Технология сверления больших и маленьких отверстий
Содержание:
- Советы мастеров
- Этапы технологии
- Типы оборудования
- Типы отверстий и методы их сверления
- Техника безопасности при работе с ручной дрелью.
- Обработка заготовки с целью ее сверления может производиться несколькими способами:
- Использование смазочных материалов
- Изготовление самодельного сверла
- Виды сверл для глубоко сверления
- Смазка области, которую нужно просверлить
- Как просверлить каленый металл в домашних условиях
- Вазы из банок
- Изготовление самодельного сверла
- Сверление толстых заготовок
- Способы высверливания точечной сварки
- Как не затупить сверла
- Глубокое сверление отверстий
- Особенности сверления глубоких отверстий — Токарное дело
- На каких оборотах надо выполнять сверление
- Особенности глубокого сверления
Советы мастеров
При проведении работ профессионалы советую обратить внимание на следующие особенности. Их делят на три категории:
- предварительный (подготовительный) этап;
- этап проведения работ;
- соблюдение техники безопасности.
На первом этапе необходимо:
- выбрать необходимое оборудование (станок, электрическую или ручную дрель), в зависимости от существующих возможностей;
- на основании стандартов и сплавочной литературы определить режимы резания и допустимые виды свёрл для проведения будущей операции;
- выбрать инструмент для разметки (если такого нет в наличии, изготовить самому);
- подобрать устройство фиксации дрели.
Предварительный этап должен заканчиваться проверкой надёжности крепления сверла и заготовки. Если применяется фиксатор дрели, следует проверить его надёжность.
Работы по сверлению отверстий должны производиться в строгой последовательности с составленной технологической картой или техническим процессом
Особое внимание следует обратить:
- сверло к месту будущего отверстия необходимо подводить только после того, как оно набрало заданную скорость вращения;
- извлекать сверло следует только в процессе его вращения (желательно на минимальных оборотах, если существует возможность изменения скорости вращения);
- следить за процессом резания (например, если режущая кромка не выполняет операцию сверления, следовательно, материал сверла мягче материала заготовки);
- для сверления не сквозных отверстий необходимо предусмотреть фиксатор или метку, позволяющую определить глубину прохода в материале;
- при работе на станках, оснащёнными ЧПУ, необходимо осуществлять контроль над последовательностью проводимых операций.
Важным элементом при проведении сверлильных работ является соблюдение техники безопасности. Она предполагает соблюдение следующих правил:
- обеспечение надёжности крепления всех элементов конструкции;
- организацию условий отведения образовавшейся стружки;
- соблюдение температурного режима (не допущения перегрева сверла и заготовки);
- применение специальной одежды и средств защиты (рук, глаз, открытых участков тела);
- на одежде не должно быть свободно свисающих элементов;
- длинные волосы должны быть заправлены в головной убор (это предотвратит возможность их наматывания на вращающиеся элементы станка).
Применения советов профессионалов позволит качественно выполнить операцию сверления и получить отверстия высокой степени точности на местах, указанных в конструкторской документации.
Этапы технологии
Сам процесс глубокого сверления отверстий выполняется в следующей последовательности.
- В первую очередь с допуском H8 выполняют пилотное отверстие.
- Инструмент, вращающийся с небольшой частотой, подводят к поверхности обрабатываемой заготовки.
- Включают требуемую частоту вращения сверла и скорость его подачи, обеспечивают подачу СОЖ в зону обработки.
- Отверстие сверлят на требуемую глубину без отвода инструмента.
- Если для глубокого сверления используется очень длинный инструмент, то первые 25 мм глубины отверстия обрабатывают на пониженных режимах резания – 75% от номинальных.
- После достижения требуемой глубины сверления отключают подачу СОЖ в зону обработки.
- Инструмент после окончания сверления ускоренно выводят из зоны обработки и останавливают его вращение.
