Какие электроды лучше выбрать для сварки инвертором
Содержание:
- Самые распространенные марки электродов и сфера их применения
- Что стоит учесть перед покупкой прибора
- Монолитное перекрытие по профлисту
- Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
- Аппараты аргонодуговой сварки TIG
- Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
- Регулировка сварочного тока
- Это Белорусский оригинал Кварцевого обогревателя
- Рейтинг качественных паяльников для полипропиленовых труб
- Разновидности сварки
- Устройство электрода
- Методика укладки пола
- Обогреватель Никатэн NT 200 керамический
- Марки электродов
- Мой отзыв
- Разновидности
- Рейтинг лучших электродов с основным типом покрытия
- От чего отталкиваться при выборе электродов
- Виды вытяжки для ванной
- Варим, режем
- Требования СанПиН к ванным комнатам
- Современные идеи дизайна штор на люверсах с тюлем
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.
- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.
- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.
- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.
Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Что стоит учесть перед покупкой прибора
Перед тем как приобрести инверторный сварочный аппарат, обратите внимание на следующие нюансы:
- Имеет ли техника защиту от перепадов напряжения. Сварочный полуавтомат инверторного типа должен быть защищен на 20-25%, если он предназначается для промышленного производства, и на 10-15%, если будет работать в бытовых условиях.
- Желательно выбрать сварочный инвертор с туннельной вентиляцией. Напоминаем, что пыль является одной из самых распространенных причин поломки даже лучших сварочных аппаратов инверторного типа.
- Какой класс защиты имеют самые востребованные модели? Как правило, рейтинг лучших сварочных инверторов включает в себя приборы со степенями защиты IP22 и IP23. Вентиляционные отверстия защищены от попадания твердых объектов специальными козырьками.
- При какой температуре можно использовать прибор. Как правило, инверторная сварка невозможна при температуре ниже, чем 0 градусов по Цельсию.
- Какая у аппарата производительность. Напряжение может составлять и 220-230 В, и 170-270В. Лучше сварочный инвертор выбрать с запасом мощности.
- Условия, в каких инвертор будет работать: бытовые с небольшой нагрузкой, на производстве с 8-часовой продолжительностью работы либо же предстоит интенсивная эксплуатация в течение 3-х смен.
- Есть ли в вашем регионе сервисный центр от завода-производителя, так как даже лучшие сварочные инверторы иногда могут выходить из строя.
Монолитное перекрытие по профлисту
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
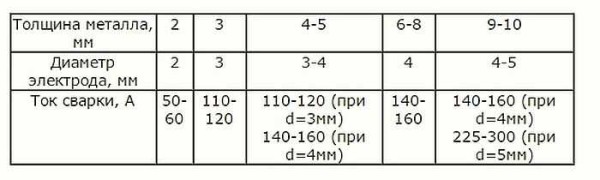
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.

Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
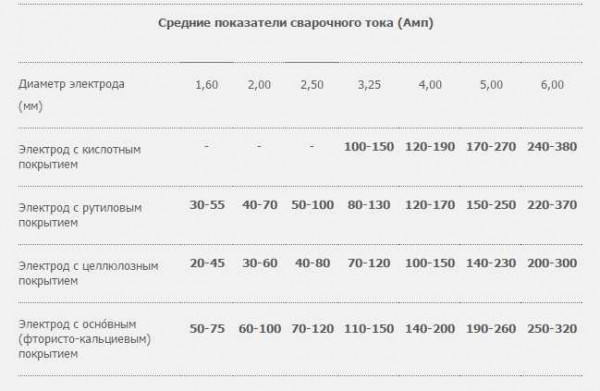
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.

Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Аппараты аргонодуговой сварки TIG
Технология Tungsten Insert Gas предусматривает сварку металлов в защитной среде с использованием присадочного материала и тугоплавких электродов из вольфрама, которые почти не расплавляются в процессе работы. Горелка tig г-образной формы подает в рабочую зону аргон. Электрод вставляется в сопло из жаропрочной керамики. Благодаря аргоновой атмосфере, на формируемом шве не образуется шлак, не надо применять при сварке защитные флюсы. Шов по технологии TIG получается наиболее прочным и аккуратным, процесс сварки не требует постоянного контроля. Производятся такие сварочные аппараты двух типов: с выпрямителем или инвертором.
Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
Регулировка сварочного тока
Сварочный ток, используемый в инверторе Ресанта, выставляется в соответствии с диаметром электрода. Данная информация приведена в таблице, она также указывается и на упаковке изделий. Простейший расчет предполагает для каждого миллиметра в диаметре от 20 до 30 А сварочного тока. Несмотря на такой широкий диапазон, получаются хорошие результаты, приемлемые для работы. Кроме того, нужно учитывать, каким образом будет накладываться шов. Если сварка выполняется без отрыва – следует пользоваться низкими токами, а с отрывом – потребуется повышенный ток.
В качестве примера можно взять изделие на 3 мм. В этом случае расчетная величина сварочного тока составит 60-90 ампер. Фактически, такие электроды могут работать в более широком диапазоне – 30-140 А. Для непрерывной сварки требуется ток 70-90 ампер, а для работы с перерывами – 90-120 А. Эти показатели могут изменяться в сторону увеличения или уменьшения. На них дополнительно влияет скорость, с какой движется конец электрода, марка и степень текучести металла, расположение шва – вертикальное или горизонтальное.
Специалисты рекомендуют новичку подбирать токи опытным путем. Изначально выставляется номинальное значение, а затем с помощью регулировок нужно добиваться наиболее оптимального варианта. Тогда и работать будет значительно удобнее, и качество шва будет выше. Основным качественным показателем служит сварная ванна, на состояние которой и нужно ориентироваться во время работ.
Это Белорусский оригинал Кварцевого обогревателя
Достоинства:
- высший класс
- встроен терморегулятор
- климат контроль
- таймер времени
- блокировка от детей
Недостатки:
- низкая цена
Рейтинг качественных паяльников для полипропиленовых труб
CANDAN СМ-01
Паяльник для раструбного соединения с мечевидной формой нагревателя подойдет для большинства труб. Максимальная мощность равняется 1.5 кВт, поэтому устройство подойдет для использования в квартирах и загородных домах с обычной проводкой. Максимальная температура нагрева достигает 320 градусов.
Питание происходит от сети 220 В. Благодаря этому варианту, человек может сварить трубы вплоть до диаметра 75 мм. В комплекте имеется 4 насадки, где минимальное значение – 20 мм, максимальное 40 мм. Тефлоновое покрытие имеет хорошую толщину и не испортится после пары применений.
В комплекте пользователя ожидает удобная рулетка, труборез и отвертка. Конечно, качество оставляет желать лучшего. Вес прибора – 7 кг.
Средняя стоимость – 2500 рублей.
CANDAN СМ-01
Достоинства:
- Простота;
- Эргономичность;
- Надежность;
- Качество сборки;
- Скоростной нагрев;
- Качественное покрытие.
Недостатки:
ROWELD P 63 Т/P
Отличный прибор от немецкого производителя, который упростит процесс раструбной сварки до минимума. Антипригарное покрытие прослужит человеку несколько лет безотказной работы. Для удобства имеется световая индикация, которая уведомляет пользователя о текущем состоянии устройства. Поддерживает работы с ПП трубами от 20 до 63 мм.
Средняя стоимость – 23 000 рублей.
ROWELD P 63 Т/P
Достоинства:
- Гарантия;
- Нагрев;
- Высокое качество сборки;
- Подойдет для выполнения профессиональных работ;
- Качественные насадки.
Недостатки:
СПЕЦ ПТП-1000
Российский прибор мечевидной формы, предназначенный для проведения самостоятельных монтажных работ. Благодаря маленькой мощности (980 Вт), устройство можно безопасно эксплуатировать при любых условиях. Имеется удобный регулятор температуры (максимальное значение – 300 градусов).
Устройство работает от домашней сети 220 В. Поддерживает работы практически со всеми трубами не более 63 мм. Большим плюсом является 6 насадок, которые поставляются в комплекте. Также там присутствует один вспомогательный инструмент – отвертка и все.
Средняя стоимость – 2190 рублей.
