Гост 6211-81. основные нормы взаимозаменяемости. резьба трубная коническая
Содержание:
- Содержание
- Принципы нарезки
- ЛЮБОВЬ И ИЗОЛЯЦИОННЫЙ ЭКРАН
- Лучшие покупные крысоловки
- Шлифовка и устранение дефектов старого сруба
- Какие данные нужны для расчёта эксплуатационных характеристик воздуховодов?
- Сообщить об опечатке
- Фото самодельных поделок из ракушек
- Межгосударственный стандарт ГОСТ 9150-2002 (ИСО 68-1-98)
- Резьба трубная цилиндрическая G / BSPP
- Чем отличается от метрической резьбы
- Стандарты конической трубной резьбы
- История
- Технология нарезки резьбового конусного соединения
- Состав
Содержание
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.
ЛЮБОВЬ И ИЗОЛЯЦИОННЫЙ ЭКРАН
— Неужели нельзя преодолеть планетарный изоляционный экран?
Ведь должны же быть технологии его нейтрализации?
— Они были и есть. Но как говорится в таких случаях — не про нашу честь.
— Что ты имеешь в виду? — спросил я.
— Качества и формы, которые нами утрачены.
Увидев на моём лице удивление, Светозар пояснил.
— Когда человек по-настоящему умеет любить, связь его с Творцом, практически, нарушить невозможно. На Земле нет такой техники, которая могла бы это сделать
И не важно, какая у него гаплогруппа: северная или южная. Но любить в нашем обществе могут единицы, вот в чём беда!
К умеющему любить по настоящему Творец приходит сам. Он не только прошибает любой экран, но и даёт силу человеку сделать это. Как видишь, всё до банальности просто. Экранирующее поле работает только по тем, кто не умеет любить. По людям, которые испытывают только любовь потребительскую, но не настоящую. Именно по этой причине люди с северной гаплогруппой и связаны с Богом. Потому что настоящее чувство высокой любви заложено в их генетическом коде.
— А как те, у которых южная иберийская гаплогруппа? — спросил я. — Они что, люди второго сорта?
— Не совсем, — поморщился от моей прямоты Светозар. — просто им надо многому научиться, прежде всего, настоящей любви. Запомни, человек может всё, главное — захотеть.
«Г. Сидоров — Сияние Вышних Богов и крамешники (Основы державного строительства)» Стр. 230
— Вот почему великое чувство любви сведено к похоти и сексу. Это тоже один из приёмов пользования друг другом. Самый простой и доступный.
Зачем это всё сделано?
Чтобы разучить людей любить друг друга. Пользовать, сколько угодно, но не любить! Потому что умеющий любить по-настоящему, опасен. Он, повторяю, умеет любить не только себе подобных, но и окружающую его природу. Всё, что ощущает и чувствует.
— Но я не понял, почему ему не может помешать в общении с Создателем или информационным полем Вселенной техника ящероголовых?
— Потому что против Рода небесного всякая техника бессильна.
К умеющему любить по-настоящему Творец приходит сам. Он не только прошибает любой экран, но и даёт силу человеку сделать это. Как видишь, всё до банальности просто. Экранирующее поле работает только по тем, кто не умеет любить. По людям, которые испытывают только любовь потребительскую, но не настоящую. Именно по этой причине люди с северной гаплогруппой и связаны с Богом. Потому что настоящее чувство высокой любви заложено в их генетическом коде.
— А как те, у которых южная иберийская гаплогруппа? — спросил я.
— Они что, люди второго сорта?
— Не совсем, — поморщился от моей прямоты Светозар. — просто им надо многому научиться, прежде всего, настоящей любви. Запомни, человек может всё, главное — захотеть.
— Есть такая восточная мудрость, — вздохнул я. — Осла можно подвести к воде, но заставить его напиться невозможно.
— Это так! Но, как видишь, нейтрализовать высокочастотный экран можно, причём силами самого человека.
— Силой его любви. Уж, не к самому ли себе? — съязвил я.
