⚙ лучшие точилки для сверл на 2020 год
Содержание:
5 Alloet
Эта модель не имеет мотора. Она представляет собой приспособление для выравнивания изношенных кромок сверл с диаметром 2–12,5 мм. Принцип работы устройства самый простой – пластиковая часть насадки устанавливается на патрон электродрели. После включения мотора патрон начинает вращать точильный круг насадки. Благодаря этому затачиваемое сверло соприкасается с абразивным камнем под нужным углом. У модели есть 3 паза разных размеров для фиксации сверл. Конечно, качество такой заточки получается не идеальным, но устройство оказалось очень полезной штукой для домашних мастеров.
Значительный плюс Alloet – небольшие размеры. Точилка практически не занимает места, при этом всегда находится под рукой. Минус – отсутствие жесткой фиксации сверла во время работы. Поэтому его приходится удерживать руками. А это значит, что качество заточки напрямую зависит от навыков мастера.
Резюме
Перед тем, как делать откосы на окнах, внимательно ознакомьтесь с плюсами и минусами разных материалов. Это поможет сделать оптимальный выбор для конкретной ситуации и климатических условий. Если планируете выполнять работы по монтажу самостоятельно — следуйте нашим пошаговым инструкциям, и все обязательно получится.
GSC
| GSC GS — 1 для спиральных сверл (2-13 мм) | Диаметр сверла 2-13 мм |
Угол при вершине 90°-140 ° |
В наличии |
61 828 q 1 782 BYN |
||
| GSC GS — 1 A для спиральных сверл (2-13 мм) | Диаметр сверла 2-13 мм |
Угол при вершине 90°-140 ° |
В наличии |
104 960 q 3 026 BYN |
||
| GSC GS — 3 для спиральных сверл (2-13 мм) | Диаметр сверла 2-13 мм |
Угол при вершине 118°-135 ° |
В наличии |
78 720 q 2 269 BYN |
||
| GSC GS — 5 для спиральных сверл (3-13 мм) | Диаметр сверла 3-13 мм |
Угол при вершине 165° — 180 ° |
В наличии |
96 842 q 2 792 BYN |
||
| GSC GS — 7 для сверл по листовому металлу и спиральных сверл (3-13 мм) | Диаметр сверла 2-13 (спиральные) мм |
Угол при вершине 90° — 140 (спиральные) ° |
В наличии |
144 648 q 4 170 BYN |
||
| GSC GS — 8 для спиральных сверл (3-13 мм) | Диаметр сверла 2-13 (спиральные) мм |
Угол при вершине 90°-140 ° |
В наличии |
149 322 q 4 305 BYN |
||
| GSC GS — 9 для спиральных сверл (2-13 мм) | Диаметр сверла 2-13 (спиральные) мм |
Угол при вершине 90°-140 ° |
В наличии |
149 322 q 4 305 BYN |
||
| GSC GS — 13 для спиральных сверл (3-16 мм) | Диаметр сверла 3-16 мм |
Угол при вершине | В наличии |
104 960 q 3 026 BYN |
||
| GSC GS — 18 для спиральных сверл (3-13 мм) | Диаметр сверла 3-13 мм |
Угол при вершине 135 ° |
В наличии |
82 410 q 2 376 BYN |
||
| GSC GS — 19 для спиральных сверл с двухплоскостной затыловкой (3-13 мм) | Диаметр сверла 3-13 мм |
Угол при вершине 135 ° |
В наличии |
149 322 q 4 305 BYN |
||
| GSC GS — 20 для спиральных сверл (2-20 мм) | Диаметр сверла 2-20 мм |
Угол при вершине 90°-140 ° |
В наличии |
121 934 q 3 515 BYN |
||
| GSC GS — 21 для спиральных сверл (12-26 мм) | Диаметр сверла 12-26 мм |
Угол при вершине 90°-140 ° |
В наличии |
167 034 q 4 816 BYN |
||
| GSC GS — 22 для сверл по листовому металлу (12-26 мм) | Диаметр сверла 12-26 мм |
Угол при вершине 160°-180 ° |
В наличии |
82 410 q 2 376 BYN |
||
| GSC GS — 24 для спиральных сверл (3-12 мм) | Диаметр сверла 2-13 мм |
Угол при вершине 90°-140 ° |
В наличии |
225 992 q 6 516 BYN |
||
| GSC GS — 25 для спиральных сверл (3-25.4 мм) | Диаметр сверла 3-25.4 мм |
Угол при вершине 90°-140 ° |
В наличии |
139 810 q 4 031 BYN |
||
| GSC GS — 29 для спиральных сверл и сверл с двухплоскостной затыловкой (12-26 мм) | Диаметр сверла 12-26 мм |
Угол при вершине 90°-140 ° |
В наличии |
237 882 q 6 859 BYN |
||
| GSC GS — 34 для спиральных сверл (12-34 мм) | Диаметр сверла 12-34 мм |
Угол при вершине 90°-140 ° |
В наличии |
178 596 q 5 149 BYN |
Как изготовить декоративную штукатурку
Погреб в гараже и под домом
Пришло время вспомнить об обещанном погребе в гараже. Подобным способом строится и погреб под домом с лазом из комнаты, но тогда придется ломать пол, бить перекрытие, а кубы земли при копке котлована выносить ведрами. Как строится погреб под гаражом, пошагово показывает рис:

Постройка погреба в гараже
- Строят кирпичную коробку, как описано выше, т.к. бетонные работы в таких условиях нереальны;
- Кладочные швы армируются перфорированными стальными полосами толщиной 2-4 мм. Удобно использовать прессо-штамповочные отходы. Это необходимо, т.к. устроить под существующим строением нормальный котлован с откосами и противопучинной засыпкой крайне сложно;
- В швы верхнего ряда кладки замуровывают стальные штыри, а к ним приваривают ленту из той же полосы. Ставить закладные покрепче смысла нет, т.к. ветровых и прочих эксплуатационных нагрузок, стремящихся поднять перекрытие, не будет. К ленте приваривают хребтовую балку из тавра или 2-х сваренных уголков от 60х60 до 100х100 мм и проем люка из таких же или меньших, до 40х40 мм, уголков;
- Собирается на сварке каркас бетонного перекрытия. Ребра жесткости каркаса набирают из тех же полос, соединенных арматурными прутьями 12-16 мм. На этом же этапе монтируется вентиляция и металлогофры под проводку;
- Снизу монтируют опалубку из 40-мм досок на подпорках из бруса или бревна от 150 мм. Шаг установки подпорок – до 600 мм. Щит опалубки заранее застилают гидроизоляцией;
- От ребер жесткости опалубка должна отстоять на 30-50 мм, как положено, но трубы и гофры должны сидеть в ней плотно, для чего зазоры промазывают цементно-песчаным раствором;
- Заливают перекрытие на 30-40 мм выше ребер жесткости. По наборе им прочности укладывают 40-50 мм пенопласта, отступив от края плиты на 50-60 мм. Заталкивать вплотную пенопласт нельзя, от температурных деформаций он скоро раскрошится. Иногда в этом обвиняют мышей, но что им делать в гараже? Утепление стабилизирует температуру в погребе. Сразу же собирают арматурную сетку стяжки перекрытия все их тех же полос, уложенных плашмя; полосы скрепляют мягкой проволокой, ставят люк и заливают стяжку;
- Устройство сетки под стяжку показано подробнее.
К вашим услугам мини станки для заточки:
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Ручной держатель

Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
Упор для электро-точила

По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.

Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
Полупрофессиональные направляющие для любых типов сверл

Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.
Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.

С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.

Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск

Электрические машинки для заточки
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.

Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.

Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.

Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.

Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.

Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Домашние станки
Возможно создать и более сложное приспособление для заточки сверл своими руками, представленное станком. Встречаются чертежи разных исполнений. При понимании принципа функционирования такого механизма ясно как сделать собственную конструкцию.
В виде основы для создания станка для заточки сверл своими руками подойдет серийное приспособление. При оснащении его дополнительными элементами учитывают ряд правил.
- Во-первых, требуется совпадение осей подручника и круга. При этом они должны располагаться в разных горизонтальных плоскостях, а для оси подручника требуется нахождение ниже оси наждака.
- Во-вторых, требуется прочно зафиксировать все конструктивные элементы.
- В-третьих, предусматривают для станка ручной и полуавтоматический режимы.
- В-четвертых, обеспечивают для подручника возможность размещения предмета под любым углом.
Для создания станков используют общедоступные материалы и компоненты. Из инструментов используются сварочный аппарат и болгарку.
Конструктивные элементы изготавливают из листового металла.
В случае создания станка с нуля следует подобрать двигатель. Для мини станка, для деталей диаметром до 20 мм, достаточно электромотора мощностью 0,5-0,8 кВт. К тому же подойдут и старые малооборотистые двигатели. Высокие обороты актуальны только для твердосплавных моделей, которые затачивают редко. Для обычных вариантов они наоборот могут вызвать перегрев.
Для создания качающегося упора, обеспечивающего полуавтоматический режим работы, применяют петлевое соединение. Путем подбора кронштейна, трубки и болта необходимо обеспечить отсутствие люфтов. Так можно изготовить подставку с двумя степенями свободы.
Для регулировки угла заточки обеспечивают вращение площадки, служащей для фиксации инструмента. Колеблющийся подручник обеспечивает артикуляцию.
Подручник закрепляют на корпусе с применением металлической «щеки». Направляющую с предварительно проделанным треугольным пазом на опорной пластине монтируют винтовым соединением.
Важно выбрать правильный точильный круг. Для весьма распространены приспособления из карбида натрия, подходящие для обработки быстрорежущей стали, служащей для производства значительной части сверл
Их обозначают маркировкой 64С и зеленой окраской. Зернистость для данных кругов составляет от 8 до 16 Н. Они склонны к нагреву, поэтому продолжительное непрерывное взаимодействие с приспособлением. Помимо этого, инструмент регулярно приходится обрабатывать раствором соды.
Благодаря возможности поворота на 90° на станках возможно осуществлять заточку сверл разными методами. Расположение опорной пластины (верхней ее поверхности) над осью круга обеспечивает хорошую обработку задней поверхности. Путем фиксации качающейся пластины станок приспосабливают к заточке твердосплавных моделей.
Деталь размещают в канавке со свободным продольным перемещением, но постоянным углом заточки, располагая кромкой параллельно направляющей пластине. По завершении настройки положения осуществляют подачу к наждаку. Обработка осуществляется сверху вниз.
Требуется обеспечить полную фиксацию инструмента относительно собственной оси. При минимальном провороте придется переделывать заточку.
По завершении работ проверяют геометрию приспособления после его остывания с учетом того, что допустимо различие по длине кромок между собой до десятых долей мм. Это особо касается приспособлений малого диаметра. Однако для станков это необязательно ввиду высокой точности.
Различная длина кромок при симметричности и верных углах объясняется смещенным центром заточки относительно оси приспособления. Такой инструмент будет плохо попадать в отверстие и создавать биение, которое может повлечь поломку инструмента.