СПЕЦ ПТП-1000
Достоинства:
- Простота работы;
- Хорошо нагревается;
- Удобная регулировка;
- Цена;
- Мощность.
Недостатки:
МЕГЕОН 98100
Эта модель предназначена для людей, которым необходимо производительное устройство, но с малой мощностью. Ведь здесь она равна 600 Вт, при этом максимальная рабочая температура достигает 280 градусов. Работает от стандартной электрической сети 220 В.
Важно знать, что этот аппарат предназначен для раструбной сварки труб, чей диаметр не превышает 32 мм. Также его можно использовать при минусовой температуре -20 градусов
Средняя стоимость – 1600 рублей.
МЕГЕОН 98100
Достоинства:
- Легкая эксплуатация;
- Надежность;
- Минимальная мощность;
- Хорошее покрытие насадок.
Недостатки:
ДИОЛД АСПТ-4
Этот аппарат пользуется спросом у каждого любителя. Благодаря ему можно произвести сварку быстро и качественно. При этом его мощность равна 1.5 кВт, а максимальное значение температуры доходит до 300 градусам. Это устройство позволит соединить трубы диаметром от 20 до 63 мм, что делает его хорошим спутником при монтаже водопроводной системы.
В комплекте присутствует 6 насадок, рулетка, отвертка и перчатки. Аппарат должен эксплуатироваться только в плюсовой температуре от 15 градусов, иначе возможно возникновение неисправности. Гарантия – 1 год.
Средняя стоимость – 2700 рублей.
ДИОЛД АСПТ-4
Достоинства:
- Неплохое качество сборки;
- 6 насадок;
- Хорошее покрытие;
- Компактность;
- Стабильная температура;
- Легкий.
Недостатки:
Разновидности сварки
В различных отраслях требуется совмещение разных сортов металла. Соединить их вместе можно несколькими способами. Для одних подойдёт любой, другие не поддадутся свариванию без применения особой методики.
Ручной дуговой способ
Способ появился раньше других и является основным методом соединения металлов. Его используют как на крупных производствах, так и в частных мастерских. В основе лежит возникновение между металлом и электродом электрической дуги, расплавляющей поверхность. Метод применим и на свежем воздухе, и в закрытом помещении.
Этот способ имеет и другие преимущества:
- Отличается дешевизной.
- Не требует очистки от ржавчины и грязи.
- Пригоден для работы с металлом большой толщины.
- Не требует дополнительного оснащения.
Однако такой метод освоить довольно непросто. Есть у него и другие недостатки:
- Ограничение по минимальной толщине составляет 1,2 миллиметра. Более тонкий металл прожигается.
- Большой расход электродов.
- Требуется отбивать шлак со шва.
- Следы сварки в виде брызг остаются на поверхности.
Метод работы в газовой среде
Этот способ полуавтоматической сварки в специальной литературе обозначают аббревиатурой MIG. Вместо электродов используется проволока, которая подаётся с катушки в определённом темпе на место сварки, находящееся под защитой аргона или углекислого газа. В точке соединения практически не образуется шлак. Работать можно с различным по толщине металлом.
Метод несложен в освоении и может быть использован для соединения как тонких, так и толстых металлических листов. Кроме того, сваривать можно алюминий и нержавейку толщиной от 0,6 миллиметра. Метод быстро осваивается и широко применяется в разных отраслях промышленности.
Отдельный способ сварки при помощи специальной порошковой проволоки никакой защиты не требует.
Электросварка вольфрамовыми электродами
Этот метод требует присутствия инертного газа и обозначается как TIG. В таком случае происходит образование от нерасходуемого вольфрамового спецэлектрода к поверхности металла. При этом образуется плазменный столб. Для заполнения шва используется специальный металл. Этот метод еще называют плазменным.
Можно производить сварку и без наполнителя. Это способ аргонной сварки.
С помощью этого способа можно сваривать всевозможные стальные, медные, алюминиевые, магниевые и медные сплавы.
Кроме того что это самый медленный метод сваривания, он также наиболее сложный в обучении.
