Выбор ступенчатого сверла по металлу
Содержание:
- Какое сверло лучше использовать
- Сверла для нержавеющей стали.
- Как работает сверло Левиса?
- Охлаждающие и смазочные материалы
- Когда нужно точить?
- В каком порядке точить сверла
- Используем станок
- Режимы сверления
- Использование
- Преимущества и недостатки ступенчатой конструкции
- Способ ручной правки на плоском камне
- Специфика заточки сверл с различной формой режущей части
- Преимущества использования специальных приспособлений
- Как заточить ступенчатое сверло своими руками
- Как заточить ступенчатое сверло?
- Что это такое и для чего нужно?
- Видео: традиционный японский домик
- Грудничок насморк лечение: физраствор, капли в нос, аквамарис. Заложен нос у грудничка что делать: эффективные аптечные средства, народные способы. Как чистить нос новорожденному ребенку в домашних условиях
Какое сверло лучше использовать
Перечень сверл для нержавеющей стали, которые однозначно подойдут, чтобы просверлить металл:
- Любой инструмент, в сплаве которого присутствует кобальт. Чем выше процент этого компонента, тем лучше. Кобальтовые изделия отличаются от обычных желтоватым оттенком. Не стоит путать кобальтовый сплав с нанесением этого металла лишь на внешнюю часть сверла методом гальваники. В последнем случае просверлить нержавейку не удастся.
- Дорогостоящий специализированный инструмент. Такие победитовые сверла могут просверлить нержавейку, а не только бетон. Они имеют определенный угол заточки победита.
- Для тонкой нержавейки можно применить сверло в форме пера для керамической плитки. Это не лучший вариант, но поможет одноразово просверлить заготовку.
Применение кобальтового сверла
Из старых советских сверл по нержавейке наиболее подходящим будет инструмент с маркой Р6М5К5. Этот тип оснастки содержит в составе сплава до 5 % кобальта. За счет этого элемента инструмент приобретает высокую прочность, а температура нагрева может достигать 135 градусов по Цельсию, что не влечет за собой разрушения материала. Изделия такого качества можно найти только на рынках, где продают старое советское оборудование, и то не всегда. Альтернативой кобальтовому сверлу отечественного производства выступает зарубежный аналог под маркой HSS-Co.
Сверла для нержавеющей стали.
Разнообразие сверлильного оборудования на сегодняшний день может поставить в тупик даже опытных специалистов.
Самыми распространенными являются кобальтовые сверла. Их название указывает на наличие кобальта в химическом составе сплава. Сверло по нержавеющей стали относится к изделиям из быстрорежущей стали. Повышение процентного содержания кобальта увеличивает красностойкость, сплав сохранят свои свойства после нагрева до температур красного каления. К ним относят инструментальную сталь Р6М5К5, основной материал для изготовления режущего инструмента для нержавейки на отечественных и зарубежных рынках.
Помимо материала важна сама конструкция сверла. Самые дорогие и качественные из них изготавливают при помощи технологии, когда канавки формируют на шлифовальных станках. Отсутствие деформационных напряжений делает их более крепким и расширяет режимные параметры сверления. Такие канавки не имеют микроскопических заусениц и упрощают выход стружки, предотвращая залипание бороздок. Угол затачивания сверла должен быть 135 градусов. Это приводит к снижению нагрузки.
Как работает сверло Левиса?
В начальный момент сверления в материал вдавливают коническое остриё, которое при вращении внедряется вглубь. Затем на него опирается основная, спиральная часть сверла. В отличие от других конструкций свёрл по дереву, у рассматриваемого инструмента в начальный момент имеется только одна рабочая кромка, а далее сверление происходит спиральной режущей частью. При увеличении общей длины режущей кромки это способствует снижению общего осевого усилия на сверло, но увеличивает риск заклинивания и «увода» сверла от центра.
Читать также: Сферы бизнеса с применением фрезерных чпу станков
Первую проблему решают следующим образом. Во–первых, сверло Левиса предпочтительно устанавливать на низкооборотистые, более мощные дрели. Во-вторых, такие спиралеподобные свёрла нецелесообразно использовать для получения отверстий в твёрдых породах древесины, т. к. получающаяся при этом стружка способствует заклиниванию отхода в довольно длинной канавке. Обычно число оборотов выбирают обратно пропорционально диаметру получаемого отверстия.

