Как правильно выполняется сварка полипропиленовых труб своими руками
Содержание:
- Главные ошибки при сварке полипропиленовых труб
- Садовую мебель в виде табуретов
- Фото поделок из ПВХ труб
- Как снизить вероятность брака?
- Заключение
- Сварка пластиковых труб своими руками
- 3 Как смонтировать теплый пол с минимальными усилиями
- Советы и рекомендации
- Трубопроводы из полипропилена, их достоинства
- Пошаговое строительство кирпичной печи своими руками
- Способы соединения полимерных труб
- Параметры участка
- Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
- Сварка труб из полипропилена
- Водяное отопление, соединенное с домом
- Соединение труб из полипропилена, армированных алюминиевой фольгой
- Этап №3 Выбираем способ очистки
- Ошибки при пайке полипропиленовых труб
Главные ошибки при сварке полипропиленовых труб
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения
Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения. Остаток воды в трубе может стать фатальным для соединения
Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа. Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа. Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается. Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды. Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки. Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода. Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
Садовую мебель в виде табуретов
Небольшие кресла, которые можно выполнять из дерева соответствующего диаметра и высоты, если выдолбить в большом по габаритам спиле, места для сидения. Для удобства их можно украсить мягкими пуфами.
Также можно из горизонтально распиленных досок с неровными краями сделать стол.
Ещё для интерьера можно выполнить журнальный столик. Он может быть выполнен из спилов как продольных, так и поперечных.
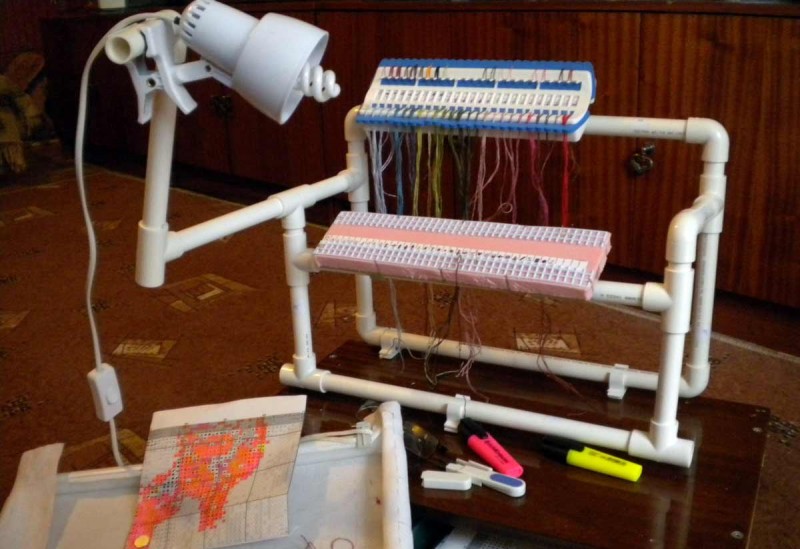
Фото поделок из ПВХ труб

































Также рекомендуем просмотреть:
- Готовим торт из памперсов своими руками
- Поделки из яичных лотков своими руками
- Поделки из бересты своими руками
- Что можно сделать из конструктора
- Поделки из баночек от детского питания
- Матрёшка своими руками для детского сада
- Красивые аппликации из цветной бумаги
- Поделки из тыквенных и подсолнечных семечек
- Что можно сделать из клея ПВА
- Поделки грибов своими руками
- Поделки из скорлупы грецкого ореха
- Ангелочки из бумаги своими руками
- Лучшие поделки из пенопласта своими руками
- Фигурки из воздушных шариков
- Как сделать лягушку из бумаги
- Простые поделки из соломы своими руками
- Объемная аппликация из бумаги своими руками
- Интересные поделки из дерева своими руками
- Поделки из старых вещей своими руками
- Интересные идеи аппликаций из кружков
- Интересные поделки из пластилина для детей
- Лучшие поделки из винных пробок своими руками
- Красивая аппликация из ткани
- Аппликация из цветной бумаги Петушок
- Поделки из рулонов от туалетной бумаги
- Аппликация из геометрических фигур для детей
- Обзор идей поделок из горячего клея
- Оригинальные поделки из спилов дерева своими руками
- Забавные игрушки из фетра
- Развивающие мягкие книжки из фетра
- Красивые поделки из носков своими руками
- Оригинальные поделки для сада из цемента
- Поделки из лампочек своими руками
- Поделки из кофейных зерен своими руками
- Шьём чехол для телефона из фетра
- Что можно сделать из засохших роз
- Что можно сделать из старых покрышек
- Оригинальные валентинки своими руками
- Удивительные фигурки из полотенца
- Поделки из фетра своими руками
- Как сделать игрушки-погремушки своими руками
- Животные из фетра своими руками
- Буквы из фетра своими руками
- Поделка зайчик из бумаги своими руками
- Поделки из лоскутков ткани своими руками
- Оригинальные поделки из жестяных банок