Устройство электрода
Устройство сварочного электрода
Электрод, обязательно применяемый во время сварки — достаточно тонкое изделие из металла, напоминающее внешне вязальную спицу, имеющее особое покрытие-обмазку. Во время сварки металл сердечника начинает расплавляться, а нанесенная на него обмазка оберегает формируемый шов от воздействия кислорода. Кстати, покрытие изделий может быть самым разным.
Схематичное изображение процесса сварки
Таблица. Типы обмазки.
Тип
Описание
Основной
Оптимальные изделия для работы с так называемыми ответственными конструкциями, трубами. Во время выполнения сварочной работы получаются пластичные и прочные соединения, не склонные к окислению. Кристаллизационные трещины возникают на шве редко. Маркировка литерой Б. В составе покрытия — углеродистые соединения магния и кальция, практически отсутствует водород, благодаря чему снижение характеристик свариваемых металлов не происходит. Электроды с такой обмазкой используются только на постоянном токе. Главный недостаток — во время работы формируется много шлака. И еще — перед работами с таким электродом свариваемую поверхность нужно тщательно очистить от масел, ржавчины, окалины и т.д., иначе есть риск получить внутри шва поры, снижающие его прочность.
Рутиловый
Такие электроды легко разжигаются и практически не разбрызгивают металл вокруг себя. Маркируются буквой Р. В основе покрытия — вещество рутил, есть еще кислород и кремний. Этот вариант обмазки имеется на электродах, применяемых в условиях постоянного и переменного тока
Работать важно в условиях умеренной влажности, иначе качество шва сильно ухудшается.
Целлюлозный
Такая обмазка содержит много органики (до 50%). Это органические смолы и сама целлюлоза
Маркировка таких электродов — литера Ц. Во время выполнения работ они выделяют мало шлака, но образуют много газов. Им легко выполнять работы в вертикальной ориентации. Варианты с такой обмазкой используются только на постоянном токе. Минусы — образуется много брызг, а также качество шва при работе со сталью может быть не самое лучшее из-за большого содержания водорода.
Кислый
Такие электроды позволяют получить сварочный шов практически без воздушных каналов, с ними можно варить элементы с окалиной и ржавые детали. В составе — марганец, железо, кремний и ряд других элементов. Маркируются такие электроды литерой А. Это вредный для здоровья сварщика вариант, требующий проводить работы исключительно в хорошо проветриваемом помещении. Также есть еще один минус — риск появления горячих трещин на шве.
Рутиловые электроды
Также все электроды делятся на две основные группы — плавящиеся и неплавящиеся.
- Плавящиеся варианты могут иметь стержень разного диаметра, имеющий обмазку. Именно благодаря последней дуга во время сварки получается оптимальной. Такие электроды обычно и используются для ручного типа сварки.
- Неплавящиеся варианты встречаются сейчас достаточно редко, так как работать ими нужно в особенной среде. Они отличаются сложностью подбора, потому новичкам их использовать не рекомендуется.
Методика укладки пола
Существует два способа, как постелить пол из досок в доме. Один из способов предполагает, что дощатый настил размещают на лагах, а другой – укладывать доски на прочное основание (прочитайте: «Как сделать дощатые полы по лагам: инструкция по монтажу»).
Какой бы из способов ни был избран, понадобится определенный комплект инструментов для работы:
- строительный уровень – капельный или лазерный;
- шуруповерт;
- пила обрезная;
- ломик;
- шлифовальный станок;
- строительный степлер;
- молоток;
- ножовка;
- дюбели;
- саморезы;
- гвозди.

Безусловно, этот набор не является универсальным, и могут понадобиться какие-либо еще инструменты и материалы – все зависит от ситуации.
Обогреватель Никатэн NT 200 керамический
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
В этой категории две позиции.
- МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
- МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB. Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Мой отзыв
Разновидности
Рейтинг лучших электродов с основным типом покрытия
Этот типа покрытия предназначен для работы при постоянном и переменном токе. Образуют швы высокого качества, поэтому данное изделие может применяться для ответственных соединений. Однако при этом возникают затруднения с зажиганием дуги, кроме того изделие имеет чувствительность к влаге. В связи с этим возникает необходимость в прокалке электродов, при этом режимы прокалки разных марок отличаются.