Для решения второй проблемы спиральное сверло можно использовать в качестве развёртки, а предварительный проход, за исключением особо глубоких отверстий, выполнять при помощи обычного сверла. Из опыта эксплуатации известно, что прямое получение отверстий при помощи сверла Левиса целесообразно для диаметров, не превышающих 15…30 мм. В остальных случаях пользуются перьевыми свёрлами, а спиральное применяют только на последнем проходе, когда требуется повысить гладкость боковых стенок.
Влажность древесины при использовании такого сверла значения не имеет, так же, как и направление волокон древесины.
Охлаждающие и смазочные материалы
Смазка области, которую нужно просверлить в нержавейке, является основным условием успешного получения отверстия. Самый простой и доступный способ – приобрести машинное масло и серу коллоидную (за альтернативу можно взять серу для окуривания). Крупные куски серы измельчают до состояния порошка и смешивают с маслом. Подачу раствора в область обработки нужно осуществлять постоянно – неправильным подходом будет окунать периодически режущие кромки сверла в смазку.
Для сверления отверстий в нержавейке существуют более эффективные смазочные растворы, которые можно приготовить в домашних условиях. Это касается, например, раствора на базе серы и жирных кислот. Способ приготовления:
- Хозяйственное мыло измельчают путем натирания на средней терке.
- Полученный материал растворяют в емкости с горячей водой до состояния насыщенного мыльного состава.
- Берут техническую соляную кислоту и медленно выливают в ту же емкость. В результате химической реакции жирные кислоты будут подниматься в верхние слои раствора.
- После окончания процесса наливают холодную воду, чтобы жирные кислоты затвердели, потом их механически отделяют от общей массы.
- Серу и смазку смешивают в пропорции 1:6.

Когда нужно точить?
Заточка сверла по металлу нужна в следующих случаях.
- Соскакивает с намеченной при помощи керна точки.
- При попытке просверлить без разметки будущего отверстия сверло не зацепляется верхушкой острия за выбранную точку, а «гуляет», какие бы усилия мастер ни прилагал.
- Появляется биение, стук, шум при сверлении, переходящий в высокочастотный лязг. Стук и вибрация расшатывает дрель (или перфоратор). На разбитой тупыми свёрлами механике сверлить новыми, только что купленными бурами нельзя: новое сверло от этого часто ломается.
- Перегрев даже после минуты непрерывной работы. Перекаливание быстрорежущей стали приведёт к потере её прочностных свойств (вязкость, твёрдость), и изделие будет пригодно лишь для работ по дереву, а не по металлу.
- Металлические частицы становятся рваными, спиральная стружка исчезает.
В каком порядке точить сверла
Заточка выполняется в определенном порядке.
-
Затачивается задняя поверхность. При этом следят, чтобы перемычка оставалась ровной, а грани – симметричными. Для сверл малого диаметра (до 4 мм) заточка выполняется только по задней поверхности, причем вращать и сдвигать инструмент в процессе заточки нельзя – нарушиться плоскостность грани.
- Сверла большего диаметра затачивают также по передней поверхности, а при необходимости – по ленточке и перемычке.
- По шаблону проверяют правильность угла заточки сверла по металлу. Если угол не выдержан – доводить кромки нельзя, требуется полностью перетачивать инструмент.
То же касается дефектов, получившихся в результате различных ошибок в работе – например, плохого закрепления точильного камня, из-за чего началась вибрация.
К сожалению, передать в фото и пояснениях весь процесс заточки сложно, поэтому рекомендуем посмотреть видео по особенностям сверл в целом и вопросам их переточки в частности.
Используем станок
Самый простой способ заточить бор – использовать станок. Различают профессиональные и бытовые модели.
Первые стоят от 20 до 100 тысяч рублей, вторые – намного дешевле – от 1,5 до 5 тысяч рублей. Особой популярностью пользуются станки от компаний-производителей: «ДИОЛД», «Sturm», «Энергомаш», «Энкор», «Орегон».

Проще всего заточить сверло по металлу, используя специальный станок. Для работы в домашних условиях выбирайте бытовые приборы
При выборе станка ориентируйтесь на следующие параметры, чтобы правильно точить буравы по металлу и другим материалам:
- работает от сети напряжением 220 вольт;
- имеет прозрачный экран для защиты;
- предназначен для разных видов оборудования;
- имеет устройство экстренного отключения;
- защищен от перепадов напряжения электросети (в конструкции есть устройство защитного отключения);
- частота вращения заточного элемента – не менее 1000 оборотов в минуту
Режимы сверления
Правильный выбор режима сверления является залогом получения качественно выполненного отверстия. Основными составляющими скорость, подача и крутящий момент.