- Идеи для использования старого меха
- Украшения из эпоксидной смолы
- Оригинальные поделки из тыквы своими руками
- Кошелек для бумажных денег и монет своими руками
- Очаровательные цветы из фетра своими руками
Пожалуйста, сделайте репост
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Разметка глубины посадкиИсточник files.builderclub.com
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
О секретах подгонки труб в этом видео:
Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
Сварка пластиковых труб своими руками
При необходимости замены старых водопроводных либо отопительных труб владельцы чаще всего отдают предпочтение современным пластиковым трубам. Трубы из пластика имеют множество преимуществ, среди которых особого внимания заслуживает простота укладки – достаточно лишь соблюдать инструкцию и помнить несколько важных нюансов.
Сварка пластиковых труб своими руками
Разводка водопровода и отопления с использованием пластиковых труб может быть выполнена своими руками. Однако прежде чем приступать к проведению каких-либо мероприятий, вам нужно научиться самостоятельно сваривать пластиковые трубы – без этого навыка вы точно не справитесь.
Сварка пластиковых труб своими руками
Содержание пошаговой инструкции:
Подготовка к работе
Перед началом работы ознакомьтесь с несколькими важными рекомендациями и подготовьте необходимые приспособления.
Полезные советы
- При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь. Купите фитинги и прочие элементы разводки с небольшим запасом. Набравшись опыта, вы сможете выполнить чистовую работу максимально быстро и качественно.
При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь
Процесс сваривания пластиковых труб
Необходимые инструменты
Подготовьте следующие приспособления:
специальный аппарат для соединения пластиковых труб,
Набор инструментов Фузиотерм для сварки полипропиленовых труб
Все необходимые инструменты продаются в строительных магазинах. Паяльник стоит достаточно дорого, поэтому если работа по сварке пластиковых труб носит единичный характер, выгоднее будет найти компанию, предоставляющую подобные инструменты в аренду.
Используйте только рекомендованное оборудование. Некоторые домашние мастера пробуют приспосабливать под сварку пластиковых труб обыкновенные бытовые паяльники, но ничего хорошего из этого обычно не выходит.
Руководство по сварке
Монтаж полипропиленовых труб
Сварка пластиковых труб – несложное мероприятие, с проведением которого можно справиться самостоятельно. Достаточно лишь пошагово пройти каждый этап руководства.
Первый этап – подготовка деталей к сварке
Начните с подготовки соединяемых элементов. Нарежьте трубы в соответствии с требованиями предварительно подготовленных схем разводки. Разложите все отрезанные элементы в порядке, в котором они будут соединены при помощи специального паяльника. Так вы избежите риска неправильного соединения элементов трубопроводной системы.
Помните: если неудачные резьбовые соединения без особых проблем раскручиваются и переделываются, то швы разобрать уже не получится. Изделия с дефектными соединениями придется попросту выбросить. Поэтому будьте внимательны и аккуратны.
Второй этап – настройка инструмента для сварки
Аппарат для сварки пластиковых труб
Конструкция паяльника предполагает наличие температурного регулятора. Выставьте на регуляторе предел, рекомендованный производителем в соответствии с приложенной инструкцией. Понять, что паяльник нагрелся до заданной температуры, вы сможете по погасшей лампочке регулятора температуры.
Третий этап – нагрев элементов
Перед началом сварки все составные элементы будущего трубопровода нужно разогреть. Информация о рекомендованных условиях и оптимальной продолжительност и предварительного нагрева приводится в инструкции к паяльнику. Обязательно ознакомьтесь с ней.