Типы оборудования
Сверление начинается с подготовки инструментов для работы. Делать дырки можно с помощью шуруповёрта, дрели или специального сверлильного станка.
Чтобы сделать дырку, необходимо подобрать соответствующее оборудование. Для металлических заготовок нужно выбирать специализированную оснастку, которая подходит именно для этого материала. Связано это с тем, что оборудование для дерева, бетона или керамической плитки имеют разную заточку и форму. Оснастка для металлических изделий маркируется буквами HSS.
Рабочая часть инструмента покрывается нитрид-титановым покрытием, которое увеличивает их прочность и износоустойчивость. Для твердых сталей используется другая оснастка, которая обозначается P18. Прочность инструмента увеличивается при добавлении в его состав кобальта. Пример маркировки — Р6М5К5.
Чтобы сверлить легированную сталь, используются сверла, у которых наконечник изготовлен из твердого сплава. С их помощью можно сверлить любые металлические заготовки, однако из-за высокой цены это не рентабельно.
Когда отверстие сделано, можно подобрать сверло под резьбу. Его диаметр будет зависеть от используемой ранее оснастки. Чтобы делать дырки разного диаметра в металлических листах малой толщины, можно использовать конусные сверла.
Можно ли сверлить сверлом по бетону?
Часто возникают ситуации, когда на строительной площадке сложно найти инструмент для сверления металлических изделий, но есть оснастка для работы с бетоном. Делать отверстия большого диаметра или в толстых металлических листах сверлами по бетону нельзя. В противном случае можно сломать оснастку или повредить обрабатываемую поверхность.
Как сверлить ступенчатым сверлом?
В продаже можно встретить ступенчатые конструкции для создания отверстия в металле различных диаметров. На одной оси закрепляется несколько свёрл разного диаметра. Они предназначены для создания дырок разного размера в тонколистовом металле. При работе нельзя торопиться и сильно давить на рукоять дрели.
Можно ли сверлить победитовым сверлом?
Любой мастер отделочных работ скажет, что сверление металла оснасткой из победита недопустимо. Победитовые сверла предназначены для твердых и, одновременно с этим, хрупких материалов. К ним относится натуральный камень, кирпич, бетон. При попадании в металл, сверло будет биться о поверхность и повреждать её, однако дырки не будет.

Победитовые сверла
Чем сверлить отверстия большого диаметра?
Сверление больших отверстий в металле требует использования соответствующей оснастки. Провести работу можно несколькими способами:
- Коронка для металлических поверхностей. Представляет собой окружность требуемого диаметра с заточенными краями. По центру располагается сверло, которое пробивает металл. Далее на малых оборотах электродвигателя коронка делает отверстие выбранного диаметра. Во время проведения работ нужно использовать принудительное охлаждение острых краёв коронки и обрабатываемой поверхности.
- Многоэтапная операция. Подразумевает под собой использование нескольких свёрл по металлу разного диаметра. Начинается работа с оснастки самого малого диаметра и увеличивается по мере сверления.
- Конусообразная оснастка (ступенчатая). Предназначена для работы с тонколистовым металлом.
Строители рекомендуют использовать коронки. Однако при работе с ними требуется не повышать оборотов и следить за тем, чтобы все зубья, идущие по окружности, были целыми.
Как не затупить инструмент?
Инструмент тупится, поскольку перегреваются во время работы. Чтобы сохранить заточку, сверление следует проводить на низких оборотах. Не нужно зажимать кнопку включения инструмента до конца. При сверлении толстых заготовок нужно использовать охлаждающие жидкости или пасты.
Типы отверстий и методы их сверления
В теории металлообработки все отверстия делятся по следующим признакам:
- назначению;
- геометрическим размерам и глубине;
- степени обработки.
По назначению их подразделяют: для крепления двух и более элементов, последующего нарезания резьбы, вставки отдельных элементов конструкции.
По второму признаку рассматривают следующие виды:
- сквозные;
- глухие (в том числе глубокие);
- половинчатые;
- большого диаметра.
