Характеристика, разновидности и применение вытяжных заклепок (видео)
Содержание:
- Принцип работы
- Литература
- Виды заклепочных швов
- Параметры
- Недостатки заклёпочных соединений
- Литература
- Применение заклепок
- Резьбовой заклепочник или гайкоклеп его плюсы и минусы
- Строй-Техника.ру
- Как пользоваться обычным клепочником правила и рекомендации
- Способ соединения
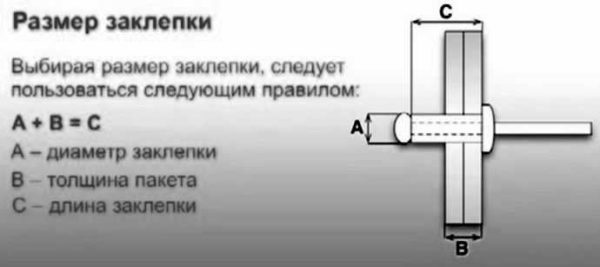
- Подбор размеров заклепок
- Что такое клёпка
- Недостатки заклёпочных соединений
- Фото интерьеров для вдохновения
- Делаем заклепочник для установки резьбовых заклепок своими руками
- Рекомендации
- Способ соединения
- Немного рекомендаций
- Заклепочник резьбовой принцип его работы пошаговая инструкция
Принцип работы
Как пользоваться заклепочником — пожалуй, самый важный вопрос, который интересует мастера. Для того чтобы создать надежное соединение, во время его выполнения необходимо придерживаться следующего алгоритма действий:
- Подготовка поверхности.
- Нанесение разметки и сверление отверстий.
- Монтаж крепежа.
На первом этапе необходимо хорошо выровнять поверхности, чтобы можно было обеспечить максимально плотный контакт между деталями.
Приступая к сверлению отверстий, необходимо следить за тем, чтобы они располагались строго по одной линии. Для надлежащего выполнения этой операции поверхности рекомендуется расположить на ровной плоскости, например, деревянной заготовке, к которой их следует зафиксировать. После этого переходят к нанесению мест расположения будущих отверстий. Далее, начинают проделывать отверстия, следя за тем, чтобы на каждой детали они располагались точно в обозначенных местах.
Важной задачей является обеспечить соответствие размера отверстия требуемым параметрам. Для этого рекомендуется брать сверло чуть большего диаметра
К примеру, если вы создаете отверстие диаметром 3,8 мм, вам следует использовать сверло диаметром 4 мм.
Когда отверстия будут готовы, обязательно «примерьте» подготовленные крепежные элементы. Если всё сделано правильно, то голова заклепки будет плотно примыкать к поверхности в области кромки отверстия и полностью его закрывать.
На заключительном этапе устанавливают заклепки, придерживаясь следующего порядка:
- Сперва цилиндрическое тело заклепки нужно поместить в проделанное отверстие соединяемых элементов.
- С помощью заклепочника нужно захватить проходящий через все тело стержень, причём он должен быть зафиксирован губами или клепальной головкой инструмента непосредственно у основания головки цилиндра.
- Оказывая необходимое усилие на стержень, его нужно вытянуть через тело заклёпки, одновременно расширяя его шляпкой и деформируя конец цилиндра. В итоге у вас должно появиться обратная широкая часть заклепки на внутренней части соединяемых элементов.
- Подобрав необходимое усилие для заклепочника, детали надежно соединяются, после чего вам останется только отломать выступающие части вытянутого стержня.
В большинстве случаев при использовании ручного заклепочника приходится несколько раз нажимать на рычаг, чтобы добиться необходимого результата. После соединения элементов по одну его сторону будет располагаться головка тела заклепки, а по другую — расплющенный конец цилиндра, выглядящий как группа лепестков.
Литература
- Орлов П. И. Кн. 2 // Основы конструирования: Справочно-методическое пособие. В 2-х кн. — 3-е исправл. — М.: Машиностроение, 1988. — С. 544. — ISBN 5-217-00223-9.
- Под ред. Ишлинский А. Ю. Новый политехнический словарь. — М.: Большая Российская энциклопедия, 2003. — С. 671. — ISBN 5-7107-7316-6.
- Анурьев В. И. Справочник конструктора-машиностроителя: В 3 т. / Под ред. И. Н. Жестковой. — 8-е изд., перераб. и доп.. — М.: Машиностроение, 2001. — ISBN 5-217-02962-5.