Для нагрева детали необходимо вставить в разъемы прибора для сварки. Информацию о том, как это правильно сделать, вы также найдете в руководстве производителя к своему паяльнику.
Как паять полипропиленовые трубы
Четвертый этап – соединение элементов
Правильно нагретые детали соединяются очень быстро и ровно. В процессе соединения нельзя допускать никаких перекосов и поворотов элементов. При соединении двух отрезков пластиковой трубы строго выдерживайте угол среза – лишь так созданный вами шов будет герметичным и надежным.
Пятый этап – зачистка соединений
Дайте шву остыть и аккуратно зачистите его. Для зачистки можно использовать напильник.
Таким образом, в самостоятельной сварке пластиковых труб нет ничего сверхсложного. Используйте качественные инструменты, во всем следуйте полученным рекомендациям и уже очень скоро вы сможете пользоваться самостоятельно проложенной водопроводной либо отопительной системой.
Инструкция по сварке вварных седел
После сверления устанавливается сварочный аппарат
3 Как смонтировать теплый пол с минимальными усилиями
Подключение пола по двухтрубной схеме выполняется следующим образом. Во-первых, нам понадобится обустроить подложку и улитку из гибких труб. И если вы не уверены в своих силах, то в качестве первой вам лучше выбрать фабричный вариант из вспененного полистирола с нарезанными канавками под укладку трубы. Причем раскатку арматуры лучше начинать от напорной линии к центру, а заканчивать – от центра к обратной линии.

Сначала укладывается подложка и гибкие трубы
Во-вторых, подключая пол, мы будем иметь дело с отопительными трубами, по которым циркулирует разогретый до 70-90 градусов Цельсия носитель энергии (вода). Поэтому врезка нового контура не предполагает возможности работы с заполненной разводкой: котел придется заглушить, а воду – слить.
В-третьих, после освобождения труб от горячей воды мы можем взяться за врезку контура в напорную линию. Для этого вам понадобится разрезать трубопровод в зоне выхода одного конца контура к плинтусу, где и располагается напорная линия системы. Далее в это место врезается тройник, обеспечивающий циркуляцию и отвод потока носителя температуры к трубопроводу отапливаемого пола. На боковой отвод тройника навинчивается запорный вентиль. В самом конце к патрубку или штуцеру вентиля крепят трубу контура пола.
В-четвертых, чтобы закольцевать пол, мы должны подключить свободный конец контура к обратной (сливной) линии. Для этого нам нужно врезать в эту ветвь тройник, накрутить на его боковой отвод вентиль и присоединить к вентилю контур.
В-пятых, вы заливаете в систему воду, спускаете воздух и включаете котел. Очень скоро напорный насос в системе продавит горячую воду от рубашки котла к контуру пола и он нагреется.

Свободный конец контура подключается к обратной (сливной) линии
Как видите, подключить теплый пол к уже собранной системе может любой человек, у которого хватит терпения дочитать до конца эту инструкцию. Теперь нам остается разобраться лишь с методами регулировки температуры в зоне напольного покрытия.