Особое место занимают отверстия, которые подготавливают для нарезания внутренней резьбы. В этом случае сверление и рассверливание отверстий производиться с учётом будущего диаметра вкручиваемого элемента, обладающего наружной резьбой. Для каждого из отверстий выбирают свои способы сверления.
Так как сверление это процесс механического резания металла, поэтому для получения желаемого результата следует выбрать необходимые методы обработки. Для производства сквозных отверстий в деталях необходимо продумать систему их крепления, которая не позволит повредить поверхность, находящуюся за деталью. Наиболее целесообразно применять тиски или струбцины.
Для изготовления глухих или половинчатых отверстий следует предусмотреть точную остановку сверла, которое обеспечит необходимый размер. Сверление больших отверстий предполагает применение специального оборудования. При необходимости получения отверстий разного диаметра следует подобрать требуемый набор свёрл или применять станки с числовым программным управлением. Они позволят автоматически производить замену сверла на инструмент с заданным диаметром.
Техника безопасности при работе с ручной дрелью.
При работе с дрелями нельзя пренебрегать правилами техники безопасности. Для предотвращения опасности несчастных случаев при сверлении металлических изделий необходимо строго придерживаться следующих указаний:
- запрещается сверлить изделие, которое удерживается только руками;
- запрещается работать с распущенными длинными волосами или в не застёгнутой свободной одежде, а также в перчатках, поскольку существует опасность захвата материала перчаток сверлом;
- не следует пренебрегать защитными очками;
- до включения станка следует убедиться в том, что сверло в патроне туго затянуто, а ключ вынут.
Рекомендую к просмотру вот это видео, для закрепления материала:
Пожалуй на этом закончим. Сверление точных отверстий в металле, пригодится не только в домашнем обиходе но и при выполнении производственных задач.
ВНИМАНИЕ! Напоминаю, что я принимаю гостевые посты на свой блог. Если вы хотите публиковать свои статьи на моем сайте пишите мне через форму обратной связи!. Всем пока! Пишите свои комментарии и делитесь статьей через социальные сети, нажимая кнопочки внизу
Всем пока! Пишите свои комментарии и делитесь статьей через социальные сети, нажимая кнопочки внизу.
С вами был Андрей!
Обработка заготовки с целью ее сверления может производиться несколькими способами:
- Заготовка вращается, при этом одновременно производится продольная подача не вращающегося сверлильного инструмента;
- Заготовка не вращается, зафиксирована;
- Одновременное вращение заготовки и инструмента.
Все эти способы широко применяются на практике. Наибольший спрос на процесс глубокого сверления есть в следующих сферах: металлургия, производство труб, нефтегазовая и аэрокосмическая промышленность, выпуск плит теплообменников и бойлеров и многие другие. Наиболее часто применяют следующие детали с глубокими отверстиями: роторы, валы, оси, втулки, гильзы, цилиндры, бандажи, металлические скорлупы и многое другое.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.

Смазывание стали специальным маслом
Это связано с тем, что масло может снижать температуру режущей кромки.
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.
Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.

Самодельные сверла по каленке
В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.
Виды сверл для глубоко сверления
В сегодняшней технологии металлообработки применяют несколько типов сверл для глубокого сверления деталей.
Рассмотрим основные их типы:
-
- Пушечные сверла. Характеристики данного типа сверл были рассмотрены выше. В последнее время выпускается инструмент с несколько измененной формой по отношению к традиционной. Это позволяет повысить производительность процесса и качество обрабатываемых деталей. Есть смысл применять пушечные сверла при обработке отверстий небольшого диаметра. Длина отверстий обычно не более 40 диаметров. Точность по IT9, а чистота поверхности составляет 0,09 – 3,5 мкм.