Скорость резания — условная величина, определяющая, как быстро вращается точка, расположенная на поверхности инструмента относительно его центра. Это означает, что для разных диаметров сверл нужно выбрать различные обороты, чтобы добиться одной и той же скорости резания.
Пример. Для стали 08Х13Н толщиной 10-15 миллиметров в справочнике указана скорость резания 20м/мин. При необходимости просверлить отверстие диаметром 1 мм скорость вращения шпинделя сверлильного станка должна составлять 6366 оборотов в минуту. Если отверстие сверлится диаметром 10 мм то обороты не должны превышать 637 оборотов за 60 секунд.
Подача сверла в металл означает величину перемещения в глубину просверливаемого отверстия за определенное количество оборотов. То есть это скорость погружения. Измеряется в миллиметрах за 1 оборот
Важно выдерживать рекомендуемые величины для получения качественного результата и уменьшения воздействия стружки на режущие кромки
Крутящий момент, передающейся сверлу в процессе сверления, является важным фактором для сверла и материала, определяет выбор стали для сверла и состав охлаждающих жидкостей. Обычными словами, это нагрузка на сверло, возникающая вследствие сопротивления материала деформациям, создаваемым кромками сверла.
Выбор каждого из параметров обусловлен маркой нержавеющей стали, толщиной листа или детали, выбора оборудования, подбором способа охлаждения, материала сверла, шероховатости поверхности и прочих факторов. По основным маркам существует множество справочной литературы и режимных карт. Правильный подбор и высокая квалификация технолога, составляющего режимные карты, позволит избежать дополнительных обработочных операций и доводки, снижая себестоимость производства.
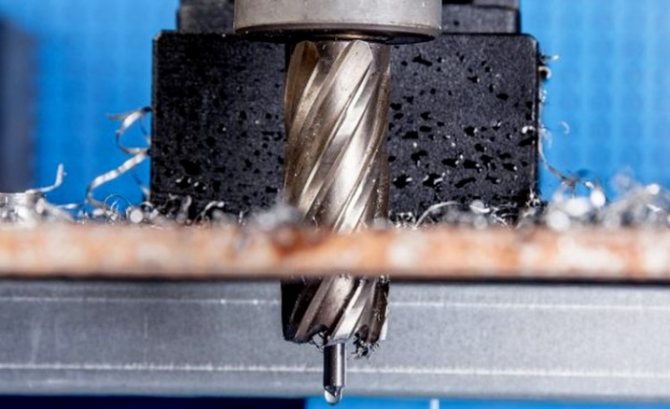
Использование
Преимущества и недостатки ступенчатой конструкции
Многоступенчатые свёрла по металлу выделяются в отдельную подкатегорию. Если рабочая поверхность конусного сверла может быть образована только прямолинейной канавкой, то многоступенчатая конструкция допускает и прямолинейные и спиральные поступательные канавки. Первые проще затачивать в домашних условиях, а вторые обеспечивают плавность хода при сверлении.
Фиксированные диаметры ступеней позволяют легче понимать размер высверливаемого сечения. Большинство моделей имеет шаг 2 мм, при этом высота ступеней у разных резцов варьируется. Плавные переходы снимают заусенцы, повышают эффективность сверления тонкостенного металла на 50 и более процентов. Благодаря ступенчатой геометрии одновременно с отверстием выполняется его фаска.

Способ ручной правки на плоском камне
Этим методом пользовались еще в старое советское время, когда массово работали ручными дрелями, а точильного станка у мастера не было. Приходилось править режущие кромки подручными средствами.
Использовали плоские точильные бруски, мелкую наждачную бумагу (нулевку), абразивные камни.
Технология трудоемкая, подходит только для тонких диаметров, требует строгой фиксации угла наклона оси вращения к плоскости наждака и точного расположения режущей головки.
Под нее разрабатывают различные фиксирующие подставки.
Как и в предыдущем случае, здесь можно только немного подправить кромки и задний угол резания. Поэтому этот способ используют радиолюбители и мастера, работающие с деревом.
Заканчиваю статью и выражаю благодарность Виктору Леонтьеву за его труд и предоставленную не только мне информацию, рекомендую посмотреть его видеоролик.
Вполне вероятно, что у вас остались какие-то вопросы по теме «Как заточить сверло по металлу в домашних условиях» или имеется желание высказать свое мнение по материалам статьи.