— Не к самому себе, — спокойно принял мою реплику Светозар. — Силой любви ко всему окружающему. Значит, к Творцу. Как правило, начинается такое восхождение через любовь к женщине. К её внутреннему миру. К её Вселенной, главное — включить сердце. Потом его уже не остановить. Начнётся эффект снежной лавины. Именно поэтому наше молодое поколение с детства приучают к сексуальному, телесному чувству. Заменяя звериным оргазмом подлинное. Думаешь, навязывание порно современным поколениям преследуют цель одной дебилизации? Как бы ни так! Главное в другом: в том, о чём мало кто догадывается.
Теперь ты понимаешь суть проекта отчуждения от Высшего? Как этот проект раскручен?
«Г. Сидоров — Сияние Вышних Богов и крамешники (Основы державного строительства)» Стр. 231

Лучшие покупные крысоловки
Шлифовка и устранение дефектов старого сруба
В том случае, если вы не собираетесь обшивать дом фасадными панелями, а планируете провести его шлифовку, потребуется специальная машинка, оборудованная насадками. При обработке сруба с ее помощью можно справиться даже с самыми труднодоступными участками. Шлифовку следует проводить до тех пор, пока не появится слой со светлой окраской.
Если есть крупные дефекты, которые расположены по длине венцов, их следует заделывать еще до шлифовки. Делать это следует специальной смесью из опилок и асбеста, необходимо заранее затереть все поврежденные места. Вместо асбеста допускается использование столярного клея или строительного гипса. Однако такие составы все же лучше подойдут для исправления небольших недочетов.
Если дефектов много и они слишком большие, необходима облицовка, иначе неизбежная сырость в трещинах может стать причиной гниения и порчи дерева. При реставрации старого деревянного дома следует запомнить, что древесина должна быть обязательно обработана пропитками и различными защитными средствами. Проводить эту процедуру следует до того, как приступить к конопачению. Уплотняющие материалы следует тоже подвергнуть обработке.
Между бревнами все швы следует освободить от ветхого уплотнителя, с этой задачей отлично справится пылесос. Заменить старую паклю следует на новый уплотняющий материал.
Какие данные нужны для расчёта эксплуатационных характеристик воздуховодов?
Сообщить об опечатке
Фото самодельных поделок из ракушек
Межгосударственный стандарт ГОСТ 9150-2002 (ИСО 68-1-98)
Дата введения 1 января 2004 г.
Взамен ГОСТ 9150-81
1 Область применения
Настоящий стандарт распространяется на метрические резьбы общего назначения и устанавливает для них основной профиль.
Диаметры и шаги метрической резьбы — по ГОСТ 8724.
Основные размеры метрической резьбы — по ГОСТ 24705.
Допуски резьбы — по ГОСТ 16093 и 9000.
Дополнительные требования, отражающие потребности экономики страны, выделены курсивом.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 8724-2002 Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 9000-81 Основные нормы взаимозаменяемости. Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения.
ГОСТ 16093-81 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором.
ГОСТ 24705-81 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
3 Определения и обозначения
3.1 Термины и определения — по ГОСТ 11708.
3.2 В настоящем стандарте приняты следующие обозначения:
D — номинальный наружный диаметр внутренней резьбы (номинальный диаметр резьбы);
d — номинальный наружный диаметр наружной резьбы (номинальный диаметр резьбы);
D_2 — номинальный средний диаметр внутренней резьбы;
d_2 — номинальный средний диаметр наружной резьбы;
D_1 — номинальный внутренний диаметр внутренней резьбы;
d_1 — номинальный внутренний диаметр наружной резьбы;
Н — высота исходного треугольника;
Р — шаг резьбы.
4 Основной профиль
4.1 Основной профиль метрической резьбы, общий для наружной и внутренней резьбы, должен соответствовать указанному на рисунке 1. Основной профиль показан утолщенной линией.
4.2 Номинальный профиль наружной и внутренней резьбы определяется основным профилем и дополнительными требованиями к форме впадины резьбы, устанавливаемыми ГОСТ 9000 (для резьб диаметром менее 1 мм) и ГОСТ 16093 (для резьб диаметром от 1 мм и более).
«Рисунок 1. Основной профиль метрической резьбы, общий для наружной и внутренней резьбы»
4.3 Размеры элементов основного профиля метрической резьбы должны соответствовать таблице 1.