- Ружейное сверло, выполненное как единое целое. Их еще называют монолитные сверла, поскольку они выполнены цельно из твердосплавного материала. Для подвода смазывающе-охлаждающей жидкости внутри сверла имеется специальный проход. Стружка и СОЖ отводятся от детали через наружную винтовую канавку. Их применяют для сверления отверстий до 100 миллиметров. Глубина – до 100хD. Инструмент получил такое название, поскольку раньше его применяли для обработки стволов огнестрельных орудий.
- Ружейное сверло, выполненные по технологии фиксации режущих пластин из твердого сплава методом пайки. Как и другие сверла этого типа обеспечивают высокую точность размеров с минимальным отклонением оси сверления.
- Ружейное сверло, имеющее дополнительные режущие пластины. Такие сверла делают процесс резания более производительным.
- Спиральные сверла с цилиндрическим хвостовиком. Производятся согласно требованиям ГОСТ 886-77. Они имеют удлиненную режущую часть, которая может быть выполнена цельно из быстрорежущей стали либо иметь твердосплавные пластины. Подвод СОЖ может быть как изнутри, так и снаружи. Хвостовик может также иметь цилиндрическую форму.
- Перовые сверла. Их используют для сверления неглубоких отверстий ступенчатой формы.
- Эжекторные сверла. Используют для сверления глубоких отверстий в металлообрабатывающих аппаратах с размещением режущего инструмента в горизонтальной плоскости.
Смазка области, которую нужно просверлить
Чтобы успешно, за короткий промежуток времени просверлить любой материал, сделанный из металла (нержавейка, сталь, чугун), рекомендуется применять специальные смазки. Область, в которой будет проводиться сверление, перед выполнением работ, обрабатывается смазкой. Благодаря этому используемое сверло лучше скользит и не нагревается сильно. Например, для обработки нержавейки можно самостоятельно сделать специальную смазку из машинного масла и коллоидной серы. Для этого нужно взять куски серы, измельчить их и смешать с маслом. При этом во время обработки материала, смазка в область сверления должна подаваться на постоянной основе.
Существует много разнообразных способов использования тонких сверл для проделывания больших отверстий в прочных материалах большой толщины. Во время их применения, рекомендуется выставлять небольшие обороты на электродрели. Также во время использования электроинструмента, при проведении подобных работ, следует соблюдать технику безопасности. Необходимо пользоваться защитными очками либо маской, а также одевать перчатки, чтобы избежать случайного травмирования.
Как просверлить каленый металл в домашних условиях

Обычную сталь или любой другой металл сверлить несложно, для этого применяются стандартные сверла из быстрорежущего материала. Другое дело – просверлить каленую сталь: здесь нужно потрудиться. После закаливания заготовка приобретает необычайную прочность, и возникает вопрос, как просверлить отверстие в каленом металле, ведь обыкновенное сверло в этом случае уже мало чем может помочь.
Специалисты рекомендуют делать отверстия в деталях до того момента, как произошла закалка. Еще можно попробовать отпустить сталь, затем произвести сверловку и снова закалить материал. Если это экономически оправдано и технически исполнимо, то следует так и сделать, но в некоторых случаях просто невозможно поступить иначе, как приступить к получению канала по уже закаленной поверхности.
Есть несколько способов, которые позволяют просверлить в каленом металле отверстия любого диаметра. Эти методы с большим успехом можно реализовать как на производстве, так и в домашней мастерской.
Вазы из банок
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.
Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.
Самодельные сверла по каленке
В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.
Сверление толстых заготовок
Не многие начинающие мастера знают, как просверлить отверстие в металле большой толщины. Глубокое сверление сложнее обычного. На производстве оно проводится с помощью токарных станков. В них заготовка закрепляется в подвижном шпинделе, который её вращает.
Если возможности использовать промышленное оборудование нет, можно просверлить глубокое отверстие с помощью дрели. Для этого нужно приобрести специальные направляющие для электроинструмента. Дополнительно требуется использовать машинное масло для охлаждения. В процессе работы нужно периодически останавливаться, чтобы вычистить стружку и дать ему остынуть.