Сейчас самое удобное время для этого. Воспользуйтесь разделом комментариев.
Полезные товары
- 7 в 1 USB Цифровой вольтметр
- Цифровой штангенциркуль
- Электровал с пультом для рулонной шторы
Специфика заточки сверл с различной формой режущей части
Первым признаком, свидетельствующим о том, что сверло нуждается в заточке, является характерный скрип в начале его работы. Пренебречь данным показателем нельзя, потому как это может иметь дальнейшие негативные последствия:
- кромка сверла начнет крошиться;
- двигатель будет испытывать перегрузку;
- появятся заусенцы на обрабатываемой поверхности.
В первую очередь, способ заточки будет зависеть от формы режущей части сверла
Вопрос о том, как правильно заточить сверло, будет рассмотрен на примере спирального варианта. Способ заточки зависит от формы, которую необходимо придать режущей части. Вид заточки может быть следующим:
- одноплоскостным;
- двухплоскостным;
- цилиндрическим;
- коническим.
В ходе одноплоскостной заточки сверло просто приставляется параллельно к абразивному кругу, не перемещается. Таким простым способом можно затачивать сверла размером до 3 мм. Двухплоскостная заточка выполняется подобным образом.
Несколько сложнее производится коническая заточка. Сверло следует взять двумя руками: левой – ближе к конусной рабочей части, правой – за хвостовик. Прижимать инструмент нужно к торцевой части шлифовального круга режущей кромкой и задней плоскостью. Правой рукой следует покачивать сверло. Подобным способом выполняется и цилиндрическая заточка.
Заточка сверла конической формы производится с торцевой стороны шлифовального круга
Как заточить сверло правильно: возможные ошибки и их предупреждение
Несмотря на большое количество информации о том, как точить сверла по металлу, даже имея достаточные теоретические, а иногда и практические знания, многие допускают ряд ошибок. Предсказать последствия нетрудно: при обточке крошится режущая кромка, инструмент перегревается, рез имеет погрешности размеров, возможны шероховатости и неровности на обработанных поверхностях.
К типичным ошибкам при заточке сверл относятся следующие отклонения от нормы:
- Разная длина режущих кромок. Центр сверления является смещенным относительно оси инструмента. Заточенное таким образом сверло будет испытывать биение, попасть точно в центр станет крайне затруднительным. Чаще всего такие сверла в процессе работы ломаются.
- Асимметричность углов при точно выставленном центре. После такой обработки у инструмента останется рабочей только одна режущая кромка. Сверло будет нагреваться, а выполненное им отверстие приобретет диаметр больше, чем у инструмента.
Ошибки при заточке сверл допускают не только новички, но иногда даже профессионалы
Перечисленные выше ошибки более всего являются следствием неправильно разработанного точильного устройства. И здесь снова стоит вернуться к чертежам. Приспособление для заточки сверл своими руками должно иметь функциональный держатель угла заточки. Его применение обеспечит правильное выполнение обработки режущих поверхностей.
Показатели величины углов заточки сверл по металлу
Независимо от того, на каком устройстве выполняется заточка, процесс должен быть контролируемым. В данном плане наиболее совершенные станки с электронным управлением. Возможность регулировки на электромеханических устройствах также позволяет качественно выполнить обработку.
Очень важным показателем является величина угла заточки. Она неодинакова у разных материалов, так как последние отличаются уровнем плотности и спецификой структуры.
Таблица, содержащая информацию о правильных углах заточки сверл:
| Обрабатываемый материал | Угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120° |
| Бронза мягкая, латунные сплавы | 125-135° |
| Медь красная | 125° |
| Алюминий и мягкие сплавы на его основе | 135° |
| Гранит, керамика | 135° |
| Древесина любых пород | 135° |
| Магний и сплавы на его основе | 85° |
| Силумин | 90-100° |
| Пластик, текстолит | 90-100° |
Контролировать правильность заточки сверл удобно при помощи шаблонов.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Как заточить ступенчатое сверло своими руками
Длительное использование буравчика приводит к тому, что оно становится тупым. Это вызывает необходимость в обладании информации о том, как его правильно заточить. Несмотря на то, что это нелегкая процедура, при наличии достоверной информации и навыков все получится.
Процедура заточки конусного сверла требует соблюдения такой последовательности действий:
- закрепить буравчик при помощи тисков;
- установить на болгарке точильный круг;
- соблюдая аккуратность, заточить режущие стороны, которые подверглись повреждению.