- Скобейда А. Т., Кузьмин А. В., Макейчик Н. Н. Детали машин и основы конструирования: Учебн. / Под общ. ред. А. Т. Скойбеды. — Мн.: Вышэйшая школа, 2000. — С. 106—111. — 584 с. — 3000 экз. — ISBN 985-06-0081-0.
Виды заклепочных швов
Если говорить о способе соединения листов, то заклепочные швы бывают внахлест (один лист накладывается на другой) и встык. Стыковочные швы могут быть с одной или двумя накладками. С накладками более надежные, применяются в ответственных и нагруженных местах.
Виды заклепочных швов: внахлестку и в стык с накладками
По расположению заклепок:
- однорядные;
- двухрядные;
- многорядные.
Располагаться они могут друг напротив друга или в шахматном порядке. Швы могут быть прочными, плотными (герметичными) или прочно-плотными. Плотные выполняют с помощью эластичных прокладок, закладываемых между соединяемыми деталями. Прочно-плотные применяются, в основном, в котлах. Сейчас их чаще заменят сваркой.
Параметры
Есть несколько важных характеристик, на которые следует обращать внимание. К ним относятся описанные ниже пункты
Коррелированная цветовая температура. Проще говоря, коррелированная цветовая температура (CCT) — это цвет белого света. К примеру, классическая лампа накаливания мощностью 60 Вт составляет около 2700 К при полной яркости. CCT выражается в градусах Кельвина, часто сокращается до K. Обычно, на коробке изделия присутствуют цифры, такие как 2700 K и 5000 K. Чем ниже число, тем «теплее» цвет. 2700 К можно охарактеризовать как теплый белый, а 5000 К можно считать холодным белым. Большинство продуктов внутреннего освещения производят свет в диапазоне от 1800 К до 6500 К.
Характеристики по типам ламп
Люмен. Люмены — это яркость источника белого света. Часто можно встретить много лампочек, рекламируемых с такими терминами, как «Эквивалент 60 Вт». В основном эти заявления ложны. Например, есть ряд лампочек «Эквивалент 60 Вт», которые на самом деле имеют люмены ближе к лампе 40 Вт.
При замене Led ламп следует использовать следующие значения люменов, чтобы найти светодиодный эквивалент:
- 40 ватт: ~ 400 люмен.
- 60 ватт: ~ 800 люмен.
- 75 Вт: ~ 1100 люмен.
- 100 Вт: ~ 1600 люмен.
- 150 Вт: ~ 2200 люмен.
Обратите внимание! При замене светодиодной лампы на 60 Вт, необходимо подбирать устройство с яркостью около 800 люмен. Индекс цветопередачи
Индекс цветопередачи (CRI) — это показатель того, как «реальные» или точные цвета выглядят под источником белого света. Значения CRI варьируются от 0 до 100. Для большинства приложений, чем выше CRI, тем лучше. CRI дневного света составляет около 100. При сравнении с оранжевым освещением уличного фонаря, трудно различить цвет чего-либо. Он будет иметь CRI, близкий к 0. Классические лампы накаливания имеют очень высокий CRI около 100. Большинство светодиодов, продаваемых сегодня, имеют около 80 CRI. Однако встречаются лампочки с CRI 90 или выше
Индекс цветопередачи. Индекс цветопередачи (CRI) — это показатель того, как «реальные» или точные цвета выглядят под источником белого света. Значения CRI варьируются от 0 до 100. Для большинства приложений, чем выше CRI, тем лучше. CRI дневного света составляет около 100. При сравнении с оранжевым освещением уличного фонаря, трудно различить цвет чего-либо. Он будет иметь CRI, близкий к 0. Классические лампы накаливания имеют очень высокий CRI около 100. Большинство светодиодов, продаваемых сегодня, имеют около 80 CRI. Однако встречаются лампочки с CRI 90 или выше.
Недостатки заклёпочных соединений
Заклёпочные работы на судне (рисунок из статьи «Заклепки» «Военная энциклопедия Сытина»)
Трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную двумя слесарями-сборщиками. До последней четверти XX века в СССР на авиационные заводы специально нанимались худощавые юноши способные влезть в узкий отсек, чтобы удерживать там наковальню-поддержку.
