Правильная пайка проводов паяльником
Содержание:
- Паяльник и припой
- Описание процедуры
- Какие существуют припои
- Ремонт лед матрицы телевизора своими руками
- Как паять провода
- Техника безопасности
- Подбор инструмента
- Соединение меди и алюминия
- Разогрев и выбор температуры
- Что такое пайка
- Поделки из разных видов круп
- Как паять медные и алюминиевые провода
- Можно ли припаивать провода к аккумулятору
- Что нужно для пайки электропроводки
- Процесс пайки
- Для чего нужны распределительные коробки
- Схемы и выкройки
- Преимущества высоких грядок
- Ликбез для начинающих
- Рекомендации, меры предосторожности
- Хорошая реклама
- Виды трёхфазных приборов
- Как правильно запаять провода
- АКЦИИ ДЕКАБРЯ 2020
- Что такое грифельные (меловые) краски? И чем они отличаются от обычных красок?
- Особенности пайки проводов
- Что нужно для пайки электропроводки
- Выводы
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент
Важно, чтобы он хорошо прогревал медный материал и расплавлял припой
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.

Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Описание процедуры
Пайка алюминиевой проводки происходит в несколько этапов.
Сначала выполняют подготовку необходимых инструментов и расходных материалов
Важно положить их таким образом, чтобы они всегда были под рукой. Дополнительно на данном этапе освобождают рабочее пространство, убирая из него лишние предметы.
Дальнейшие действия заключаются в непосредственной обработке металла
Поверхность проводов зачищают и обрабатывают специальным флюсом. Кроме того, проводят лужение и другие процедуры.
Третий этап – настройка техники. С помощью регулировок устанавливают оборудование на требуемый режим. Это позволяет обеспечить надежное выполнение поставленной задачи и сохранить целостность заготовки во время пайки.
Следующий шаг представляет собой основной процесс. Точными и быстрыми движениями заготовки спаивают друг с другом. Для этого подносят небольшую часть припоя к проводам и наносят на концы специальный состав, который соединяет изделия. Предварительно осуществляют скрутку заготовок.


Какие существуют припои
Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
- Низкотемпературные или мягкие. Температура плавления менее 350°C. В свою очередь, делятся на несколько видов:
- Оловянно‑свинцовые. Цифра в их обозначении показывает процентное содержание олова: ПОС‑18 (температура плавления — 277°C), ПОС‑30 (256°C), ПОС‑40 (235°C), ПОС‑50 (222°C), ПОС‑61(190°C), ПОС‑90 (222°C). Для монтажа радиоэлектронных изделий наиболее широко применяется ПОС‑61, или его импортные аналоги, например, 60/40 Alloy. Для остальных применений, в том числе бытовых, не требующих очень высокого качества соединений, используется чаще всего ПОС‑30.
- Безоловянистые — свинцовые (327°C), свинцово‑серебряные (304°C).
- Легкоплавкие — сплавы Вуда (60,5°C), д’Арсэнваля (79,0°C), Розе (97,3°C).
- Специальные, например,для пайки алюминия — Авиа‑1 (200°C), Авиа‑2 (250°C).
- Высокотемпературные или твёрдые. Их температура плавления больше 350°C, поэтому они не применяются при работе электропаяльниками.Предназначены для пайки медных сплавов, серебра, стали. Дают очень высокую прочность соединения.
Представлены несколькими классами:
Медные (1083°C)
Медно‑цинковые или латунные (830~870°C)
Медно‑фосфористые (700~830°C)
Серебряные (720~830°C)
Оловянно‑свинцовые припои наиболее широко используются во многих областях промышленности и быта. Они выпускаются в виде прутков или проволоки. Для применения в монтаже радиоэлектронных изделий используются трубчатые припои в виде проволоки с наполнителем‑флюсом в середине.