Размеры элементов определены по следующим формулам
Н = 0,866025404 Р; (1)
5/8 H = 0,541265877 P; (2)
3/8 H = 0,324759526 Р; (3)
H/4 = 0,216506351 Р; (4)
H/8 = 0,108253175 Р. (5)
Таблица 1
В миллиметрах
| Шаг Р | Н | 5/8 H | 3/8 H | H/4 | H/8 |
| 0,075 | 0,064952 | 0,040595 | 0,024357 | 0,016238 | 0,008119 |
| 0,08 | 0,069282 | 0,043301 | 0,025981 | 0,017321 | 0,008660 |
| 0,09 | 0,077942 | 0,048714 | 0,029228 | 0,019486 | 0,009743 |
| 0,1 | 0,086603 | 0,054127 | 0,032476 | 0,021651 | 0,010825 |
| 0,125 | 0,108253 | 0,067658 | 0,040595 | 0,027063 | 0,013532 |
| 0,15 | 0,129904 | 0,081190 | 0,048714 | 0,032476 | 0,016238 |
| 0,175 | 0,151554 | 0,094722 | 0,056833 | 0,037889 | 0,018944 |
| 0,2 | 0,173205 | 0,108253 | 0,064952 | 0,043301 | 0,021651 |
| 0,225 | 0,194856 | 0,121785 | 0,073071 | 0,048714 | 0,024357 |
| 0,25 | 0,216506 | 0,135316 | 0,081190 | 0,054127 | 0,027063 |
| 0,3 | 0,259808 | 0,162380 | 0,097428 | 0,064952 | 0,032476 |
| 0,35 | 0,303109 | 0,189443 | 0,113666 | 0,075777 | 0,037889 |
| 0,4 | 0,346410 | 0,216506 | 0,129904 | 0,086603 | 0,043301 |
| 0,45 | 0,389711 | 0,243570 | 0,146142 | 0,097428 | 0,048714 |
| 0,5 | 0,433013 | 0,270633 | 0,162380 | 0,108253 | 0,054127 |
| 0,6 | 0,519615 | 0,324760 | 0,194856 | 0,129904 | 0,064952 |
| 0,7 | 0,606218 | 0,378886 | 0,227332 | 0,151554 | 0,075777 |
| 0,75 | 0,649519 | 0,405949 | 0,243570 | 0,162380 | 0,081190 |
| 0,8 | 0,692820 | 0,433013 | 0,259808 | 0,173205 | 0,086603 |
| 1 | 0,866025 | 0,541266 | 0,324760 | 0,216506 | 0,108253 |
| 1,25 | 1,082532 | 0,676582 | 0,405949 | 0,270633 | 0,135316 |
| 1,5 | 1,299038 | 0,811899 | 0,487139 | 0,324760 | 0,162380 |
| 1,75 | 1,515544 | 0,947215 | 0,568329 | 0,378886 | 0,189443 |
| 2 | 1,732051 | 1,082532 | 0,649519 | 0,433013 | 0,216506 |
| 2,5 | 2,165063 | 1,353165 | 0,811899 | 0,541266 | 0,270633 |
| 3 | 2,598076 | 1,623798 | 0,974279 | 0,649519 | 0,324760 |
| 3,5 | 3,031089 | 1,894431 | 1,136658 | 0,757772 | 0,378886 |
| 4 | 3,464102 | 2,165063 | 1,299038 | 0,866025 | 0,433013 |
| 4,5 | 3,897114 | 2,435696 | 1,461418 | 0,974279 | 0,487139 |
| 5 | 4,330127 | 2,706329 | 1,623798 | 1,082532 | 0,541266 |
| 5,5 | 4,763140 | 2,976962 | 1,786177 | 1,190785 | 0,595392 |
| 6 | 5,196152 | 3,247595 | 1,948557 | 1,299038 | 0,649519 |
| 8 | 6,928203 | 4,330127 | 2,598076 | 1,732051 | 0,866025 |
Резьба трубная цилиндрическая G / BSPP
Трубная цилиндрическая резьба применяется в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой, нормируемой ГОСТ 6211-81 «Основные нормы взаимозаменяемости. Резьба трубная коническая». Основана на резьбе BSW (англ. British Standard Whitworth — резьбы Витворта) и совместима с резьбой BSP (англ. British Standard Pipe thread). Обозначается как BSPP (англ. British Standard Pipe Parallel thread).
