Как правильно паять паяльником с канифолью
Содержание:
- Как подготовиться к работе?
- Браширование древесины своими руками: как искусственно состарить дерево
- Что нужно для пайки паяльником
- Алгоритм нанесения магнитного красителя
- Подготовка к пайке
- Дополнительное оборудование
- Теплоизоляция фасадов в коттеджных поселках
- Как научиться владеть паяльником?
- Видео описание
- Лужение паяльника
- Пайка шлейфа
- Фотообои разного типа
- Ошибка №7 Чистка жала.
- Ошибка №10 Излишки припоя.
- Схемы и выкройки
- Пайка отопления полипропиленовыми трубами: основные правила
- Краткая история пайки металлов
- Подбираем паяльник
- Правила проведения паяльных работ
- Типы отопительных систем
- Обзор видов
- Подготовка
- Как правильно паять паяльником – советы, видео
Как подготовиться к работе?
Перед тем как приступать к пайке и лужению, следует позаботиться о ряде предварительных моментов. Впервые запускаемый в работу паяльный аппарат неизбежно дымит — и это вполне нормально. Как только дым перестанет идти, прибор отключают от сети и после остывания затачивают жало. Для работы с массивными конструкциями жало нужно сплющить на манер отвертки или создать с одного его края плоскость.

Для мелких манипуляций край рабочего элемента стачивают на манер небольшой пирамиды. Это позволит полнее контролировать прогрев. Чуть менее острый конус позволит работать с проводниками средней величины. Если паяльный аппарат лишен защитного покрытия, требуется его лужение, что исключает коррозионные процессы и стремительный износ. Еще советы по подготовке к пайке:
-
удалять с проводов изоляцию;
-
снимать лаки и краски (при необходимости — кислотами или флюсами);
-
добиться хорошего контакта соединяемых деталей;
-
потренироваться определять степень разогрева обрабатываемого места.

Браширование древесины своими руками: как искусственно состарить дерево
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять
Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
Обязательно потребуется припой, который очень важно грамотно подобрать. Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки
В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли.
Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.
Потребуется напильник. Чтобы процесс запаивания проходил просто, необходимо заточить и очистить наконечник паяльника напильником. Главное, чтобы «жало» инструмента было ровным и не имело признаков нагара.
Также для работы с прибором понадобятся тиски или пассатижи — с их помощью можно чётко фиксировать провода или платы, направлять их в нужное положение в процессе запаивания. Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.
По окончании работы с инструментом нужно будет воспользоваться спиртом, при помощи которого можно смыть следы флюса.
Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником.
Алгоритм нанесения магнитного красителя
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок — загрязнения и лаковое покрытие, если оно имеется.
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический — зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический — обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять — это значит, прежде всего, тщательно готовиться к операции
Дополнительное оборудование
Важной деталью, без которой неудобно работать, служит специальная подставка для паяльника. Инструмент, будучи включенным, разогревается в среднем до 300 градусов и его нельзя просто положить на стол
Подставка располагается справа, в наиболее удобном месте.
В процессе работы используется не только паяльное оборудование, но и различные дополнительные приспособления, способствующие ускорению и повышению качества соединений. К ним относятся следующие компоненты:
- Паяльная лампа. Используется при соединении между собой крупных деталей и конструкций. Даже самый мощный паяльник не сможет их прогреть до нужной температуры. Поэтому вначале места будущих соединений прогреваются лампой, а уже затем в работу включается паяльник. Источником энергии служит бензин, керосин, газ или спирт.
- Пинцет. Необходим при пайке для удерживания мелких деталей в нужном положении для припаивания. Иногда он выполняет функцию теплоотвода при работе с полупроводниками и другими предметами, чувствительными к перепадам температур.
- Надфили. Продаются в наборах и применяются для очистки жала паяльника от окисла и нагара перед его лужением. В основном используются инструменты плоской и круглой формы.
- Кусачки. С их помощью разрезаются провода, зачистка изоляции, механическое удаление излишков припоя.
- Отвертки. Применяются для демонтажа электронных и других компонентов из корпусов и плат приборов и электронных устройств. Инструменты, изготовленные из стали должны быть предварительно размагничены.
- Струбцины металлические. Применяются для фиксации деталей между собой и на рабочей поверхности. Такое положение сохраняется на весь период пайки и последующего остывания.
- Увеличительное стекло на штативе. Требуется при работе с очень мелкими деталями, в том числе и с ювелирными изделиями.
- Принудительная вентиляция. Устанавливается в помещениях, где паяльные работы проводятся регулярно.
Теплоизоляция фасадов в коттеджных поселках
Как научиться владеть паяльником?
Очень просто: минимум знаний, все держится на практике, небольшое количество материалов и главное – тот или иной паяльник.