Повышенная материалоёмкость соединения. Заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
Необходимость специальных мер для герметизации
Это очень важно для самолётостроения и ракетной техники, при сборке баков-кессонов и пассажирских отсеков. В баках-кессонах, расположенных в крыле самолётов, как правило, держат топливо — авиационный керосин
Резиновый герметик, устойчивый к керосину, должен закрывать все заклёпочные швы. Вес его может составлять десятки килограммов.
Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
Литература
- Орлов П. И. Кн. 2 // Основы конструирования: Справочно-методическое пособие. В 2-х кн. — 3-е исправл. — М.: Машиностроение, 1988. — С. 544. — ISBN 5-217-00223-9.
- Под ред. Ишлинский А. Ю. Новый политехнический словарь. — М.: Большая Российская энциклопедия, 2003. — С. 671. — ISBN 5-7107-7316-6.
- Анурьев В. И. Справочник конструктора-машиностроителя: В 3 т. / Под ред. И. Н. Жестковой. — 8-е изд., перераб. и доп.. — М.: Машиностроение, 2001. — ISBN 5-217-02962-5.
- Скобейда А. Т., Кузьмин А. В., Макейчик Н. Н. Детали машин и основы конструирования: Учебн. / Под общ. ред. А. Т. Скойбеды. — Мн.: Вышэйшая школа, 2000. — С. 106—111. — 584 с. — 3000 экз. — ISBN 985-06-0081-0.
Применение заклепок
Выбор конкретных параметров и разновидности крепежа определяется тремя основными критериями:
- Обеспечения необходимой прочности соединения, с учетом дополнительных параметров и требований к шву;
- Технологическими возможностями оборудования для работы с конкретным видом заклепочного соединения;
- Экономической целесообразностью использования клепаного соединения;
Резьбовые гайки-заклепки
Способ соединения с помощью резьбовых заклепок сегодня можно назвать самым универсальным. Основная идея соединения заключается в остроумной идее фиксации тела заклепки в клепочном отверстии. Для этих целей используется заклепочник для резьбовых заклепок. Сама резьбовая конструкция представляет собой полую гильзу с внутренней резьбой.
При выполнении соединения эта гильза вставляется в просверленное отверстие и выравнивается таким образом, чтобы соединяемые части плотно прилегали друг к другу. После этого в резьбовое отверстие внутрь заготовки вкручивается стержень заклепочника. Передняя стенка гильзы фиксируется опорной поверхностью инструмента, не давая заклепке выйти из отверстия. Чтобы расклепать гильзу, стержень заклепочника перемещается с большим усилием в сторону опорной поверхности. Гильза при этом сминается и осаживается, тем самым образуя прочное неподвижное соединение.
Стержень заклепочника свободно выворачивается из тела втулки. Чаще всего применяются заклепки алюминиевые, латунные или медные. Использование последних ограничено высокой стоимостью, поэтому они устанавливаются в тех случаях, когда нужно обеспечить хороший электрический контакт между соединяемыми поверхностями.
К достоинствам резьбового заклепочного соединения относят ее «малотравматичность». При работе стержня заклепочника соединяемый металл не испытывает больших нагрузок или деформаций. Резьбовой втулкой легко соединять тонкостенный металл или профиль сложной конфигурации. Такой крепеж широко используется в сборке бытовой техники, в соединении отдельных узлов облицовки автомобилей, при изготовлении различного рода конструкций из профнастила.
Вытяжные заклепки
Недостатком резьбовых видов клепки является их высокая стоимость и относительно небольшая скорость выполнения соединений. Поэтому для случаев, когда соединяемые листы металла, профиля требуется соединить с использованием нескольких сотен или тысяч точек, применяют вытяжной вид заклепки.
Это могут быть стальные, латунные метизы, заклепки из алюминия, сплавов алюминия и кремния. В отличие от резьбовой, в вытяжной схеме деформация гильзы осуществляется с помощью стержня с утолщением на конце, запрессованного внутрь тела крепежной втулки. Как и в предыдущем случае, чтобы осадить тело заклепки, ее торец упирают в опорную поверхность заклепочника, после выравнивания центральный стержень с усилием вытягивают на несколько миллиметров. В результате стенки гильзы деформируются, образуя достаточно прочное неразъемное соединение. Хвостовик стержня чаще всего обламывается или обрезается по уровню среза гильзы.