Известно несколько вариантов заточки ступенчатого сверла. Например:
- Одноплоскостная. Посредством этого вида заточки выполняется заточка инструментов, толщина которых не превышает 3 мм. В процессе заточки рекомендуется приложить инструмент к заточному кругу, перемещая буравчик вдоль круга. Стоит отметить, что использование этого вида заточки может привести к небольшому повреждению режущей кромки сверла.
- Коническая. Рекомендуется применять для заточки буравчиков длиной от 3 мм и больше. В процессе работы рекомендуется легко прижать сверло к кругу и аккуратно перемещать его по рабочей поверхности.
- Доводка. Используется для исправления небольших погрешностей и неточностей, возникших после заточки. Для работы следует брать мягкий заточной камень.
Самостоятельная заточка ступенчатых буравчиков требует отличного освещения, зрения и аккуратности.
Как заточить ступенчатое сверло?
Подобный процесс проводят исключительно на режущих кромках, переходы трогать нельзя, потому что в этом случае произойдет изменение геометрии рабочей поверхности. Правила заточки:
- для работы нужно использовать точильный станок;
- ступенчатое сверло направляют так, чтобы абразивный круг двигался по спирали;
- подачу сверла проводят с помощью специального устройства;
- использовать рекомендуется только мелкие абразивы.
Инструкция, как заточить конусное ступенчатое сверло:
- размещают в исходное положение;
- медленно проводят подачу вперед до момента касания с абразивом;
- двигают его одновременно в разных направлениях: наконечник вверх, хвостик вниз, сверло вдоль оси;
- поворачивают изделие вокруг продольной оси на 180º и повторяют все заново.
https://youtube.com/watch?v=aBsS2bMGt58%250D
Что это такое и для чего нужно?
Сегодня рынок инструментов представлен большим выбором сверл от различных производителей. Вне зависимости от вида изделия предназначены для выполнения разнообразных операций по обработке металла. Преимущество ступенчатого сверла заключается в особенности его конструкции. Улучшенная прочность режущих кромок позволяет добиться длительного срока службы изделия и снижает необходимость проведения регулярного ремонта.
Конусное ступенчатое сверло – наиболее востребованный и универсальный инструмент. С его помощью обрабатывают стальные листы толщиной в 5-6 мм с целью получения надежных отверстий.
Также инструмент можно применять для работы со следующими материалами:
- пластик;
- гипсокартон;
- дерево.
Двухступенчатое сверло представляет собой специфическую насадку, используемую в различных станках. Конструкция сверла содержит рабочую часть, обеспечивающую вращение сверла, и хвостовик, имеющий форму цилиндра или шестигранника.
Рабочая область конструкции делится на 3 части:
- наконечник небольшой толщины, необходимый для организации предварительного засверливания;
- скошенные переходы, предусмотренные между ступенями (такое устройство позволяет избавиться от заусениц);
- режущий край: с его помощью происходит создание отверстий.
Хвостовик сверла может иметь разную форму. Она определяется в зависимости от области, в которой планируется использовать инструмент. Также к данной категории относят многоступенчатые сверла.
Основу формы сверла составляет конус. С его помощью получается обработать материал посредством достижения высоких скоростей, по технологии «елочка». При этом качество полученной кромки отверстия будет высоким даже в случае сверления тонкой листовой стали.
Сверла оборудованы острым наконечником, что предотвращает необходимость применения дополнительного инструментария. С помощью подобных агрегатов удается облегчить выполнение работы по обработке металла или других материалов. Приспособление используют в следующих сферах:
- строительство;
- автомобилестроение;
- ремонтные работы;
- ландшафтные работы.
Каждый режущий инструмент имеет отличительные характеристики, а также положительные и отрицательные свойства. Если рассматривать сверла, то к преимуществам подобного оборудования следует отнести следующее.
Возможность сверления отверстий с помощью одной насадки.
Устойчивость к износу.
Отсутствие необходимости кернения места сверления при выполнении поставленной задачи. Кончик сверла практически сразу врезается в материал.
Сочетание функций разных инструментов.
Плавный переход меньшего диаметра к большему
Такая опция позволяет снизить или вовсе исключить деформацию материала, что важно, когда речь заходит об обработке тонких листов.
Универсальность использования. Сверла можно применять в качестве основного оборудования на стационарном станке или на ручном электроинструменте.
Применение абразивного напыления для повышения прочности.
Отсутствие необходимости проведения регулярной заточки.