Выше мы назвали один параметр этих ручных инструментов (мощность). Он важен для понимания:
- Что паять.
- Как быстрее работать.

Чем мощнее паяльник, тем толще его медное жало, тем медленнее оно разогревается, но и дольше держит режим пайки после отключения от сети или паяльной лампы.

-
Как выбрать фазометр — обзор, назначение, принцип действия, область применения + инструкция по применению с фото
-
Как сделать трансформатор своими руками — пошаговая инструкция, схема, чертежи, список материалов + фото готового самодельного трансформатора
-
Какой детектор скрытой проводки лучше? ТОП-10 лучших производителей с фото и описанием
Но они не годятся для пайки небольших электродеталей, тонких проводов, как разогреватели меньшей мощности.
Есть также паяльники, и они не последние в этой линейке, мгновенного нагрева жала и быстрого охлаждения после точечной пайки радио-и электросхем – электроимпульсные. Ими соединяют метизделия в различных бытовых мастерских.

Процесс несложный. Если у вас есть обычные плоскогубцы и кусачки, пинцет с тонкими и широкими (до 1 см) лапками, то вам остаётся приобрести или достать из кладовки три специфические вещи:
- паяльник;
- материал пайки (припой) – чаще сплав свинца и олова;
- антиокислитель и обезжириватель (флюс).

К этому добавим минимум общих знаний по материалам для пайки.