Ремонт лед матрицы телевизора своими руками
Как паять провода
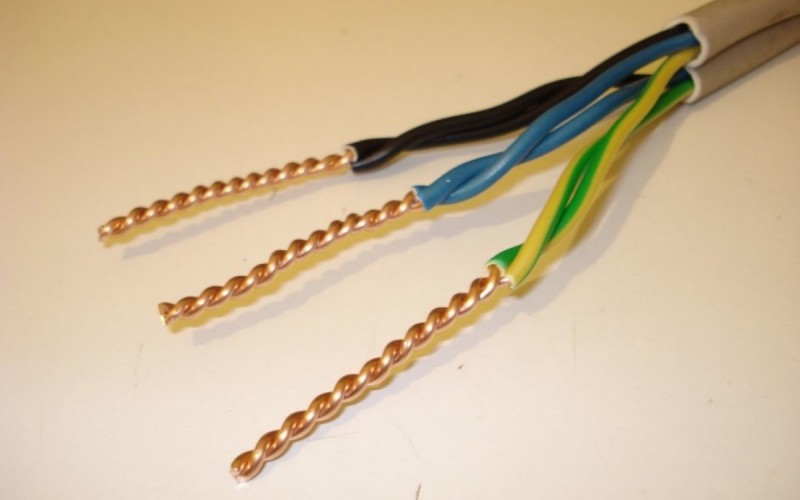
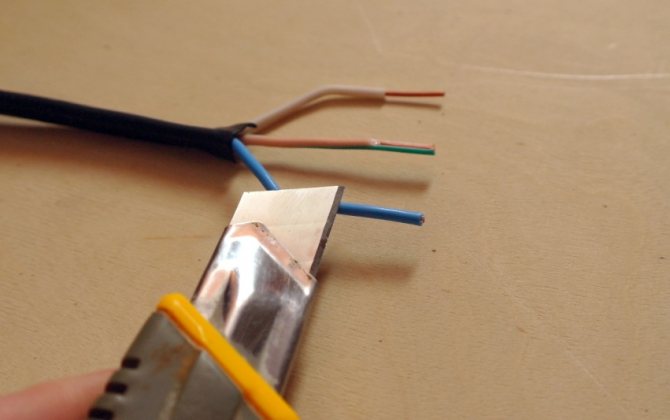
Итак, вот мы и подошли к самому интересному, как паять провода. Перед началом пайки, жилы нужно очистить от изоляции на длину 3-5 см. Затем при помощи наждака, их потребуется зачистить. После этого рекомендуется осуществить так называемое лужение.
Если осуществляется пайка медных проводов, то лужение происходит с применением сосновой канифоли. Для этих целей разогретый паяльник опускается жалом в канифоль, и часть флюса наносится на очищенные жилы проводов. Затем жалом паяльника берётся небольшое количество припоя, который расплавляется, и также наносится на провода.
После лужения необходимо будет выполнить скрутку проводов, и только после этого окончательное спаивание жил. Если осуществляется пайка толстых проводов, то сначала можно произвести и скрутку жил, с последующей пайкой.
Немного по-другому обстоят дела с пайкой алюминиевых проводов. Здесь вместо канифоли используется один из активных флюсов. Он наносится на поверхность очищенных жил с помощью кисточки, после чего происходит лужение припоем.
Таким образом, получится соединить не только медные провода, но и алюминиевые. Мы настоятельно рекомендуем выполнять именно такое соединение проводов в электрике, которое считается более надёжным, долговечным и безопасным.
Техника безопасности
В процессе пайки требуется соблюдать правила техники безопасности
В основном к ним относятся общие меры предосторожности при работе со следующим оборудованием и веществами:
- электрическими нагревателями;
- открытым пламенем;
- агрессивными жидкостями.
К последним относятся флюсы. При выполнении поставленной задачи запрещается использовать неисправную технику
Важно предварительно осмотреть, не нарушена ли у паяльника изоляция, а при необходимости заменить устройство
Также правилами техники безопасности запрещено применение горелок вблизи легковоспламеняющихся предметов. В помещении, где проводятся работы, необходимо организовать принудительную вентиляцию.