Советы и рекомендации
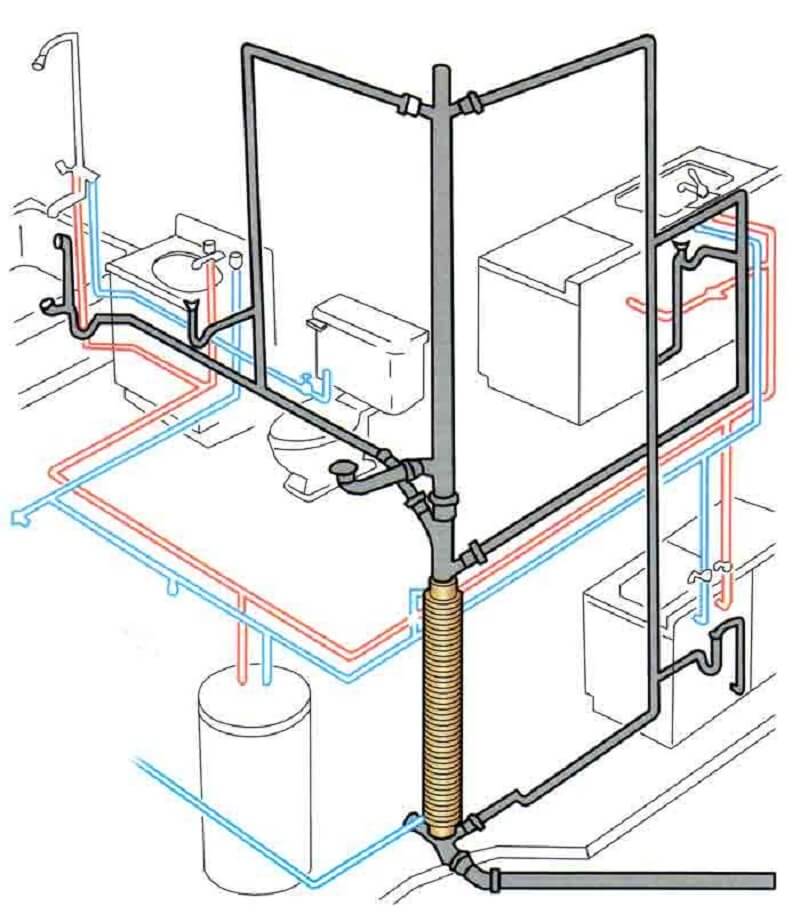
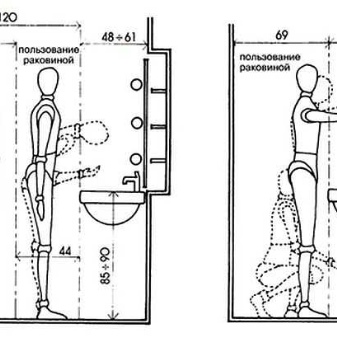
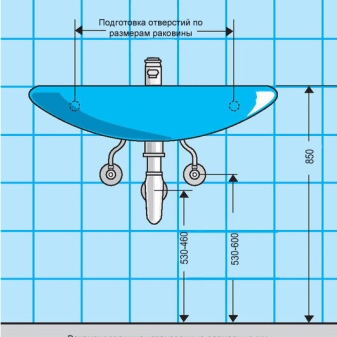
Разместить сантехнику в санузле, чтобы было практично и красиво – это настоящее искусство. Однако даже для начинающих есть ряд советов и рекомендаций от экспертов, которые позволят превратить санитарный узел в место для релаксаций. Для удобного использования сантехники ее лучше всего располагать на определенной высоте. Умывальник лучше выбирать размером 48–61 сантиметр. В противном случае даже руки будет неудобно мыть. При этом перед ним должно быть свободное пространство в 70 сантиметров.
Если в санузле есть верхние полочки, то их необходимо располагать на высоте не более 180 сантиметров. Относительно боковой стены центр унитаза должен располагаться не менее чем на 40 сантиметров. Если в санузле есть биде, то его размещают так, чтобы его боковина была удалена от стены на 30 и более сантиметров.
Что касается держателя для туалетной бумаги, то его располагают на расстоянии вытянутой руки. При разработке санузла местоположение предметов нужно продумывать с учетом своего роста и размера, чтобы было комфортнее.


Если в санузле хочется разместить стиральную машинку, то лучше всего для нее подойдет место под умывальником. Если под ним ее установить нельзя, то машинку устанавливают там, где это возможно. При этом над ней можно разместить, к примеру, бойлер или полочки. Когда санузел имеет маленькую площадь, стоит остановить свой выбор на стиральных машинках с верхней загрузкой. В небольшом пространстве желательно ванну заменить компактной душевой кабинкой. Можно установить угловую ванну, которая позволит полностью освободить еще один угол. А также можно частично разместить над ванной умывальник, тем самым освободив немного пространства.
Для длинного и узкого санитарного узла идеальным вариантом станет самодельная душевая кабина. Она не займет больше одного метра и к тому же с оригинальным оформлением может стать даже украшением пространства. Со стеклянными дверями такая кабина привнесет гармонию в санузел, зрительно делая все его пространство единым целым. Для квадратных комнат самодельные душевые кабинки также будут хорошим вариантом. Биде лучше всего располагать рядом с унитазом, на расстоянии примерно 40 сантиметров.