Способы высверливания точечной сварки
Сверла для высверливания точечной сварки – самый эффективный и аккуратный способ разъединения элементов. Работы выполняются на малых оборотах. В противном случае сверло быстро перегреется, что снизит остроту режущих кромок.
Диаметр инструмента не превышает 9 мм. От классической конструкции сверла отличаются специальными выступами, которые заточены под конус. Это позволяет выдержать угол 90º в процессе сверления детали. Таким образом, отсутствует необходимость в выполнении центровки.

Некоторые мастера предпочитают использовать режущие коронки. Они объясняют свой выбор тем, что острие сверла хуже прорезает закаленную часть точечной сварки.
Сверление отверстий в металле – достаточно сложная процедура, которая не терпит нарушений технологических требований. Режим выполнения работ зависит от диаметра и типа отверстия. Как вы считаете, можно качественно выполнить работу с помощью ручного инструмента без вспомогательных приспособлений? Напишите Ваше мнение в блоке комментариев.
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.
При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
Глубокое сверление отверстий
Высокие требования, предъявляемые к качеству глубоких отверстий, и необходимость повышения производительности операций сверления обусловливают в производстве изделий для атомной энергетики применение специального режущего инструмента и уникального механообрабатывающего оборудования с высокими технологическими возможностями. Для выполнения операций глубокого сверления отверстий в коллекторах теплоносителя парогенераторов и трубных досках подогревателей высокого давления для энергоблоков АЭС типа ВВЭР-1000 применяются специализированные высокопроизводительные шес-тишпиндельные станки с ЧПУ фирмы GERMAN KOLB (Германия), обладающие возможностью изготавливать точные отверстия диаметром 10-25 мм, глубиной до 1000 мм ружейными сверлами одностороннего резания и инструментом системы ВТА.
Для сверления глубоких отверстий в деталях типа трубных досок толщиной до 300 мм применяются специализированные двухшпиндельные станки с подвижным порталом (разработчик — СКБАРС, г. Одесса), оснащенные системами ЧПУ фирмы SIEMENS (Германия) мод. Sinumeric880ME и диагностики состояния режущего инструмента фирмы SANDVIK COROMANT (Швеция) мод. ТМ2000-014. Станки обеспечивают возможность сверления глубоких отверстий ружейными сверлами одностороннего резания диаметром 11-25 мм, головками системы ВТА диаметром 16-40 мм, а также зенкерования, развертывания, растачивания точных отверстий по точным координатам, фрезерования по контуру с линейной и круговой интерполяцией, нарезания резьб метчиками, резцом и фрезами по методу «MS-Planet». Станки также оснащены специальным устройством для высокопроизводительной обработки отверстий сверлами систем T-МАХ и Coromant Delta drills. В научно-техническом центре проблемных технологий ОГТ предприятия ведутся работы в области исследования динамики процессов глубокого сверления, изучения параметров поверхностного слоя просверленных отверстий (шероховатость, деформационное упрочнение, остаточные напряжения) с целью влияния их на эксплуатационную надежность ответственных теплообменных аппаратов для атомных электростанций.
Разработаны оригинальные методики и аппаратура для изучения технологических остаточных напряжений,обеспечивающая высокую надежность измерения. Специалистами завода разработаны устройства, позволяющие изготавливать глубокие отверстия в условиях радиальносверлильных станков типа 2М587. На основе анализа конструкций инструмента для глубокого сверления ведущих инструментальных фирм: SANDVIK COROMANT, GELLER и ВОТЕК (Германия), АО «Сестрорецкий инструментальный завод» (Россия) специализированным конструкторским бюро оснастки ОАО «ЗиО-Подольск» в сотрудничестве с ГНЦ РФ ЦНИИТМАШ (г. Москва) разработана гамма оригинального высокопроизводительного и технологичного инструмента: сверла одностороннего резания для сверления отверстий диаметром 8-25 мм, головки системы ВТА 16-40 мм. Ряд конструкций специального инструмента и способы выполнения им особо сложных операций защищены авторскими свидетельствами и патентами на изобретение.