Подбор инструмента

При выборе паяльника нужно обратить внимание на следующие моменты:
На первом месте по важности стоит мощность инструмента. Она определяется исходя из толщины поперечного сечения провода, с которым будет производиться работа
Для сечения 0,8-3,5 кв. см оптимальная мощность должна быть в районе 40-60 Вт. Более высокая расплавит изоляцию, а также мгновенно выпарит растворители. Низкая же просто рассеется, и нагрев будет происходить намного дольше. В идеале на пайку должно уходить не больше 2-3 секунд. Температура. От нее также зависит процесс нагрева. Главное, не выбрать слишком высокую, так как в этом случае можно обжечься о материал. Но и слишком низкая температура тоже неудобна. Если приходится выбирать между мощностью и температурой, то отдавайте предпочтение первой. Жало паяльника. Идеальный вариант — медное с плоским концом. Но тут есть свой минус – окисление, которое препятствует теплопроводности. Также можно использовать современные жала из композитных материалов или керамики. Нагрев в этом случае происходит медленней, но зато можно избежать частых зачисток наконечника.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.

Что такое пайка
Не ссылаясь на «википедию», объясним своими словами. Пайка, это соединение металлических контактов с помощью токопроводящего расплава, с последующим его застыванием. При этом, в отличие от сварки, ни одна из соединяемых деталей не должна плавиться в процессе. Разумеется, после застывания токопроводящего расплава (припоя), должна быть обеспечена надежная электропроводимость соединения. Сопротивление контактов не может влиять на характеристики электросхемы.
Общие правила работы с паяльником (подробно все эти пункты мы рассмотрим в обзоре)
Место соединения должно быть механически зачищено от загрязнений, защитного покрытия и окислов (если позволяют размеры и конструкция деталей и проводников)
На чем можно акцентировать внимание: некоторые металлы в принципе не могут быть очищены от оксидной пленки, по крайней мере на воздухе. Только под непрерывным слоем специальных флюсов (речь идет об алюминии и сплавах на его основе)
Дело в том, что «крылатый металл» окисляется моментально.
Для обезжиривания точки соединения применяются специальные очистители: флюсы. Они не должны оказывать разрушающего воздействия на металл, с которым вы работаете. Даже если место соединения кажется идеально чистым, пайка без флюса практически невозможна. При касании нагретого жала паяльника, происходит термическое окисление.А флюсы при нагреве активируют свои очистительные свойства, и не просто удаляют невидимые загрязнения, но и препятствуют окислению.
Для различных материалов разработаны специальные флюсы. Используются даже кислоты.
Форма и размеры рабочего кончика жала паяльника должны соответствовать контактам и условиям пайки. Материал не имеет значения: это может быть медь, керамика, или твердые сплавы, покрытие серебряным напылением.
Выбор мощности — для пайки печатных плат подойдет диапазон 25–60 Вт. Слишком высокая температура может не просто перегреть место пайки, некоторые радиодетали выходят из строя при термическом воздействии. Обратная сторона медали: низкая температура будет отводиться из зоны пайки массивными контактами или толстым теплопроводным проводником. Придется долго держать жало в рабочей зоне — отсюда снова перегрев деталей
Например, когда встает вопрос, как выпаять конденсатор, важно точно знать градус. Золотое правило пайки: высокая температура и кратковременный нагрев
Это умение приходит только вместе с опытом.
Подбор припоя. С точки зрения адгезии — все виды работают неплохо. То есть, подбор для определенного металла контактов — это не задача №1. А вот к температуре плавления следует относиться внимательно. С одной стороны, легкоплавкие составы позволяют минимизировать тепловое воздействие на детали. С другой стороны — это создает две дополнительные проблемы:Во-первых, легкоплавкий припой так же быстро «отпаивается». Если температурный режим контактного соединения не очень благоприятен, есть возможность потери контакта при работе.Во-вторых, вы обязательно столкнетесь с тем, что припой уже в жидком состоянии, а контакты еще не прогрелись для нормальной адгезии. В результате снова перегрев точки пайки.
Повторимся, это лишь теоретические основы, из которых пока не ясно, как паять паяльником. Подробные инструкции увидите далее.