Видео описание
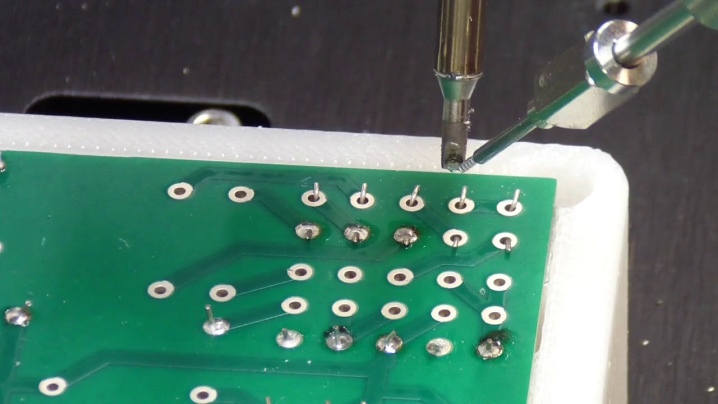
Лужение паяльника
Что такое лужение паяльника? Это когда на жало паяльника наносится припой, который покрывает медное основание жала для того, чтобы оно не сгорало при работе паяльника и было способно отдавать припой.
Медные жала
Лужение нужно делать только в том случае, если жало медное.
Медные жала перед нагревом зачищают либо надфилем либо наждачной, чтобы удалить старые окислы и выгоревшую поверхность.
Далее, медное жало паяльника окунают в припой с добавлением канифоли (или флюса) и таким образом паяльник залуживается и становится пригодным к работе.
Необгораемые вечные жала
Если у вас «вечное жало» с покрытием — его нет нужды залуживать как медное.
Главное правильно с ним обращаться, вовремя чистить и не делать грубых ошибок.
Медные жала хоть и обладают лучшей теплопроводностью, но со временем, они начинают терять форму и выгорать. А вот «вечные жала» имеют покрытие, которое защищает металлическое основании жала от деформации и выгорания.
Преимущества у вечного жала очевидны, но не все даже опытные радиолюбители хотят работать с ними.
Что нельзя делать с вечными жалами
Например, категорически нельзя необгораемые жала чистить от нагара надфилями или наждачками.
Да, вы удалите частично нагар от воздуха и старого припоя, но вы повредите покрытие жала. И со временем, оно будет хуже принимать припой, а то и вообще покроется полностью черными окислами.
Как подготовить паяльник к работе
Итак, чтобы правильно подготовить паяльник с вечным жалом нужна губка для снятия припоя.
Или подойдет хб тряпка смоченная водой.
А также подойдет обычная вата, свернутая в комочек. Она хорошо убирает припой. И это все что нужно, если на паяльнике мало нагара.
Включите паяльник или станцию в сеть и дождитесь нагрева жала.
Если на жале есть старый припой — уберите его при помощи влажной губки или тряпки.
Причем убирайте не долго, а быстро, всего за пару движений. И сразу же наносите свежий припой на чистое жало.
Спешка связана с тем, что поверхность жала быстро покрывается окислами из-за воздуха под воздействием высокой температуры нагревателя.
На фото вы можете увидеть маленькую черную точку на поверхности жала.
Это первые окислы, которые постепенно перейдут в большие черные пятна, к которым не будет липнуть припой.
Поэтому, не медлите и сразу же добавьте припой на паяльник.
Если вы используете новое жало, то оно сразу начнет обгорать, поэтому сразу добавляйте свежий припой на жало.
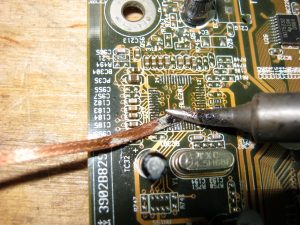
Пайка шлейфа
 Гибкие шлейфы из тонких проводников уже давно применяются в современной бытовой аппаратуре. Их можно встретить в обычном мобильном телефоне, а также в любом образце компьютерной техники, в которой имеются многожильные соединения.
Гибкие шлейфы из тонких проводников уже давно применяются в современной бытовой аппаратуре. Их можно встретить в обычном мобильном телефоне, а также в любом образце компьютерной техники, в которой имеются многожильные соединения.
Как правило, в шлейфе дорожки проводников очень тонкие и располагаются вплотную одна от другой, что накладывает на паяльные работы следующие ограничения:
- для припаивания шлейфа к плате потребуется паяльник, мощность которого не должна превышать 24-х Ватт;
- при пайке желательно использовать специальную увеличительную линзу, закреплённую на рабочей подставке-кронштейне;
- для обеспечения хорошего отвода тепла от рабочей зоны потребуется массивный пинцет.
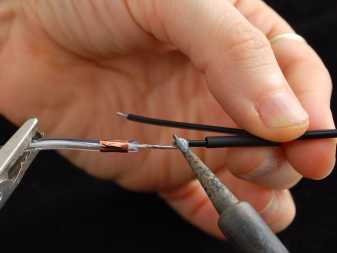
Нередко приходится соединять два тонких провода между собой (для устранения их обрыва в шлейфе, образованном из нескольких проводников). В этом случае сначала необходимо зачистить оборванные концы, а затем туго скрутить их между собой.
С целью изоляции места соединения на один из них перед этим натягивается подходящая по диаметру пластиковая трубочка (кембрик).
По завершении пайки места скрутки изолирующая трубка с небольшим натягом перемещается в зону соединения.
Фотообои разного типа
Ошибка №7 Чистка жала.
Через
какое-то время эксплуатации жало любого паяльника обрастает нагаром. В первую
очередь это касается работы с канифолью.

Она выгорает
и оставляет несмываемые следы. Старые советские паяльники делались с
нагревательным элементом из нихромовой проволоки и медным жалом.

После такого
“загрязнения” все элементарно обтачивалось напильником. А вот с новыми моделями
данный фокус уже не пройдет.

У них
керамический нагревательный элемент и никелированное медное жало с напылением
для лучшего прилипания олова. Если вы пройдете пару раз наждачкой или
напильником по такому жалу, то вы просто сотрете весь чудо состав.

После такой
обработки можете сразу заказывать себе новый девайс.
В связи с
этим обстоятельством, казалось бы, нужно делать однозначный выбор в пользу
медного инструмента. Однако и с медью не все так просто.
При частой
работе, жала у таких паяльников выгорают до такой степени, что через некоторое
время приходится покупать новые, либо целиком менять паяльник. У современных
моделей такой проблемы нет.

Для того, чтобы безопасно очистить жало нового образца, существует специальная губка.
Некоторые этого до сих пор не знают, но ее нужно смачивать.

Каждый раз при пайке вытирайте об нее все остатки нагара и проблем с продолжительной эксплуатацией инструмента не возникнет.

При выборе
паяльника правильно подбирайте подходящее жало. Диаметр жала должен быть на
порядок больше диаметра провода, иначе температура жала будет сильно падать при
контакте с проводом и прогреть место пайки не получится.
Наибольшее
распространение получили 4 вида из них:

отвертка
Для пайки
крупных компонентов.
скошенная кромка
Для переноса
припоя.
конус
Для средних
по размеру компонентов.
игла
Для работы с
мелкими деталями (SMD диоды).
У
качественных моделей в комплекте идет сразу несколько видов с разной формой.
Ошибка №10 Излишки припоя.
Бывает, что
при пайке электронных плат можно случайно переборщить с припоем. Либо
элементарно перепутать место пайки.