Резьбовой заклепочник или гайкоклеп его плюсы и минусы
Это специальный вид заклепочников, который предназначен для работы с резьбовыми клепками. Такой вид инструмента обеспечивает более надежное соединение, а также дополнительно позволяет его усилить за счет использования болтов. Резьбовое соединение в итоге получается неразъемным. Отверстие после соединения имеет внутреннюю резьбу. Принцип работы резьбовых заклепочников основывается на том, что на головку инструмента (стержень или резьбовая часть) накручивается клепка с резьбой. После этого клепка, закрепленная на инструменте, вставляется в отверстие, и осуществляется сжимание рукояток. При сжатии рукояток происходит сминание или развальцовка с противоположной стороны клепки, в результате чего формируется шляпка.
Конструкция резьбового заклепочника представлена на фото. Такой вид инструмента относится к категории мощных, и поэтому чем больше размер заклепки, тем больше усилий необходимо прилагать оператору, чтобы выполнить соединение. К достоинствам таких устройств относится высокое качество соединения, усилить которое можно болтовым элементом. Кроме того, плюсом является возможность использования клепок разного размера, что также влияет на качество соединения. Недостатков у таких инструментов больше, и проявляются они по таким факторам:
- Высокая стоимость инструмента более 2500 тысяч рублей
- Необходимость прикладывания большого физического усилия, которое возрастает в зависимости от диаметра клепки
- Невысокая скорость соединения, так как предварительно клепку необходимо накрутить на резьбовой наконечник инструмента, а после соединения, выкрутить прибор
- Высокая стоимость не только инструмента, но и заклепок
Выбирать резьбовой заклепочник рационально только тогда, когда необходимо обеспечить надежное соединение листовой стали, а также при наличии отверстий большого диаметра. Наличие отверстий в местах соединения позволяет крепить полученную конструкцию.
Строй-Техника.ру
Строительные машины и оборудование, справочник
Категория:
Крановщикам и стропальщикам
Публикация:
Заклепочные соединения
Читать далее:
Сварные соединения
Заклепочные соединения
В каких конструкциях применяются заклепочные соединения?
Заклепочные соединения применяются в тех конструкциях н машинах, которые воспринимают сильные вибрационные или большие повторноударные нагрузки, а также в конструкциях, части которых изготовляются из несвариваемых материалов.
Что такое заклелочный шов?
Рекламные предложения на основе ваших интересов:
Заклепочный шов — это неразъемное соединение частей сооружения, машин или механизмов с помощью заклепок.
Как подразделяются заклепочные швы в зависимости от расположения соединяемых узлов или деталей?
В зависимости от расположения соединяемых деталей и узлов заклепочные швы подразделяются на швы внахлестку, в которых край одного листа или узла накладывается на край другого, и на швы встык, в которых соединяемые детали своими торцами плотно привыкают друг к другу и соединяются с помощью одной или двух накладок.
Как располагаются заклепки в заклепочных швах?
Заклепки в заклепочных швах располагаются в один, два и более рядов, поэтому заклепочные швы называют однорядными — если заклепки расположены в один ряд; двухрядными — если заклепки расположены по шву в два ряда и многорядными — если заклепки по: шву располагаются в несколько рядов. Как подразделяются заклепочные швы по назначению?
По назначению заклепочные швы подразделяются на прочные и плотные (прочноплотные), причем прочные заклепочные швы служат для восприятия внешних нагрузок, а плотные (прочноплотные) — для обеспечения плотности соединения в некоторых котлах, сосудах и т. д.
Что называется заклепкой?
Заклепкой называется металлический стержень круглого поперечного сечения с головкой на одном конце, которая называется накладкой. Вторая головка заклепки выполняется во время клепки н называется замыкающей.
Из какого материала изготовляются заклепки?
Заклепки изготовляются из углеродистых сталей Ст. 2, Ст. 3, 10КП, 20КП и др., подобных им, а в конструкциях, где требуются заклепки из легированной стали, их делают из стали 09Г2 или нержавеющей стали Х18Н9Т. Кроме того, для склепывания деталей из цветных металлов и нх сплавов применяются заклепки марок МЗ, Л62, АД1, Д18П также из цветных металлов и сплавов.
Как различают заклепки по форме их головок?
По форме головок различают заклейки с полукруглой головкой, заклепки с потайной головкой н заклепки с полупотайной головкой. Наиболее широкое применение получили заклепки с полукруглой головкой.
Какие известны способы клепки?
