных аварий.
Оба способа хороши, но минусы есть — важно иметь опыт работы с газовым оборудованием. Ответственная и точная резка выполняется только профессионалом
Второй недостаток — выделение вредного для здоровья газа при работе резака.
Метод подходит для работы на свежем воздухе либо в гараже. Например, необходимости ликвидации чугунного замка с распашных ворот. Резак работает тихо, вы никому не помешаете.
В каких случаях нужна дуговая резка толстого металла
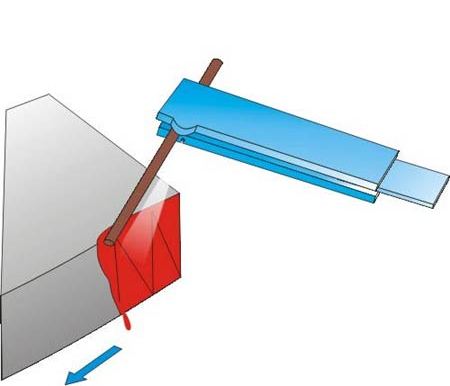
Дуговая резка – выплавление части толстого листа металла при помощи нагревания дугой. Разогретый жидкий металл вытекает из полости реза, оставляя отверстие. Разрезаемое изделие устанавливают вертикально или под наклоном, чтобы добиться стабильности и ускорения процесса. Дело в том, что при таком положении на вытекание требуется меньше времени.

Если сравнить этот метод резки толстого металла с обработкой газовой резкой, то первый имеет такие минусы: широкий рез, неровные края, появление натеков по нижнему краю разреза. Все перечисленное приводит к тому, что данную технологию используют относительно редко. Ее выбирают, если утолщенный материал не удается обработать при помощи газовой резки, либо для этого нет соответствующего оборудования. Также дугу используют для разделки лома, отрезки литников, пр. Если требуется повысить производительность, применяют выдувание при помощи сжатого воздуха.
Принцип дуговой резки толстого металла основан на его расплавлении в месте реза и удалении данного фрагмента под собственным весом либо благодаря давлению дуги или дополнительному потоку воздуха.
Обычно такая обработка толстого материала имеет низкую производительность, поскольку ее производят вручную угольными или покрытыми металлическими электродами. Она подходит для чугуна, высоколегированных сталей, цветных металлов и сплавов. Нужно понимать, что обычно речь идет о низком качестве выполнения реза, кромки получаются неровными, покрытыми шлаком и оплавившимся металлом. А значит, дальнейшей сварке толстых фрагментов изделия должна предшествовать механическая обработка.
Для дуговой резки не требуется специального оборудования – для нее используют приборы для дуговой сварки
Немаловажно, что такая обработка может осуществляться в различных пространственных положениях, поэтому ее часто используют в монтажных работах, с изделиями из углеродистых, низколегированных сталей. Эта технология подходит для выполнения разделительной и поверхностной резки толстого металла
При поверхностном резании в толстом листе материала делают канавки либо удаляют дефекты в сварных швах, литейных отливках, пр.

Если требуется разрезать сталь толщиной 6–50 мм, используют электроды диаметром 4-5 мм и ток 300–400 А. В покрытие электродов входят элементы, богатые кислородом, такие как магниевая руда, оксиды железа и те, что нужны для активного газообразования, то есть древесная мука, целлюлоза электродная, пр.
Итоги
Выбор технологии раскроя металла начинают с составления технических требований. Учитывается толщина, свойства материала, конфигурация заготовки. Исходя из этого определяют оптимальную методику порезки.
Следующий важный момент – формирование карты раскроя. Она должна максимально эффективно использовать всю площадь листа, обеспечить минимизацию неделовых отходов. Для выполнения этой задачи используют специализированные программные комплексы.
Настройка и техническое состояние оборудования, станков для порезки напрямую влияет на качество выполненных работ. Необходимо периодически проводить диагностику, плановый ремонт и замену комплектующих.
Для эффективного раскроя металла следует учитывать все факторы – от выбора технологии до фактического состояния оборудования
Это важно не только для массового производства, но и при изготовлении штучной продукции