Однако есть варианты размещения и напротив унитаза. Стоит учесть, что биде как его не размещай, занимает не менее одного метра площади. Дизайнеры не рекомендуют устанавливать биде в санузлах площадью 4–5 квадратных метров. В небольших помещениях лучше использовать гигиенический душ. Он собой представляет гибкий шланг со смесителем и специальной насадкой, которые присоединяют к унитазу.


Трубопроводы из полипропилена, их достоинства
Полипропиленовые трубопроводы пригодны для горячего и холодного водообеспечения, отопления. Изделия, с армированным слоем из фольги, стекловолокна или алюминия выдерживают температуру до 95 С, давление 20-25 атм. Применяются для внутреннего водопровода и отопления, в системе подачи ее от магистрали.
Изделия обладают достоинствами:
- долгий срок эксплуатации;
- выдерживают высокие физические нагрузки;
- не разрушаются от влаги, агрессивных жидкостей;
- легкие, что облегчает их монтаж;
- низкая теплопроводность не снижает температуру теплоносителя;
- не ухудшают вкус и химический состав жидкости;
- имеют невысокую стоимость.
Эти характеристики полипропиленового трубопровода делают его популярном в современном строительстве и при ремонте водопровода в жилом фонде.
Пошаговое строительство кирпичной печи своими руками
Первый этап строительства кирпичной печи — фундамент. Основание для кирпичной печи на дровах для бани с баком для воды должно быть особенно прочным. Его делают таким образом:
- выкопать яму глубиной в 3 метра и утрамбовать грунт;
- засыпать её слоем щебня и песка в 100 мм;
- сделать деревянную опалубку и армирование;
- залить бетонной смесью толщиной в 1 метр;
- выдержать до затвердения около 3 недель.
Подготовка фундамента
Кладка печи осуществляется с помощью глиняного раствора. Кирпичи кладут с соблюдением выбранной порядовки, оставляя шов толщиной не больше 5 мм. Основу топки рекомендуется строить из шамотного кирпича. Для того чтобы не задерживать строительство, лучше предварительно запастись дверцами, задвижками, колосниками и водяным регистром.
Варианты кладки
Кладка печи и расположение элементов конструкции
Статья по теме:
Способы соединения полимерных труб
Существует несколько методов осуществления такой операции, как пайка пластиковых труб. Остановимся на каждом подробнее.
Стыковая пайка
Это соединение изделия одинакового внутреннего и наружного диаметра. Последовательность следующая:
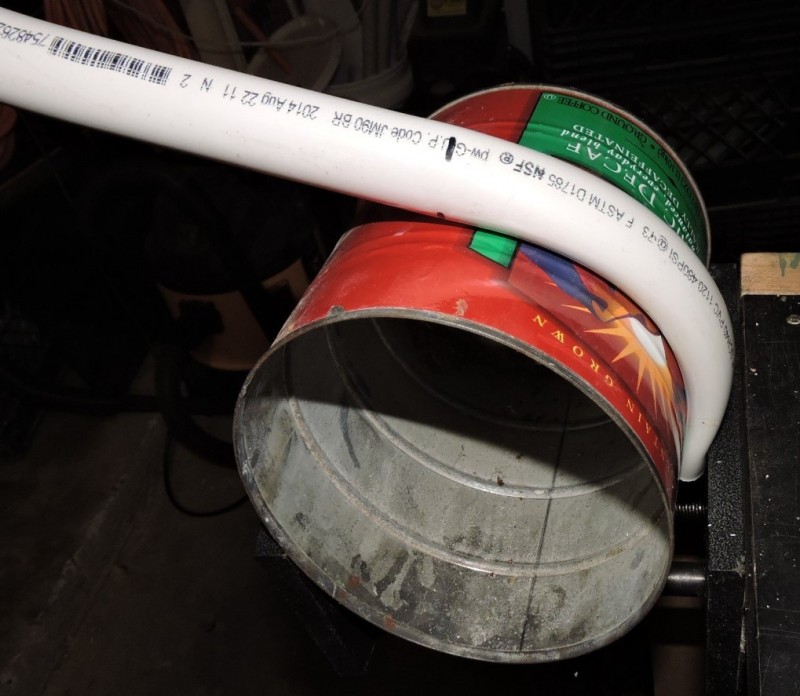
- Подгонка торцов для плотного их прилегания, для этого применяют торцеватель зачистки кромок.