Поделки из разных видов круп
Как паять медные и алюминиевые провода

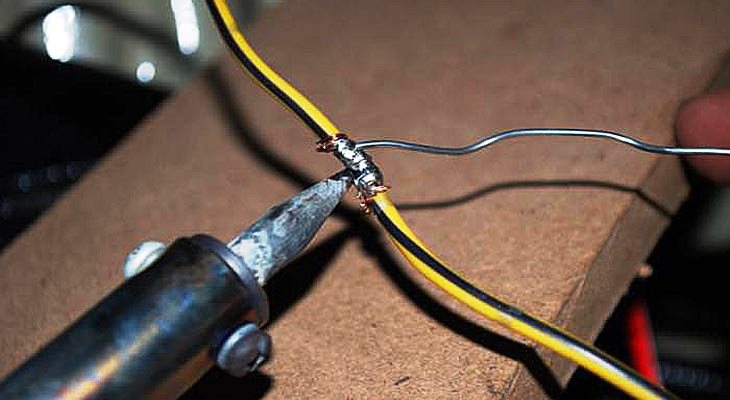
Пайка проводов методом скрутки
Медный провод тщательно зачищают, потом погружают в канифоль. Специалист расплавляет несколько капель припоя и для лужения провод погружают в расплавленную массу. Процедура выполняется осторожными и равномерными движениями.
Припой для пайки должен прикрывать поверхность провода минимально, насколько это возможно. Излишки удаляют раскаленным паяльником. В ходе выполнения работ красный оттенок медного провода должен измениться на серебристый.
Если работа предстоит с многожильными паяльниками, каждая проволока должна быть раскручена и лишь после лудится. Далее все возвращается в исходное положение.
Алюминиевый провод перед пайкой электрических проводов требуется зачистить, после чего равномерно распределить по его поверхности ранее подготовленный флюс. Далее провод из алюминия тщательно натирается небольшим куском тиноля и прогревается пламенем газовой горелки. Такие манипуляции позволят эффективно избавиться от оксидной пленки.
Чтобы увеличить показатель качества соединения однопроволочных проводов, используется скрутка из залуженных проводов небольших размеров. Все образующиеся полости заполняются тинолем.
Следующий этап – соединение медных и алюминиевых проводов. Для этого восстанавливают изоляционный слой. Для сухих помещений можно использовать только хлопчатобумажную изоленту.
Можно ли припаивать провода к аккумулятору
Батареи аккумуляторного типа лучше и не пытаться паять — если нужда заставляет, проще сделать для них контейнер, который будет позволять контактам батареек, качественно прилегать к его контактам. Аккумуляторные батареи изготавливают из такого материала, который при пайке ведёт себя намного хуже, чем в случае с литиевыми элементами.
Но если уж совсем «невмоготу» и всё-таки нужно припаять, то делается это так же, как и в случае с литиевыми батарейками. Единственное, что нужно использовать флюс, а не канифоль. И паять нужно очень быстро, чтобы как можно меньше касаться паяльником полюсов. Аккумуляторы очень «не любят», когда их сильно нагревают.
Что нужно для пайки электропроводки

Паяльник электрический
Перед тем как запаять провод, готовят рабочий инструмент и расходные материалы. Для выполнения работы потребуется следующий список инструментов:
- Обычный бытовой паяльник, мощность которого колеблется в пределах 40-100 Вт. В качестве аналога используют сварочный аппарат, на котором есть возможность управлять температурой жала, что упрощает процесс пайки.
- Мелкий напильник для зачистки жала паяльника.
- Нож для удаления изоляционного слоя.
- Пассатижи для скрутки.
- Канифоль, предназначенная для лужения поверхности.
- Припой для спайки разных материалов, в качестве аналога используют бескислотные флюсы.
Газовая горелка Припой

Канифоль сосновая для пайки
Пайка алюминиевых и медных проводов несколько отличается видами используемых припоев.
| Медь | Алюминий |
Используются составы из олова и свинца. Маркировка следующая:
|
|
Процесс пайки
Пайка проводов паяльником состоит из нескольких этапов:
- Подготовка материалов и инструментов. Сначала надо снять изоляцию и оксидную пленку. Сделать это можно с помощью канцелярского ножа и мелкозернистой наждачной бумаги. Нужно проверить состояние кончика паяльника. Если он выгоревший или зазубренный, то его нужно подточить небольшим напильником.