На резьбу распространяются стандарты:
- ГОСТ 6357-81 «Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая»;
- ISO R228;
- EN 10226;
- DIN 259;
- BS 2779;
- JIS B 0202.
Параметры резьбы
Дюймовая резьба с углом профиля при вершине 55°, теоретическая высота профиля Н = 0,960491Р.
Нарезается на трубах до размера 6″, трубы свыше 6″ свариваются.
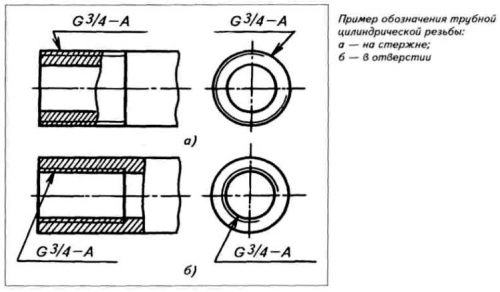
Условное обозначение согласно ГОСТ 6357-81: буква G, числовое значение условного прохода трубы в дюймах, класс точности среднего диаметра (А, В) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/8″, класс точности А — обозначается как: G 1 1/8-A.
По ГОСТ 6357-81 имеется четыре значения шага резьбы:
| Шаг резьбы Р, мм | Число ниток на дюйм |
|---|---|
| 0.907 | 28 |
| 1,337 | 19 |
| 1,814 | 14 |
| 2,309 | 11 |
| Обозначение размера резьбы | Шаг Р | Диаметры резьбы | |||
|---|---|---|---|---|---|
| Ряд 1 | Ряд 2 | d=D | d2=D2 | d1=D1 | |
| 1/16″ | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||
| 1/4″ | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8″ | 16,662 | 15,806 | 14,950 | ||
| 1/2″ | 1,814 | 20,955 | 19,793 | 18,631 | |
| 5/8″ | 22,911 | 21,749 | 20,587 | ||
| 3/4″ | 26,441 | 25,279 | 24,117 | ||
| 7/8″ | 30,201 | 29,0З9 | 27,877 | ||
| 1″ | 2,309 | 33,249 | 31,770 | 30,291 | |
| 1⅛″ | 37,897 | 36,418 | 34,939 | ||
| 1¼″ | 41,910 | 40,431 | 38,952 | ||
| 1⅜″ | 44,323 | 42,844 | 41,365 | ||
| 1½″ | 47,803 | 46,324 | 44,845 | ||
| 1¾″ | 53,746 | 52,267 | 50,788 | ||
| 2″ | 59,614 | 58,135 | 56,656 | ||
| 2¼″ | 65,710 | 64,231 | |||
| 2½″ | 75,184 | 73,705 | 72,226 | ||
| 2¾″ | 81,534 | 80,055 | 78,576 | ||
| 3″ | 87,884 | 86,405 | 84,926 | ||
| 3¼″ | 93,980 | 92,501 | 91,022 | ||
| 3½″ | 100,330 | 98,851 | 97,372 | ||
| 3¾″ | 106,680 | 105,201 | 103,722 | ||
| 4″ | 113,030 | 111,551 | 110,072 | ||
| 4½″ | 125,730 | 124,251 | 122,772 | ||
| 5″ | 138,430 | 136,951 | 135,472 | ||
| 5½″ | 151,130 | 148,651 | 148,172 | ||
| 6″ | 163,830 | 162,351 | 160,872 | ||
| d — наружный диаметр наружной резьбы (трубы); D — наружный диаметр внутренней резьбы (муфты); D1 — внутренний диаметр внутренней резьбы; d1 — внутренний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d2 — средний диаметр наружной резьбы. При выборе размера трубной резьбы первый ряд следует предпочитать второму. |
Обозначение размера резьбы соответствует внутреннему диаметру трубы по одному из стандартов (Условный проход).
Чем отличается от метрической резьбы
- Резьбовые гребни у дюймовой резьбы являются более острыми в сравнении с метрическими гребнями. Связано это с тем, что угол между плоскостью детали и гребнем составляет 54-55 градусов (тогда как у метрических деталей он равен 60 градусов).