Особенности сверления глубоких отверстий — Токарное дело
Особенности сверления глубоких отверстийК
атегория:
Токарное дело
Особенности сверления глубоких отверстий
Глубокими называются отверстия, длина которых превышает диаметр в пять и более раз. Глубокими отверстиями являются, например, сквозное осевое отверстие в шпинделе токарного станка, отверстие пиноли задней бабки, осевые отверстия в прогреваемых прокатных валках и др.
Часто к глубоким отверстиям предъявляются высокие требования по прямолинейности оси, но точности формы и размеров. При глубоком сверлении сверлом обычной конструкции неизбежен «увод» сверла в сторону из-за разности радиальных усилий на режущих кромках и это может привести к «разбивке» отверстия (увеличению диаметра), хотя ось отверстия остается прямой.
Поэтому для сверления глубоких отверстий применяют специальные — «пушечные» сверла с прямой стружечной канавкой. Сверло хорошо направляется в отверстии благодаря большой поверхности соприкосновения спинки сверла с обработанной поверхностью отверстия. Охлаждающая жидкость от насоса поступает к режущей кромке через сквозной канал в сверле, охлаждает режущую кромку сверла и принудительно удаляет стружку.
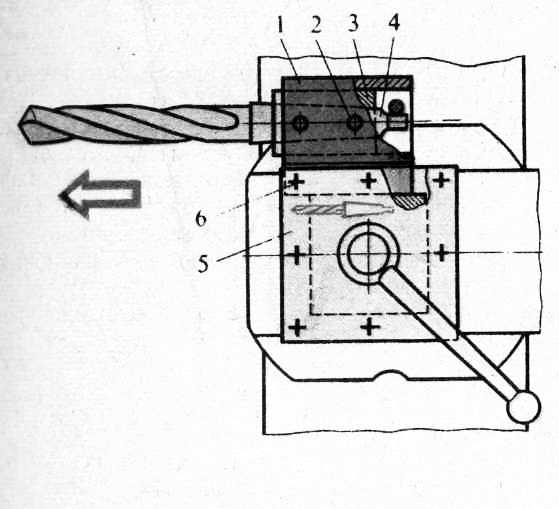
1. ДЕРЖАТЕЛЬ ДЛЯ СТЕРЖНЕВЫХ ИН СТРУМЕНТОВ (СТАНОК 16К20): 1 — держатель. 2 — стопорный винт втулки. 3 — втулка с инструментальным конусным отверстием. 4 хвостовик инструмента. 5 — резцедержатель. 6 — винт резцедержателя
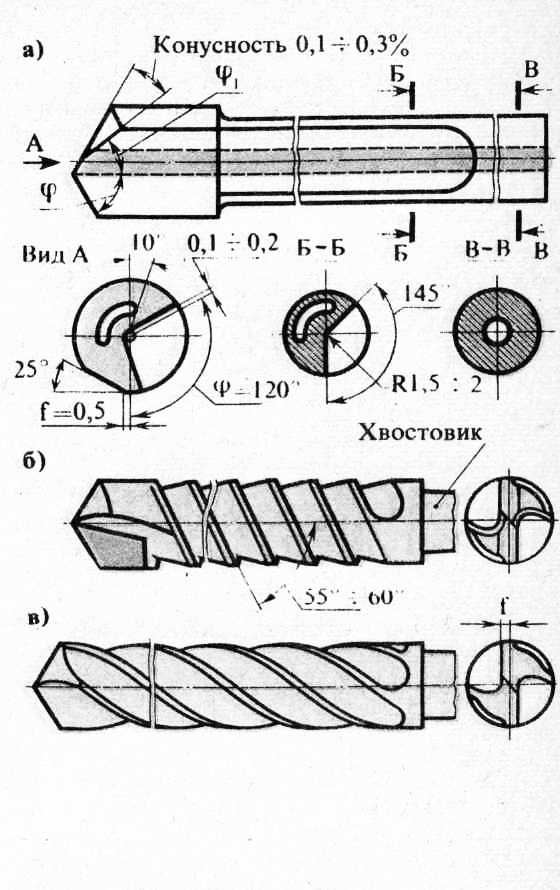
2. СВЕРЛА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ: а —однокромочное («пушечное»). б — шисконое. в четырех ленточное
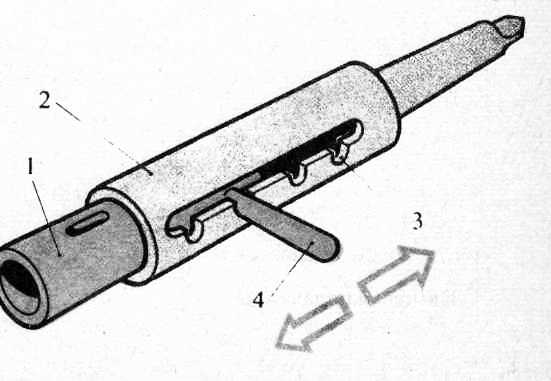
3. ШТЫКОВАЯ ОПРАВКА ДЛЯ ГЛУБОКО ГО СВЕРЛЕНИЯ:
Применяют также шнековые и че-тырехленточные сверла, работающие с минимальным «уводом», благодаря большой поверхности соприкосновения ленточек со стенками отверстия.
При сверлении глубоких отверстий обычными сверлами периодически извлекают сверло из отверстия для очистки от стружки и охлаждения. С целью сокращения времени на ввод и вывод сверла применяют оправку со штыковым затвором.