Что в этом
случае делать? Казалось бы, все просто. Достаточно заново разогреть место и
убрать все излишки олова.
Однако проделывать эту процедуру при помощи одного лишь паяльника не всегда безопасно. Дело в том, что такая чистка занимает много времени, и каждый раз касаясь компонента, вы разогреваете участок пайки все сильнее и сильнее.
В конечном итоге у вас выгорит кусочек платы, а дорожки просто расплавятся.

Кто-то советует
в этом месте по возможности цеплять “крокодильчик”, который должен забирать
излишки тепла на себя.

А что делать, если на плате не одна точка пайки, а несколько в ряд?
Чтобы безопасно выпаять длинный компонент, профессионалы рекомендуют использовать оплетку.

Это что-то вроде медной косички с флюсом внутри. Прикладываете ее в нужную точку, сверху придавливаете паяльником и не спеша протягивать вдоль.
При этом она впитает в себя все излишки припоя, освобождая место пайки. Есть еще и специальные оловоотсосы, но эти приспособы для тех, кто постоянно и профессионально занимается пайкой.
Для всех остальных достаточно будет и косички. В качестве нее можно приспособить медную оплетку от экранированного провода (антенный или телевизионный кабель РК).

Только перед использованием обработайте «сеточку» жидкой канифолью.
Источники — AmperkaRu, AlexGyver
Схемы и выкройки
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Краткая история пайки металлов
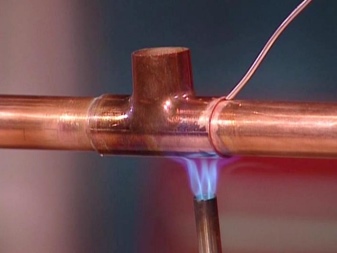
А есть ещё и медные «молотки», разогреваемые паяльными лампами и ими паяют медные радиаторы автомашин, любые стальные вещи.
Эти паяльники действительно по форме напоминают средние по размерам молоточки, у них самое большое жало (до 3-4 см), что даёт быстрое соединение металлов на большой площади.
Раскопки древнейших поселений мира дают право ученым говорить, что тысячи лет назад пайкой обладали египтяне, римляне, греки и китайцы. Их методами и сегодня пользуются ювелиры, паяющие драгоценные изделия золотом.
Пайка медью началась несколько позже, и только десять столетий назад – латунью.