- Лужение. Для этого подносят к канифоли очищенный кабель и разогретый паяльник и плавят ее до тех пор, пока обработанный конец не окажется полностью погружен в ней. Теперь на жало капают немного припоя и размазывают его по обработанной в канифоли части кабеля. Делается это довольно легко и быстро, но для более точного и ровного нанесения кабель надо немного поворачивать. Лужение флюсом несколько отличается от обработки канифолью. Так как он — жидкость, то его не нужно плавить, а можно сразу нанести на поверхность, после чего прогреть паяльником с припоем. Следующие шаги совершенно не отличаются.
- Пайка. Уже полностью подготовленные провода плотно приставляют друг к другу. При необходимости можно просто скрутить их между собой. В таком положении прижимают к ним припой и начинают нагревать все это паяльником. Когда металл достаточно разогреется, припой расплавится и начнет покрывать контакты. После того как он полностью охватит поверхность и надежно закрепит металл, работа практически закончена.
- Последний шаг – повторная изоляция. Для этого можно намотать обычную изоленту, а можно использовать термоусадочную трубку, специально предназначенную для этого. Ее можно и не делать, если она не требуется.
Для чего нужны распределительные коробки
Коробка для коммутации проводов
Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Схемы и выкройки
Преимущества высоких грядок
По сравнению с обычными грядками у насыпных гораздо больше преимуществ:
огород можно разбить даже на участке, совершенно непригодном для земледелия;
перекопка и прополка огорода заменяются легким рыхлением почвы;
на ограниченном пространстве легче удалять сорняки;
высокую грядку легко смонтировать и так же легко разобрать;
между грядками можно выложить дорожки и ходить по ним в любую погоду;
растения быстрее созревают, что особенно важно для холодных регионов;
при обустройстве высокой грядки обеспечивается хороший дренаж;
культуры на грядках легко защитить от заморозков, накрыв брезентом или агроволокном.
Кроме того, огород из насыпных грядок может быть очень декоративным, поэтому разбить его можно рядом с домом.
Высокие грядки своими руками
Это интересно: Автополив своими руками — особенности разных типов орошения
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Рекомендации, меры предосторожности
Профессиональный паяльник DANIU 110V/220V 60W с регулировкой температуры и набором инструментов
Следует ознакомиться с рекомендациями, которые позволят качественно выполнять поставленные задачи:
При выборе паяльника нужно обращать внимание на модели, оснащенные дополнительно конусами, иглами и комплектом сменных наконечников.
Прежде чем приступать к выполнению пайки, нужно особое внимание уделить зачистке жала. Если наконечник слишком загрязнен, всю грязь удаляют с помощью паяльника
Вспомогательно можно использовать куски дерева или картон.
При изменении длины паяльника также изменяется температура нагревания инструмента.
Во время нагревания рабочего элемента не рекомендуется паяльник оставлять «сухим». Нужно жало регулярно опускать в канифоль.
Хорошая реклама
Виды трёхфазных приборов
Счетчики условно можно поделить на два типа — однотарифные и многотарифные. В некоторых моделях есть разделение по дневным и вечерним тарифам.
За расположение тарифов и сохранение информации в памяти устройства, отвечает небольшой микропроцессор. Проще говоря, можно посмотреть данные по счетчику за любые удобные числа.
Аналоговые индукционные приборы учета энергии
Принцип работы таких счетчиков схож однофазной модели устройства.
 Схема подключения 3 фазного счетчика
Схема подключения 3 фазного счетчика
Электрическая энергия, проходя через индукционную катушку, образует электромагнитное поле, которое действует на железный диск. Поэтому он начинает движение.
Как правильно запаять провода

Пример универсальной заточки жала паяльника и правильного обслуживания его рабочей области
Процесс пайки может несколько отличаться в зависимости от используемых материалов. Разные способы предусматривают применение разных паяльных составов и флюсов. Чаще всего пайка проводов проводится при соединении медных проводов с площадью сечения до 6 мм.кв.