Известны холодный и горячий способы клепки: Холодную клепку выполняют заклепками диаметром до 10 мм без их нагрева.
Горячая клепка производится заклепками диаметром более 10 мм с нагревом заклепок до определенной температуры.
Заклепочный шов можно сделать вручную—слесарным молотком, механизированным способом — пневматическими клепальными молотками и машинным способом — на стационарных клепальных машинах.
Читать далее: Сварные соединения
Категория: —
Крановщикам и стропальщикам
Как пользоваться обычным клепочником правила и рекомендации
Если у вас обыкновенная модель заклепочника, то инструкция по его использованию идентична применению инструмента-гармошки. В отверстие инструмента устанавливается заклепка, предварительно подобрав необходимый патрон (в зависимости от размера шпильки). После закрепленная в патроне пистолета бобышка уплотняется в предварительное отверстие двух листовых материалов. Воздействуя на рукоятку, происходит сжатие стенки бобышки за счет вытягивания внутренней шпильки с наконечником. Стенка с обратной стороны сплющивается, осуществляя тем самым надежное соединение. Если остаются выступающие части бобышки, то их можно удалить кусачками.
Схема принципа работы ручного заклепочника показана на фото ниже.
Специалисты рекомендуют четко подходить к выбору заклепок. От их выбора зависит эффективность соединения. Если длина бобышки будет меньше, чем толщина соединяемых заготовок, то в итоге соединения не получится. Длина самой бобышки должна быть в 2 раза больше толщины соединяемых деталей, но не более того.
Как выбрать длину заклёпки резьбовой
Подбор правильной длины заклёпки осуществляется в зависимости от вида резьбовой заклёпки и толщины листовой конструкции на которую устанавливается заклёпка. Длина заклёпки при одинаковой резьбе варьируется в зависимости от вида заклёпки. Многие виды резьбовых заклёпок бывают нормальной длины и удлинённые. Выбирать длину заклёпки необходимо руководствуясь
Таблицами с размерами и параметрами заклёпок
Принципиальная схема установки резьбовой заклёпки показана на видео:
Способ соединения
В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится осадка (клёпка) специальным инструментом второй замыкающей головки.
В процессе клёпки производят стяжку (сжатие) пакета, и за счет поперечной упругопластической деформации стержня происходит заполнение начального зазора между стержнем и стенками отверстия, часто приводящее к образованию натяга.
Диаметры отверстий под заклепки dотв выбирают по стандарту в зависимости от диаметра заклепки. Для холодной клепки можно рекомендовать:
dотв = dз + 0,05dз ,
где dз — диаметр устанавливаемой заклепки.
Подбор размеров заклепок
Заклепки подбирается исходя из толщины соединяемых металлов. Важны при этом: параметры закладной головки, диаметр стержня. По диаметру стержня определяется диаметр сверла, которое используется для подготовки отверстия в соединяемых деталях. Примерно определить диаметр заклепки можно удвоив толщину соединяемых деталей. Длина стержня — не менее 2 диаметров заклепки, причем выступающая часть должна быть не менее 1,25-1,5 от диаметра.
| Диаметр заклепки | 2,0 мм | 2,3 мм | 2,6 мм | 3,0 мм | 3,5 мм | 4,0 мм | 5,0 мм | 6,0 мм | 7,0 мм | 8,0 мм |
|---|---|---|---|---|---|---|---|---|---|---|
| Диаметр отверстия при точной сборке | 2,1 мм | 2,4 мм | 2,7 мм | 3,1 мм | 3,6 мм | 4,1 мм | 5,2 мм | 6,2 мм | 7,2 мм | 8,2 мм |
| Диаметр отверстия при грубой сборке | 2,3 мм | 2,6 мм | 3,1 мм | 3,5 мм | 4,0 мм | 4,5 мм | 5,7 мм | 6,7 мм | 7,7 мм | 8,7 мм |
Вообще, диаметр стержня заклепки может быть от 1 мм до 36 мм, длинна его может быть от 2 мм до 180 мм. Причем больший диаметр не равнозначен большей прочности соединения. Тут играет роль как материал, из которого он изготовлен, так и его тип (полый или цельный). Как же выбрать? По характеристикам заклепок. Вы ведь выбираете их под соединение определенных материалов определенной толщины. Примерно знаете и нагрузку, которая будет прилагаться на соединение
Поэтому при подборе обращайте внимание на то, что рекомендует производитель
Как подобрать заклепку по толщине скрепляемого материала? По указаниям производителя, но в общем, диаметр стержня должен быть не менее двойной толщины материалов
Рекомендуемый диаметр под соединение. Вам остается только подобрать сверло и сделать ровное отверстие без заусенцев.