После заточки могут получиться несимметричные кромки при верной центровке. С поверхностью будет взаимодействовать одна из них, вследствие чего понизится эффективность. Также это повлечет интенсивный нагрев приспособления, ведущего к отпуску материала. Поэтому получится отверстие шире диаметра сверла.
3 простых устройства для заточки сверл своими руками
- правильный наклон режущей кромки и задней поверхности;
- симметричность задних поверхностей;
- равенство режущих кромок, обеспечивающее совпадение центра режущей части с осью сверла.
Для домашних и гаражных работ высокая точность этих показателей совсем необязательна. Тем не менее к ней необходимо максимально стремиться, т. к. значительные отклонения от нормы влияют на производительность, геометрическую точность отверстий и тепловые режимы сверления. При этом даже самое простое приспособление, которым является уголок, закрепленный под углом 60º на подручнике, способно значительно облегчить процесс заточки и повысить его качество.
Устройство из дверных петель
Отзывы к его видео по понятным причинам в подавляющем большинстве негативные. Кроме того, при работе автор грубейшим образом нарушает технику безопасности. Во-первых, у абразивного камня на его точильном станке отсутствует защитный кожух, во-вторых, при сверлении он работает в перчатках. В принципе его приспособление обеспечивает только точную ориентацию сверла. А выбранное им применение шарнирного механизма дверной петли приводит к неправильной заточке задних поверхностей.
Устройство из гайки
Конструкция прижима в разных вариантах такой оснастки несколько отличается. На фото это дополнительная гайка, болт и эластичная шайба, а в некоторых устройствах сверло просто прижимается болтом или даже рукой. В процессе заточки оператор сначала касается точильного круга одной гранью гайки, а затем переворачивает приспособление и то же самое делает смежной гранью. Поскольку гайка — правильный шестигранник, угол между ее гранями равен точно 120º, поэтому таким же он будет и между задними поверхностями затачиваемого инструмента.
Насколько жизнеспособна такая конструкция — сказать сложно. Ведь металл гайки намного мягче металла затачиваемого инструмента, а при заточке оператор обязательно будет касаться ею точильного камня и таким образом стачивать ее грани. Тем более, что ему необходимо делать небольшой наклон оснастки для получения обратного угла режущей кромки сверла. Основная критика этого оригинального способа приходится именно на этот факт. Многие высказывают мнение, что использовать ее можно будет всего несколько раз, а это неадекватно трудоемкости изготовления. Как сделать такое гаечное приспособление, показано в видеоролике ниже.
Приспособление для заточки сверл на болгарке
В Интернете довольно популярен видеоролик (около 700 тыс. просмотров за 2 года), автор которого демонстрирует сделанную своими руками точилку для сверла с использованием болгарки (см. фото ниже).
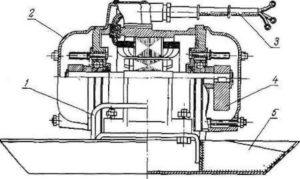
Устройство станка для заточки сверл
В любом станке, предназначенном для заточки сверлильного инструмента, обязательно присутствуют три основных рабочих компонента: вращающийся абразивный круг, приспособление для фиксации сверла под заданными углами и устройство его подачи на заточку. У разных типов станков эти функции реализуются различными способами. Но всех их объединяет то, что выставление сверла по длине и на основные углы производится вне рабочей зоны. В точильно-шлифовальных станках, предназначенных для использования в домашних мастерских, ремонтных цехах и на небольших предприятиях, при рабочей подаче оснастка с инструментом перемещается к линейно неподвижному абразивному диску. А в универсальных заточных станках промышленного применения рабочие движения обычно выполняются шлифовальным кругом.

Традиционная заточная оснастка станка обычно включает в себя стойку с суппортом, в котором зажимается сверло (см. фото выше). Такое устройство находится рядом с абразивным кругом и обеспечивает позиционирование рабочих поверхностей под заданными углами, а также выполнение рабочей подачи. Упрощенные конструкции с такой же компоновкой используются как в быту, так и на небольших производствах. Однако в последнее время все большей популярностью стали пользоваться станки, в которых в качестве оснастки для настройки и подачи сверла используют специальные зажимные патроны. Хотя такое заточное оборудование выпускается в различных вариантах: от производственного применения до бытовых устройств, – принцип работы у всех его разновидностей одинаков. На первом этапе патрон со сверлом устанавливается в специальное посадочное отверстие, где происходит настройка глубины подачи и требуемых углов. Затем настроенный патрон вставляется в рабочее посадочное отверстие, расположенное напротив абразивного круга, и вручную по пол-оборота вращается до полной заточки сверла. На рисунке ниже показана конструкция самого простого станка такого типа известной торговой марки Drill Doctor.