- Из-за более острого угла наклона изменяется также профиль резьбовых гребней. У дюймовых деталей гребни являются более длинными, но менее широкими. Тогда как метрический профиль обладает обладает более сбалансированной формой гребней (они более широкие и менее длинные).
- Разница профилей делает невозможным соединение деталей с метрической и дюймовой резьбой. Вкручивание отдельных запчастей приведет к повреждению стенок деталей, а само резьбовое соединение будет очень хрупким. У соединения будет отсутствовать герметизация, что может привести к подтеканию и растрескиванию труб при транспортировке жидкостей.
Стандартная резьба маркируется с помощью метрических единиц измерения (миллиметры, сантиметры, метры). На объекты с дюймовой резьбой могут наноситься измерения, выраженные в дюймах. Дюйм — это неметрическая единица измерения длины. Ее используют в государствах, которые используют английскую систему мер. Основные страны — Великобритания, США, Канада, Новая Зеландия, Австралия и другие. Дюймы можно перевести в обычные метрические единицы измерения, а 1 дюйм равен 25,4 миллиметров. Дюймы имеют специальное обозначение в виде двух насечек (») — это символ ставится после указания количества дюймов. При необходимости можно перевести дюймы в миллиметры и обратно. Алгоритм перевода:
- Если нужно перевести дюймы в миллиметры, то нужно умножить количество дюймов на число 25,4. Скажем, диаметр сечения трубы составляет 2,5 дюйма. Для перевода дюймов в миллиметры нужно умножить 2,5 на 25,4 — мы получим 63,5 сантиметра.
- Если нужно перевести сантиметры в дюймы, то следует количество миллиметров разделить на число 25,4. Скажем, длина шурупа составляет 40 миллиметров. Для перевода сантиметров в дюймы разделим 40 на 25,4 — мы получим приблизительно 1,57 дюймов.

Стандарты конической трубной резьбы
Рассмотрим существующие на сегодняшний день стандарты:
- Изделие ГОСТ 6211 81 вне зависимости от диаметра имеет фиксированный угол, на который от оси трубы отклоняется поверхность конуса (должен соответствовать уклону 1:16);
- Профиль конической трубной резьбы ГОСТ 6211 81 составляет угол 55 градусов. Вершины и впадины трубы, как и у цилиндрической, обязательно скругляют;
- Коническая резьба по ГОСТ должна обладать фиксированным соотношением внутреннего, внешнего и среднего диаметра с собственной длиной. При этом разделяют полную и рабочую длину наружной резьбы. Резьбы меньшей длины также допускаются, при этом соотношение рабочей длины к полной жестко регламентируется. По сути, логично – резьбовое соединение, которое держится только на 2-3 крайних нитках, не сможет обеспечить идеальную прочность;
- Диаметр изделий, для которых применяются конические резьбы, ограничивается 6 дюймами. Если труба имеет больший диаметр, желательно использовать фланцевые соединения или сварку;
- Трубная коническая резьба по тексту ГОСТ различается шагом резьбы. Необходимо отметить, что для каждого диаметра характерен свой шаг, при этом под шагом принято понимать количество витков на дюйм;
- ГОСТом определяются и обозначения конической резьбы. Буква R обозначает, что перед нами коническая наружная трубная резьба, затем идет её размер. Как и в случае с цилиндрическими резьбовыми соединениями, левые резьбы помечают буквами LH.
Внутреннюю цилиндрическую резьбу помечают Rp, внутреннюю коническую – Rc. Спросите, а при чем тут цилиндрические? Суть в том, что наружные конические резьбы часто применяются именно вместе с цилиндрическими внутренними такого же шага.
Разберемся с обозначениями, которые могут находиться на конической трубной резьбе.