Минимальная и максимальная толщина соединяемого пакета
Важно чтобы ваше соединение находилось в указанном диапазоне.
Усилие на срез. Это та нагрузка, приложенная к соединению перпендикулярно, которую заклепка выдерживает без разрушения.
Усилие на разрыв
При какой нагрузке вдоль заклепки она разрушится.
Именно усилие на разрыв и срез определяют прочность будущего шва. Чем больше эти значения, тем большие нагрузки выдержит.
Что такое клёпка
Механическое соединение деталей при помощи ряда заклепок называется клепкой, а само соединение — заклепочным швом. Используется там, где сваривать детали неудобно или соединяются несвариваемые материалы. Клепают не только металлы, таким образом соединяют детали в одежде, аксессуарах и т.д. Но там это больше отделка, нежели нагруженное соединение. Так что дальше пойдет речь о клепке в строительстве или обустройстве дома. В принципе, вместо клепки можно использовать винтовое соединение, но болты с гайками стоят дороже, да и их установка занимает больше времени.

Вот так выглядит заклепочное соединение
Если говорить об установке заборов из профлиста, заклепки более надежны, так как снять их можно только рассверлив крепеж. При установке винтов или саморезов, их можно выкрутить и унести и металл, и метизы. В некоторых случаях клепка более удобна при монтаже кровли из профнастила или металлочерепицы. На крыше установка винтовых соединений проблематична, требует много времени. А заклепками, да при хорошем инструменте, можно справиться за час или даже меньше.

Наиболее частое применение в личном хозяйстве
Как происходит соединение деталей при помощи заклепок? Заклепка устанавливается в подготовленное сквозное отверстие. Она имеет головку, которая упирается в материал и стержень. В процессе клепки конец стержня расплющивается, меняя форму под воздействием силы. Поэтому для этих метизов применяют пластичные металлы.
Недостатки заклёпочных соединений
Заклёпочные работы на судне (рисунок из статьи «Заклепки» «Военная энциклопедия Сытина»)
Трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную двумя слесарями-сборщиками. До последней четверти XX века в СССР на авиационные заводы специально нанимались худощавые юноши способные влезть в узкий отсек, чтобы удерживать там наковальню-поддержку.
Повышенная материалоёмкость соединения. Заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
Необходимость специальных мер для герметизации
Это очень важно для самолётостроения и ракетной техники, при сборке баков-кессонов и пассажирских отсеков. В баках-кессонах, расположенных в крыле самолётов, как правило, держат топливо — авиационный керосин
Резиновый герметик, устойчивый к керосину, должен закрывать все заклёпочные швы. Вес его может составлять десятки килограммов.
Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
Фото интерьеров для вдохновения
Делаем заклепочник для установки резьбовых заклепок своими руками

В этой статье, мы рассмотрим вариант самостоятельного изготовления заклепочника для резьбовых заклепок. Чем не устраивает мастера заклепочник промышленный? По его словам, хорошие модели такого инструмента стоят дорого, и, вторая причина, они относительно большого размера. Авторская модель проста в изготовлении и компактна, а заклепки, установленные с помощью нее, прочно сидят в гнезде. На изготовление инструмента мастер потратил около часа времени и около 5$. Давайте посмотрит, как работает инструмент.
Итак, для изготовления заклепочника мастеру понадобились следующие
Инструменты и материалы: -Металлический брусок 20мм х 3мм х 70 — 2 шт; -Металлический брусок 20мм х 3мм х 30 — 1 шт; -Металлический брусок 20мм х 30мм х 10мм — 2 шт; -Металлический брусок 20мм х 20мм х 30мм -1 шт; -Удлинительная гайка М12, длиной 40 мм; -Шестигранный шлиц М12; -Резьбовая шпилька М6 длиной 110 мм; -Удлинительная гайка М6 длиной 25 мм; -30 мм пружина (Внутренний диаметр 12 мм); -Шайба 12 мм; -Резьбовая шпилька M12 длиной 55 мм ; -УШМ; -Сверлильный станок; -Мечик; -Сварочный аппарат; -Ручка (от дрели или Ушм-ки); -Слесарные ключи; -Ключи-шестигранники;
Шаг первый: подвижная деталь К сожалению, чертеж мастер не предоставил, но инструмент достаточно простой и, я думаю, не вызовет затруднений при изготовлении. Корпус инструмента состоит из прямоугольной рамки. Внутри рамки помещается металлический брусок со сквозным резьбовым отверстие, пружина и переходные гайки и шпильки. Сначала мастер изготавливает подвижной брусок. Обрезает по размеру, сверлит отверстия, нарезает резьбу. Изначально, мастер, делал инструмент для заклепок М5 , но в дальнейшем он рассверлил отверстие и нарезал новую резьбу М10. Такая модификация позволяет использовать заклепки разного диаметра, необходимо только менять переходные гайки.