- К торцу прижимают плоский нагреватель. Выдерживают определенное время для расплавления.
- Снимают нагреватель и прижимают торцы друг к другу, выдерживают до остывания. Происходит процесс полимеризации и образования шва.
Чтобы получить качественное соединение, для стыковой сварки используют специальные аппараты станочного типа. Такие приспособления выбирают для работы профессионалы. На бытовом уровне для полипропиленовых соединений этот метод практически не применяется.
Муфтовая пайка
Муфтовая пайка полипропиленовых труб наиболее часто применяется для прокладки их в квартире или жилом доме. Здесь используются две детали – муфта и труба. Внутренний диаметр муфты должен соответствовать наружному диаметру трубы. Муфтой может быть отрезок трубы, тройник, отвод, кран или другой фитинг.
Пайка осуществляется с помощью приспособления, на одной стороне которого расположена муфта, на другой – дорн. В муфту аппарата вставляется труба, на дорн одевается муфта, с помощью которой выполняется соединение. Производится одновременный нагрев торцов
Важно не превысить время нагревания, чтобы не расплавилась вся стенка
После нагрева обе заготовки одновременно снимают с нагревателя, трубу вставляют в муфту на отмеченную глубину. Дальнейшее охлаждение приводит к процессу полимеризации соприкасающихся поверхностей и их спайке.
Пайка с помощью электрофитинга
Пайка труб из полипропилена с применением электрофитинга выполняется с помощью муфтового аппарата, оснащенного электрическим кабелем. Муфта-фитинг надевается на трубу и подключается к нагревателю. Она нагревается до температуры 260 С, расплавляется и происходит их спайка. Далее аппарат выключают и отсоединяют от фитинга. После остывания соединения, образуется прочный контакт.
Другие способы пайки
Один их способов соединения полипропиленовых трубопроводов, это, так называемая, холодная сварка. Выполняется с помощью органического клея-растворителя. Его нанесение на поверхность пластика вызывает размягчение пластика. Обработанные участки необходимо сразу же соединить, так как клей быстро испаряется. Этот метод используют для соединения деталей из ПВХ, которые малопластичны при нагревании.
Параметры участка
Так как приусадебный участок необходимо огородить, нам важно знать периметр территории. Это позволит рассчитать потребность в материалах для изготовления забора
Отсюда, у многих возникает вопрос: 6 соток – это сколько метров по периметру?
Ответ зависит от геометрии участка. 600 квадратных метров при различной конфигурации дадут разное значение периметра. Пример:
- Прямоугольная территория 20 на 30. Периметр составит 100 метров.
- Более вытянутый участок 15 на 40 имеет общую длину всех сторон в 110 метров.
Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
Сварка труб из полипропилена
Высокая надежность таких швов позволяет выполнять скрытый монтаж трубопровода с заделкой труб в конструкцию здания. Наибольшую популярность сегодня получила технология неразборного соединения при помощи сварки с использованием соответствующих фитингов.
Общие правила работы
На сегодняшний день существует два способа соединения — это враструб и встык. При этом, вне зависимости от выбранной вами технологии, необходимо учитывать соответствующие правила, что позволит гарантировать великолепную прочность и долговечность сварного шва.
Все работы проводятся при плюсовой температуре. А вот выполнение их при отрицательных температурах неизменно приведет к проблемам с качеством работы, в итоге такое соединение быстро потеряет свою герметичность.
 Инструмент и свариваемые части обязательно должны быть чистыми, поэтому перед работой проводят обезжиривание пластика. Инструмент обязательно очищают спиртом, а используемая ветошь не должна содержать различных волокон, которые могут ухудшить качество соединения.
Инструмент и свариваемые части обязательно должны быть чистыми, поэтому перед работой проводят обезжиривание пластика. Инструмент обязательно очищают спиртом, а используемая ветошь не должна содержать различных волокон, которые могут ухудшить качество соединения.
Не рекомендуется использовать дополнительное охлаждение соединения с помощью холодного воздуха или воды. Такое резкое охлаждение шва приведет к появлению термического напряжения, что отрицательно сказывается на прочности сварки.