При выполнении работ соблюдают следующий алгоритм:
С проводов снимается изоляционный слой приблизительной протяженностью 5-6 см.
Разогревают рабочий инструмент и им покрывают поверхность слоем канифоли или флюса
Первый плохо работает на окисленных поверхностях, при глубоком проникновении в скрутку важно предварительно тщательно обрабатывать материалы.
Прогревая провод с помощью разогретого инструмента с припоем на жале, важно достичь равномерного распределения припоя по всей обрабатываемой поверхности.
При пайке скрутки специалисты должны заполнить припоем все неровности.
По окончании выполнения работы все скрутки тщательно изолируют при помощи специальных насадок, изоленты и термоусадочной трубки.. Зачистка проводов от изоляции
Зачистка проводов от изоляции
Окись удаляется механическим способом, далее поверхность обслуживается. Алгоритм соединения алюминиевых жил зависит от разновидности используемого флюса и площади сечения. Для нагревания, как правило, используют газовую горелку.
Порядок пайки жил площадью 4-10 мм.кв:
- На концах жил длиной 5-6 см удаляется изоляционный слой.
- Для получения металлического блеска жилы зачищают надфилем, наждачной бумагой или ножом. Лужение многожильных проводов
- Соединяют жилы друг с другом внахлест способом двойной скрутки, в месте касания посередине делается желобок.
- Место соединения прогревают до температуры, которая близится к температуре плавления спайки.
- Аналогичным способом обрабатывается каждая сторона скрутки, все полости заполняются оловом.
- По окончании работ место соединения очищают с помощью бензина.
- Очищенная поверхность покрывается асфальтовым лаком и тщательно изолируется.
АКЦИИ ДЕКАБРЯ 2020
Что такое грифельные (меловые) краски? И чем они отличаются от обычных красок?
В магазинах сегодня присутствует огромный ассортимент красок. В том числе есть специализированные материалы, которые способны превратить заурядный интерьер во что-то необычное. Одним из таких решений является специально разработанные грифельные и меловые краски. Они отличаются от традиционных красок темным цветом (как правило черным или темно-серым), более безопасным составом, поэтому их можно смело использовать для покраски внутренних помещений дома: в том числе детских комнат, кухни, мастерских и других комнатах.
Первыми такие специальные краски стала делать всемирно известная фирма Tikkurila. Лакокрасочные изделия от этого производителя отличаются привлекательной текстурой, широким ассортиментом цветов и вариантов колеровки, а также значительной износостойкостью и долговечностью.
Об особенностях лучших красок для создания меловых стен мы еще поговорим, а пока что давайте вернемся к первому вопросу: «В чем заключаются их отличия от обычных красок?».
С точки зрения состава, грифельные лакокрасочные изделия почти не отличаются от других типов краски, за исключением того, что они чуть более густые и, как уже сказано выше, при их производстве используются только безопасные для здоровья компоненты. Однако, пожалуй, основное отличие грифельной краски от других типов лакокрасочных изделий заключается в том, что такая меловая краска создает характерное матовое покрытие, чем-то похожее на школьную доску, поэтому вы можете писать на ней мелом, а затем легко стирать заметки.
Особенности пайки проводов
Выше мы рассказали о лужении проводов. Надо добавить несколько слов о процессе прочной их спайки. Она несколько отличается от обычной с другими материалами.
Тонкие провода подвижны, их нужно прижимать плотно, а потом паять. Способы соединения и пайки проводов различные, расскажем о некоторых.
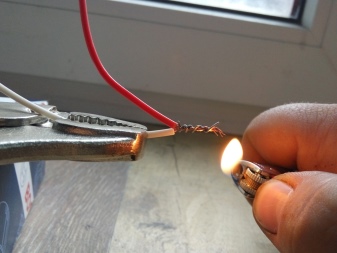
Можете скрутить два медных провода, если они тонкие, предварительно очистив и залудив, затем спаять.