На каких оборотах надо выполнять сверление
Одним из важных параметров при сверлении является количество оборотов в минуту. Скорость, с которой нужно сверлить, зависит от рода материала и типа сверла. Есть общее правило: чем тверже материал и чем толще свело, тем меньшим должно быть количество оборотов в минуту. Что до конкретных цифр, их можно увидеть в приведенной ниже таблице.
| диаметр сверла, мм | мягкое дерево | твердое дерево | пластик (акрил) | медь | алюминий | сталь | Примечания |
| 1.5-4.8 | 3000 | 3000 | 2500 | 3000 | 3000 | 3000 | При сверлении металла толще 3 см обально смажьте сверло маслом. |
| 6.4-9.5 | 3000 | 1500 | 2000 | 120 | 2500 | 1000 | |
| 11.1-15.9 | 1500 | 750 | 1500 | 750 | 1500 | 600 | |
| 17.4-25.4 | 750 | 500 | — | 400 | 1000 | 350 |
Данная таблица предназначена для обычных спиральных сверел. Для специфических вариантов (сверло Фростнера и т.д.) скорости сверления различных материалов несколько отличаются от приведенных выше.
Особенности глубокого сверления
При глубоком сверлении очень важно соблюдать главные принципы технологии. Во-первых, производится подбор скорости вращения сверлильной части инструмента или оптимальная скорость резания (подачи свергла)
Во-вторых, должно быть обеспечено нормальное дробление стружки, а также полный отвод отходов из канала. Важным моментом во время измельчения отходов сверления является сохранность режущей части инструмента, не должно быть повреждений сверла, образования на нем заусениц или иных дефектов. Далее, ключевым фактором качественной обработки поверхностей заготовок или деталей является эффективная и грамотная подача смазочно-охлаждающей жидкости.
Процесс сверления проходит с обязательной подачей смазочно-охлаждающей жидкости под давлением и с определенным расходом.
Для этого в системе работает насосное оборудование — маслонасосы или насосы для перекачки вязких жидкостей.
Производительность системы выбирается в соответствии с расходом жидкости и требуемым давлением подачи смазочного материала.