Сделал переходные гайки под заклепки разного диаметра.

Процесс изготовления заклепочника можно посмотреть на видео. Источник
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Рекомендации
Если установку клепок на металле выполняет новичок, человек без практического опыта, он может допустить разные ошибки. Дефекты и их причины:
- Замыкающая головка не плотно примыкает к металлической поверхности. Перекос при обжимке.
- Головки смещены в одну или разные стороны. Отверстия сверлились с небольшим уклоном.
- Замыкающая головка имеет рваные края. Для изготовления крепежного элемента использовался некачественный материал.
- Головка смещена в сторону. Стержень неровный или длиннее нужного.
При проведении работ необходимо придерживаться правил техники безопасности:
- Пневматический инструмент нельзя использовать до окончания настройки. Придерживать обжимку руками будет сложно из-за мощного пневматического удара. Это может привести к травмам рук.
- При клепке раздаются резкие, громкие звуки, которые негативно воздействуют на нервную систему, слух. Нужно использовать плотные наушники.
- Инструмент нужно проверить перед началом работы. Он должен быть исправным. Рабочий стол не должен быть захламлен лишними предметами или инструментами.
- Скрепляемые детали следует фиксировать в тисках.
При клепке металла необходимо использовать защитные перчатки, очки. Детали следует закрепить в тисках или консоли, чтобы они не смещались. При работе нельзя касаться обжимки руками. Соблюдение техники безопасности поможет уберечься от травм, провести работу качественней.
Способ соединения
В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится осадка (клёпка) специальным инструментом второй замыкающей головки.
В процессе клёпки производят стяжку (сжатие) пакета, и за счет поперечной упругопластической деформации стержня происходит заполнение начального зазора между стержнем и стенками отверстия, часто приводящее к образованию натяга.
Диаметры отверстий под заклепки dотв выбирают по стандарту в зависимости от диаметра заклепки. Для холодной клепки можно рекомендовать:
dотв = dз + 0,05dз ,
где dз — диаметр устанавливаемой заклепки.
Немного рекомендаций
Вариантов декорирования с помощью самоклейки очень много. Можно обновить мебель, двери или подоконники недорого и быстро с использованием данного материала. При этом вариантов выбора в магазинах представлено очень много, так что подобрать подходящий рисунок или расцветку не составит труда.
Если вы не знаете, как правильно наносить пленку, прочитайте внимательно инструкцию на оборотной стороне. Главное – не спешите.
Экономьте время: отборные статьи каждую неделю по почте
Заклепочник резьбовой принцип его работы пошаговая инструкция
Самое надежное соединение обеспечивается при помощи резьбовых устройств. Принцип их работы достаточно простой, однако вызывает некоторое неудобство — каждую заклепку перед применением необходимо накрутить на концевую часть инструмента. Инструкция, как работают резьбовые приборы, имеет следующий вид:
- Первоначально необходимо просверлить отверстие соответствующего диаметра в листовой стали — от 3 до 14 мм или М3-М14
- Установить в головку инструмента соответствующего диаметра резьбовой наконечник (стержень)
- Накрутить на наконечник резьбовую бобышку до упора
- Установить заклепку в отверстия соединяемых элементов
- Произвести заклепывание путем воздействия на рычаги (свести их друг с другом)
- Далее для разъединения инструмента с полученным соединением понадобится произвести его вывинчивание
- После этого соединение готово к применению, и в него можно вкрутить соответствующего диаметра болт
Для наглядности ниже представлено видео, на котором видно, что представляет собой резьбовой инструмент, и как происходит его применение.
https://youtube.com/watch?v=K8uBGFf7FDU%3F