Подбираем паяльник
Если вы не занимаетесь радиоделом профессионально (скорее всего это так, иначе вы не изучали бы этот материал), у вас в арсенале обычный паяльник в одном экземпляре. О паяльной станции речь и вовсе не идет, поскольку это достаточно дорогой (хотя и очень удобный комплект). Но для начинающего мастера это излишество.
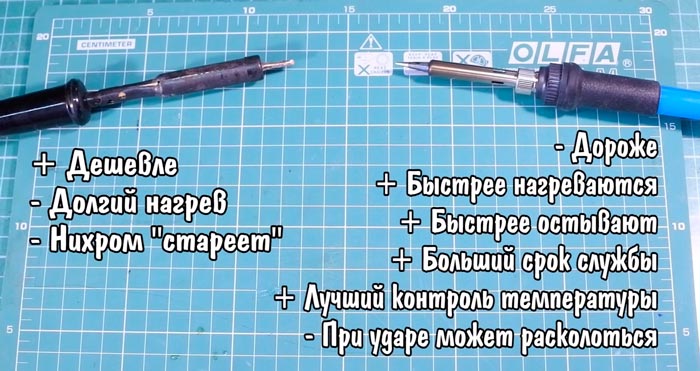
Вернемся к паяльникам. Классика — это нихромовый нагреватель и медное жало. На самом деле, это лучшее сочетание, но для ручного управления. Никакого контроля за температурой, плавный медленный нагрев. При этом медное жало отлично держит градус, и зачастую компенсирует теплоотвод в месте пайки. Еще одно преимущество — мягкий материал позволяет формовать любую конфигурацию наконечника. Можно буквально расклепать и выпилить жало под конкретный вид пайки.
Единственный недостаток — медь быстро выгорает, и такой тип жала фактически является расходным материалом. Его постоянно приходится обтачивать напильником.
На иллюстрации изображена классическая форма «отвертки». Универсальный кончик для большинства любительских работ.
Если ваш «нагревательный прибор» оснащен регулятором температуры — необходимо учитывать инертность меди. Заданную цифру он набирает медленно, и также неторопливо остывает.
Керамическое жало с серебряным напылением — это современный аксессуар. Если стоит вопрос, как работать с деталями SMD формата, или как выпаять микросхему из двухсторонней платы — это ваш вариант. Однако им не так удобно паять мощные теплоемкие провода и контакты.
Такой паяльник моментально греется, и на нем можно точно контролировать градусы (при наличии регулятора).
Способ нагрева может быть любым. Такой же керамический нагреватель, как и жало, или нихромовый. Еще на медных паяльниках применяются индукционные нагреватели, но это скорее экзотика.
Правила проведения паяльных работ
Прежде чем знать, как правильно пользоваться паяльником, необходимо все работы проводить в проветриваемом помещении, а если нет возможности проветривания, то оборудуйте место с сильной вентиляционной вытяжкой. Далее рабочая подготовка паяльника предусматривает зачистку металлической поверхности при помощи наждачной бумаги. Места грязи и дефектные участки обрабатываем напильником или усиленной наждачной бумагой. После этого берём небольшую кисточку и аккуратно намазываем кислотой повреждённые участки. После этого наносим припой на поверхность, который должен иметь жидкообразную форму.
Процесс пайки кислотой
В целом жидкий припой обеспечивает защиту обрабатываемой части поверхности, при кипении готовый кислотный флюс выходит на рабочую поверхность. Когда застынет припой, места обработки надёжно и полностью герметично фиксируются. Работа с паяльником предусматривает использование мощного прибора или фиксация при помощи открытого огня. При необходимости, можно использовать иные источники тепла, которые можно адаптировать с другими материалами металлической поверхности.
Особенности проведения пайки
Перед началом работы, необходимо подготовить место и инструменты, которые вы будете использовать для пайки. Ниже предлагаем вам информацию что нужно для пайки паяльником список, где указаны основные моменты предстоящей работы:
- Используйте паяльники с низковольтным напряжением, желательно 24В или 12В, и даже 6 В.
- Все паяльники должны быть заземлены, даже если это низковольтный прибор.
- Перед процессом пайки обязательно прогреваем плат специальным феном, а большеразмерные предметы над источником тепла.
- Тело специалиста также должно быть заземлено. Для этого используйте специальные заземляющие браслеты.
- Для миниатюрных плат не используйте кислоту, применяйте канифоль.
- Все работы проводите в специальной защитной маски или в очках-бинокулярах, для мелких работ.
- При необходимости дайте материалу остыть, чтобы продолжить технологический процесс пайки.
- В некоторые случаях используйте спирт для очистки поверхности.
- По окончании работы просушите поверхность обрабатываемого изделия.
- Используйте только проверенные компоненты для того, чтобы вы могли эффективно решить задачу – как правильно паять паяльником с кислотой латунь, медь, олово или другой металл.
Помещение обязательно нужно проветрить, используйте вентиляционные устройства и прочие технологические приборы. Все кислотные вещества необходимо хранить в специальных тарах. В качестве посуды используйте только такие основы:
- Стекло.
- Керамика.
- Фарфор.
- Фторопласт.
Такой материал посуды не контактирует с кислотой и не будет повреждений в рабочем процессе и в результате хранения кислоты в дальнейшем.
Инструменты и материалы для работы
Чтобы правильно подготовиться к паяльным работам, необходимо заранее подготовить инструменты и материалы, которые включают примерный список:
- Паяльник.
- Кислота.
- Подставка для паяльника.
- Пассатижи.
- Технический пинцет.
- Нож с тонким лезвием (можно канцелярский).
- Оловоотсос или специальная медная плётка.
Процесс пайки также имеет ряд последовательностей, которые необходимо соблюдать мастеру, в частности:
- Производим зачистку места проведения пайки дол блеска.
- Кисточкой обрабатываем место будущего припоя, аккуратно смазываем места, предотвращая попадания на руки кислоты.
- Плотно сжимаем обрабатываемые части.
- Обрабатываем место пайки при помощи паяльником, используем дополнительный источник тепла при необходимости.
- Даём остыть материалу.
- Очищаем поверхность от излишков.
Работы с паяльником можно осуществлять самостоятельно, как и приготавливать кислоту. Во время работы обязательно соблюдаем нормы и требования техники безопасности при работе с химическими компонентами, а также соблюдаем требования пожарной и электробезопасности. Несмотря на это, кислота для пайки остаётся популярной в среде специалистов. Учитывая химическую природу вещества, по окончание работы обязательно проветрите помещение и тщательно вымойте руки с мылом. Особые свойства кислоты позволяют качественно и эффективно устранять дефекты на различных металлах, которые присутствуют в нашей обыденной жизни.
Типы отопительных систем
Обзор видов
Селективная пайка позволяет формировать надежные стыки на выводах штыревых компонентов радиоэлектроники. Данная технология отличается от традиционного соединения волной припоя. Пайка производится в единичных точках обрабатываемых плат. Плотный монтаж, расположение выводов под корпусом, мелкий шаг расстановки перестают быть серьезной проблемой. Основные процессы и этапы, однако, те же самые, что и при классической методике.
Термин «криволинейная спайка» относится преимущественно к соединению подвесных потолков. При строгом соблюдении технологии удается добиться практически невидимого шва.
Криволинейное соединение, однако, создать весьма трудно, и работа очень дорога.