История
Схема «резьбового» сустава у жука тригоноптеруса
Долгое время считалось, что резьбовое соединение, наряду с колесом и зубчатой передачей, является великим изобретением человечества, не имеющим аналога в природе. Однако в 2011 году группа учёных из Технологического института Карлсруэ опубликовала в журнале Science статью о строении суставов у жуков-долгоносиков вида Тригоноптерус облонгус, обитающих на Новой Гвинее. Оказалось, что лапы этих жуков соединены с телом с помощью вертлуга, который ввинчивается в коксу (тазик) — аналог тазобедренного сустава у насекомых. На поверхности вертлуга расположены выступы, напоминающие конический винт. В свою очередь, поверхность коксы также снабжена резьбовой выемкой. Такое соединение обеспечивает более надежное крепление конечностей, чем шарнирное, и гарантирует ведущему древесный образ жизни насекомому большую устойчивость.
Применение винтовых поверхностей в технике началось ещё в античные времена. Считается, что первым винт изобрел Архит Тарентский — философ, математик и механик, живший в IV—V веках до н. э. Широко известен изобретённый Архимедом винт, применявшийся для перемещения жидкостей и сыпучих тел. Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале нашей эры. Однако из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение ходовые и крепёжные резьбы нашли лишь в Средневековье. Изготовление наружной резьбы происходило следующим образом: на цилиндрическую заготовку наматывалась смазанная мелом или краской верёвка, затем по образовавшейся спиральной разметке нарезалась винтовая канавка. Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами.
В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы. Обе сопрягаемые детали с наружной и внутренней резьбой для свинчивания подгонялись друг под друга вручную. Какая-либо взаимозаменяемость деталей полностью отсутствовала.
Предпосылки к взаимозаменяемости и стандартизации резьбы были созданы Генри Модсли (Henry Maudslay) приблизительно в 1800 году, когда изобретённый им токарно-винторезный станок сделал возможным нарезание точной резьбы. Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил ещё более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
В течение следующих 40 лет взаимозаменяемость и стандартизация резьб имели место лишь внутри отдельных компаний. В 1841 году Джозеф Витуорт разработал систему крепежных резьб, которая, благодаря принятию её многими английскими железнодорожными компаниями, стала национальным стандартом для Великобритании, названным британским стандартом Витворта (BSW). Стандарт Витворта послужил основой для создания различных национальных стандартов, например, стандарта Селлерса (Sellers) в США, резьбы Лёвенхерц (Löwenherz) в Германии и т. д. Количество национальных стандартов было очень велико. Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями[источник не указан 1132 дня].
В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами.
В Российской империи стандартизация резьб на государственном уровне отсутствовала. Каждое предприятие, выпускавшее резьбовые детали, использовало собственные стандарты, основанные на зарубежных аналогах.
Первые мероприятия по стандартизации резьб были предприняты в 1921 году Наркоматом путей сообщения РСФСР. Им на основе немецких стандартов метрической резьбы были выпущены таблицы норм НКПС-1 для резьб, использовавшихся на железнодорожном транспорте. Таблицы включали в себя метрические резьбы диаметром от 6 до 68 мм.
В 1927 году на основе данных таблиц комитетом по стандартизации при Совете труда и обороны был разработан один из первых государственных стандартов СССР — ОСТ 32. В этом же году для резьб по стандарту Витворта был разработан ОСТ 33А. К началу 1932 года были разработаны ОСТ для трапецеидальных резьб на основе модернизированных американских стандартов Acme.
В 1947 году была основана Международная организация по стандартизации (ISO). Стандарты резьбы ISO в настоящее время являются общепринятыми во всем мире, в том числе и в России.
Технология нарезки резьбового конусного соединения
В промышленном производстве npt резьба выполняется на специализированном резьбонарезном станке с помощью мечника, закрепленного на вращающемся шпинделе, в автоматическом режиме формирующий резьбу на неподвижно закрепленной трубе.
Конструкция и типы метчиков
Метчик состоит из деталей:
- хвостовика;
- рабочей части;
- заборного элемента;
- калибровки.
С помощью хвостовика метчик крепят в шпинделе станка или в патроне при нарезке резьбового соединения внутри трубы. Нарезку делает рабочая часть, напоминающая винт со спиральными канавками. Переднюю часть метчика часто называют заборным элементом, имеющим вид конуса. Начинает нарезку резьбы именно заборный элемент, затем продолжает калибровка. Резьбу выполняют зубья,называющиеся режущими перьями, образующие углубления — канавки, по которым удаляется стружка. Заточка зубьев подчинена требованиям технологии к режущим деталям.