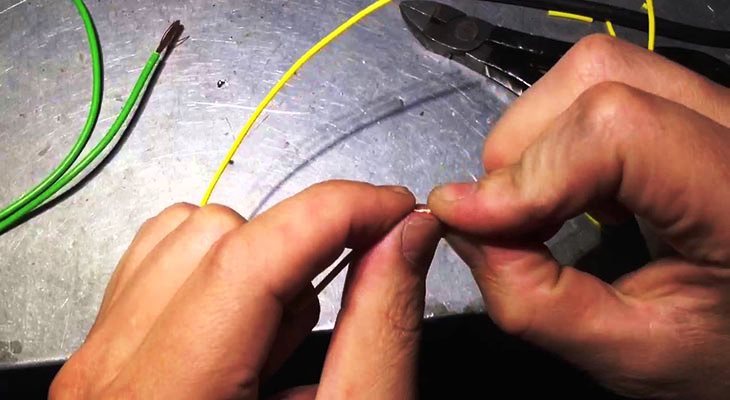
Если проводка многожильная, то очищать надо все нитки, затем пальцами сжать плотно и прокрутить по часовой стрелке, насколько можно плотнее. Затем окунуть в канифоль и жалом залудить.
Вместо плоскогубцев можно сделать так. Очистите несколько сантиметров медного нетолстого провода, залудите его, а затем туго намотайте на один конец скрутки, зафиксируйте, так же выполните и на другом конце.
А затем окунайте в расплав олова, пока на скрутке не будет видна медь. Выньте из ванны и дайте застыть.
Желательно предварительно надеть на один конец провода термоусадочную трубочку, после спайки продвиньте её и покройте всю оловянную часть.





Спичками разогрейте её, чтобы она охватила и заизолированные части. Тогда не нужно будет наматывать изоленту. Вот и вся инструкция, как правильно паять на флюсе и припое.
Что нужно для пайки электропроводки
Паяльник электрический
Перед тем как запаять провод, готовят рабочий инструмент и расходные материалы. Для выполнения работы потребуется следующий список инструментов:
- Обычный бытовой паяльник, мощность которого колеблется в пределах 40-100 Вт. В качестве аналога используют сварочный аппарат, на котором есть возможность управлять температурой жала, что упрощает процесс пайки.
- Мелкий напильник для зачистки жала паяльника.
- Нож для удаления изоляционного слоя.
- Пассатижи для скрутки.
- Канифоль, предназначенная для лужения поверхности.
- Припой для спайки разных материалов, в качестве аналога используют бескислотные флюсы.
Газовая горелка Припой
Канифоль сосновая для пайки
Пайка алюминиевых и медных проводов несколько отличается видами используемых припоев.
| Медь | Алюминий |
Используются составы из олова и свинца. Маркировка следующая:
|
|
Выводы
Припаять провода не представляется чем-то трудным. Даже совсем неопытный пользователь сможет выполнить эту процедуру без каких-либо серьёзных проблем. Может показаться, что это не такая уж и лёгкая процедура, но в основном такие мысли появляются из-за необходимости проведения лужения жала паяльника и проводов. Сам процесс лужения совсем не сложен, но все эти манипуляции просто могут вымотать, особенно если пользователь совсем не имеет опыта.
Следует помнить, что выбор паяльника должен осуществляться в соответствии с потребностями пользователя. Нужно знать, что для разных операций потребуются приборы с разными мощностями. Как было указано выше, паяльники с диапазоном от 15 до 30 Ватт слишком слабые и могут быть использованы только в слабых и лёгких процедурах пайки. К тому же даже простая пайка проводов от аудио-аппаратуры для таких приборов окажется задачей непомерной. Рекомендуется пользоваться паяльниками, обладающими мощностью от 40 Ватт. Они являются оптимальными вариантами для любых пользователей.
Паяльные станции являются весьма неплохими и полезными устройствами, но они имеют ряд недостатков. Для их использования требуется наличие определённого опыт, они энергозатратны, да и стоят они весьма дорога. В качестве плюсов можно упомянуть их долговечность, а также возможность контролировать температуру вплоть до градуса.
Процедура лужения весьма важна в процессе паяния, так что пренебрегать ею не стоит и не рекомендуется. Лучше немного повозиться с канифолью и припоем, чем впоследствии довольствоваться некачественной пайкой.