Соединение полипропиленовых труб враструб
Сварка враструб получила наибольшее распространение, что объясняется отличным качеством выполняемых работ и простотой используемого оборудования. Специальный паяльник имеет доступную стоимость, что позволяет приобрести такой инструмент даже обычному домовладельцу.
Выполнить качественное соединение можно даже без какого-либо существенного опыта работы. Необходимо лишь использовать специальные фитинги, отводы, тройники и углы, правильно подбирая их диаметр и материал, из которого они изготовлены.
Если говорить о преимуществах такого способа, то отметим следующее:
- качество соединения ппа;
- простота выполняемых работ;
- возможность использования дополнительных тройников и отводов;
- полная герметичность.

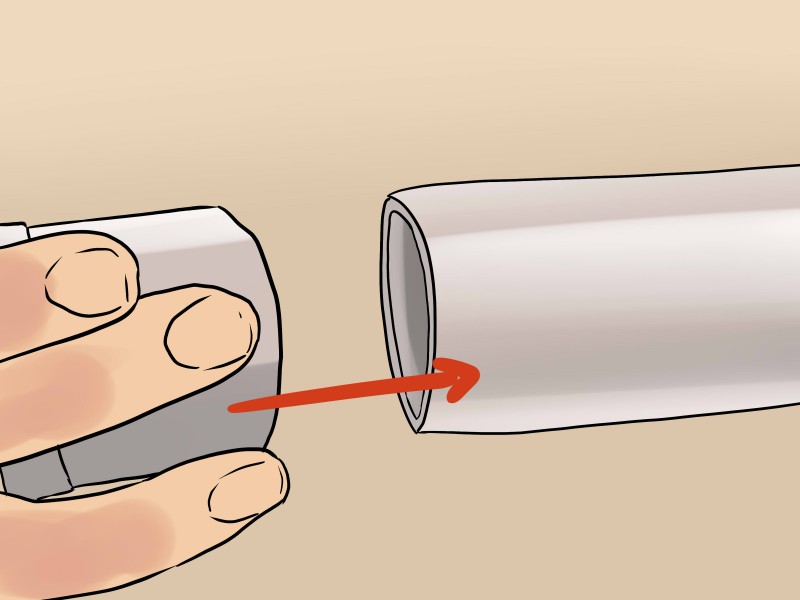
Процесс сварки враструб подразумевает оплавление краев сопрягаемых поверхностей с внутренней стороны
фитинга и внешней поверхности труб. При этом используется специальный паяльник, в патроны которого вставляются разогреваемые детали, после чего происходит их оплавление. Предлагаем вам простейшую инструкцию по выполнению такой работы.
Необходимо лишь соединить разогретые трубы и фитинги, после чего полипропилен будет соединен на молекулярном уровне, что и позволит обеспечить великолепную прочность такой сварки.
Отличием данного способа соединения от сварки встык является использование соответствующих фитингов, что обеспечивает улучшенную прочность конструкции и не требует выполнять центровку шва. При этом стоимость используемых фитингов находится на доступном уровне, что позволяет сократить расходы на прокладку такого трубопровода.
Технология сварки враструб
Данная технология соединения полипропилена используется в тех случаях, когда диаметр соединяемых трубопроводов может существенно различаться. При сварке враструб также нагревают кончики соединения, после чего соединяемые части вставляются друг в друга и оплавленный пластик прочно сваривается.
Водяное отопление, соединенное с домом
Соединение труб из полипропилена, армированных алюминиевой фольгой
Соединение полипропиленовых изделий с прослойкой из алюминия имеет несколько нюансов. Для работы с этими трубами вам понадобится профессиональный инструмент – шейвер, при помощи которого с трубы снимают наружные слои из алюминия и полипропилена. Размер раструба фитинга рассчитан так, что в него может войти только такая труба, с которой сняты верхние слои.
Для того, чтобы определить глубину зачистки, нужно нанести отметки на расстоянии, равном глубине раструба, а к этому показателю добавить 2 миллиметра. Стоит отметить, что если вы используете соединительные детали, изделия и инструмент от одной производящей компании, то вычисления производить не потребуется. При помощи шейвера снимают верхний слой необходимо размера, а насадки не позволяют вставить трубу на такую глубину, чтобы она превышала необходимую.
Этап №3 Выбираем способ очистки
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.