Выбор метчика
Выбор метчика зависит от назначения, они бывают ручными и машинными. Ручной инструмент бывает:
- плашечный;
- маточный;
- гаечный;
- специальный.
Плашечный инструмент используют для предварительной нарезки резьбового соединения за 1 проход. Очистку от стружки выполняют маточным приспособлением с канавками в правом направлении.
Бесканавочные приспособления имеют большую прочность, а протяженность завинчивающейся части дает возможность перенастраивать инструмент неоднократно. Преимущество бесканавочных метчиков — в высокой производительности и универсальность — ими можно обрабатывать трубы и глухие соединения.
По виду работ выделяют метчики черновой и чистовой, которые маркируются по размеру резьбы, выполняемой этим инструментом:
- Для резьбы по метрическому стандарту 8…18 мм применяют одинарные счетчики.
- В диапазоне 6…24 мм используют черновой и чистовой метчик.
- Резьбу 2…52 мм нарезают 3 счетчиками.
Метчики имеют прямое и винтовое исполнение, правое и левое, а режущая часть бывает конической и цилиндрической. Коническими вырезают резьбу в трубах со сквозными отверстиями, цилиндрические используют там, где нет сквозных проходов.
Процесс нарезки
Процесс резьбовой нарезки поэтапно происходит в несколько этапов:
- Задают направление, скорость вращения шпинделя.
- Заготовку закрепляют на определенном месте.
- Метчик определенного типоразмера монтируют на шпинделе, фиксируя его головку поддерживающим зажимом.
- Включают электропривод устройства.
- Резьбонарезную головку перемещают к трубному изделию управляющим рычагом.
- Фиксируют и сопоставляют автоматическим роликом заготовку и резьбонарезной резец, станок выполняет нарезку канавок заданных параметров в автоматическом режиме.
- Завершив операцию, суппорт с метчиком поднимается автоматически, отключают электропривод, демонтируют заготовку со станка.
- Выполняют проверку точности геометрических параметров, при обнаружении дефектов проводят коррекцию.
Конический профиль резьбы используется в тех случаях, когда на коммуникациях требуется полная герметичность соединений отдельных элементов труб. Неоценим способ конической резьбы при ремонтах изношенных соединений на коммунальных трубопроводах зимой — конусная резьба npt поможет восстановить герметичность.
Состав
Внешняя филогения R1b
Более широкая гаплогруппа R (M207) является первичным субкладом гаплогруппы P1 (M45), которая сама является первичной ветвью P (P295), которая также известна как гаплогруппа K2b2. Таким образом, R-M207 является вторичной ветвью K2b ( P331 ) и прямым потомком K2 (M526).
По словам Карафета и др., Произошла «начальная быстрая диверсификация» K-M526 . (2014), которые «скорее всего произошли в Юго-Восточной Азии с последующим расширением на запад предков гаплогрупп R и Q ».
- Филогения в K2b
-
P P295 / PF5866 / S8 (также известный как K2b2 ).
-
P1 M45 (он же K2b2a )
- Q M242 ( K2b2a1 )
-
R M207 ( K2b2a2 )
-
R1 (M173)
- R1a (M420)
- R1b (M343)
-
R1 (M173)
-
P1 M45 (он же K2b2a )
Внутренняя структура R1b
Такие имена, как R1b, R1b1 и т. Д., Являются филогенетическими (то есть «семейным древом») именами, которые четко указывают их место в ветвлении гаплогрупп или филогенетическом дереве. Альтернативный способ наименования одних и тех же гаплогрупп и субкладов относится к их определяющим мутациям SNP : например, R-M343 эквивалентен R1b. Филогенетические имена меняются с новыми открытиями, и имена на основе SNP, следовательно, переклассифицируются в филогенетическом дереве. В некоторых случаях SNP оказывается ненадежным в качестве определяющей мутации, и имя на основе SNP полностью удаляется. Например, до 2005 года R1b был синонимом R-P25, который позже был переклассифицирован как R1b1; в 2016 году R-P25 был полностью удален как определяющий SNP из-за значительной скорости обратной мутации. (Ниже приведена основная схема R1b в соответствии с деревом ISOGG на 30 января 2017 г.)
|