Низкотемпературная
Подобный вариант работы стал очень популярным во второй половине ХХ века. Его распространение связано с появлением радиоэлектронной промышленности и особенно компьютеростроения. Только манипуляции при сравнительно низкой температуре позволяют обеспечить сохранность тонких электронных плат и отдельных микросхем. Но не стоит полагать, что мягкая пайка возможна только на хорошо оборудованных производствах со сложной аппаратурой. Существуют отдельные варианты, доступные практически любому радиолюбителю.
Роль припоя — не главная, а всего лишь упрочнение создаваемых соединений. Мягкие припои допускается применять и в токоведущих стыках. Паять такими составами можно самые разные металлы, но придется тщательно учитывать параметры подготовки.
Высокотемпературная
Этот термин относится к соединениям, получаемым при температуре не ниже 450 градусов. Высокотемпературное паяное соединение плотнее. Но надо учитывать, что при этом получаются существенные изменения структуры материала. Много проблем возникает при высокотемпературной пайке чугуна. В отдельных случаях нагрев происходит до 1000 градусов и даже выше, но такая необходимость возникает редко.

Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
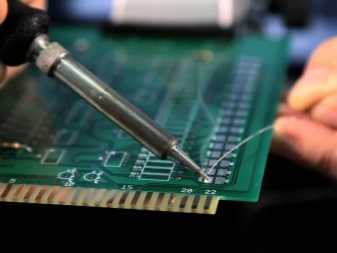
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Это интересно: Как правильно варить вертикальный сварочный шов для начинающих: рассмотрим со всех сторон
Как правильно паять паяльником – советы, видео
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
-
При подаче припоя на детали с паяльника , на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку.
-
При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника.
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества.
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Как паять провода
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- провод опускается в ванночку с канифолью;
- капля припоя с помощью паяльника распределяется по медным жилам;
- чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- залуженный конец провода окунается в разогретый припой, излишки которого удаляются.
Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой. Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Если из-за наличия эмали или лака проводник не хочет лудиться, то можно применить обычный аспирин. Для этого таблетку нужно положить на дощечку и, прижав к ней проводник, прогреть его несколько секунд. Таблетка должна начать плавиться, а выделяемая кислота разрушать лак.
Препятствовать лужению на старых проводах могут окислы, которыми они бывают покрыты. Справиться с ними поможет та же таблетка аспирина.
Для лужения провода из алюминия необходим «Флюс для пайки алюминия». Он является универсальным, поэтому использовать его можно для соединения металлов с химически стойкой окисной пленкой. При этом во избежание коррозии не нужно забывать после пайки очищать изделия от остатков флюса.
Следует знать, что недопустимо скручивать вместе алюминиевый и медный провода. Фиксировать их можно только через промежуточный элемент, в качестве которого можно применить другой металл, клеммный зажим, разделение шайбами.
Для правильной пайки с помощью паяльника требуется тщательная подготовка деталей и инструментов. Во время самого процесса слой припоя всегда должен быть защищен флюсом. Для различных материалов подбирается соответствующей мощности прибор и необходимой формы жало. При выдерживании оптимального температурного режима и правильном соединении деталей пайка получится надежной и будет долго служить.