УОНИ 13/55
Очень популярная марка надежных электродов от российской фирмы Tigarbo, идеально подходящие для бытовой сварки при постоянном токе. Предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей, а также соединений, испытывающих воздействие низких температур. Шов отличается пластичностью и вязкостью. Средняя стоимость составляет 600 руб.
УОНИ 13/55
Достоинства:
- низкая чувствительность к отсыреванию;
- не образуется вредных включений в швах;
- создание долговечных и надежных соединений;
- стабильная защита сварочной ванны от кислорода.
Недостатки:
- необходимость обработки поверхности перед работой;
- затрудненное зажигание дуги (в том числе повторное);
- обязательный контроль за длиной и состоянием дуги.
ЭА-400/10У
Электроды российского производства, предназначенные для сварки ответственных соединений из нержавеющей, коррозионностойкой стали, а также изделий испытывающих на себе воздействие агрессивных сред (температурой до +360 градусов). Могут применяться при любом положении и направлении. Средняя цена 900 руб.
Достоинства:
- удобное зажигание;
- стабильное горение дуги;
- качество соответствует цене.
Недостатки:
- необходимость бережного хранения от сырости;
- обязательна прокалка.
LB-52U
Сварочные элементы японской фирмы Kobelco, хорошо справляющиеся со сваркой низкоуглеродистых видов стали при постоянном и переменном токе. Подходит для сварки ответственных конструкций, трубопроводов. Соединения отличаются герметичностью, высоким качеством ударной вязкости. Еще одно преимущество – формирование обратного валика, отличающегося аккуратностью. Средняя цена – 1 700 руб.
LB-52U
Достоинства:
- высокие показатели прочности и чистоты шва;
- простота в применении;
- поддержание и контроль дуги при любом направлении.
Недостатки:
- обязательная прокалка перед началом работы;
- при отсыревании происходит ухудшение качества;
- высокая стоимость.
ОЗЛ-8
Марка электродов российского производства, применяющихся для нержавеющей стали, а также материалов, состав которых отличается высоким содержанием хрома и никеля. Изделие подходит только для работы при постоянном токе обратной полярности, при этом длина дуги должна быть короткой. Шов получается прочным, не боящимся коррозии. Средняя цена составляет – 530 руб.
ОЗЛ-8
Достоинства:
- отсутствие трещин в шве;
- легкое отделение шлака;
- идеально для работы с нержавеющей сталью.
Недостатки:
ухудшение характеристик при отсыревании.
От чего отталкиваться при выборе электродов
Имеется ряд существенных параметров, на которые стоит обратить внимание при выборе электродов для инверторной сварки. Первое, нажну знать тип материала, с которым надо будет работать
Для работы с ответственным материалом нужно подбирать электроды уже проверенных производителей.
Изделия с основным покрытием соответствуют высокому качеству, они отличаются ударной жесткостью, пластичностью и механической крепостью. Швы, получились при работе с такими электродами, отличаются высокой устойчивостью к появлению микротрещин. Также они не предрасположены к старению. Предпочтение таким электродам необходимо отдавать, если планируется работа с ответственными конструкциями, которые будут использоваться в строгих условиях.
Если поверхность детали из углеродистой стали покрыта коррозией, то электроды необходимо использовать рутилового типа.
От того какой толщины деталь надо соединить инвертором, зависит не только диаметр электрода, но и непосредственно сила сварочного тока, который тоже выражает воздействие на качество получаемого шва.
Перед тем как проводить сварочные работы, необходимо верно подобрать электроды, это даст возможность сделать качественную спайку, даже при использовании самого простого и недорогого инвертора.
Виды вытяжки для ванной
Естественная вентиляция происходит благодаря перепадам давления и температуры различных слоев воздуха. Можно проветривать ванную, открыв дверь в нее, но влажный воздух распространится по всему жилищу.
Для многоквартирных домов вытяжки из разных квартир врезаются в общую вентиляционную шахту, а в частных домах все вентиляционные каналы продумываются и монтируются на этапе строительства дома. В интерьере ванной комнаты вытяжка обычно закрывается прямоугольной решеткой.
На многочисленных фото можно заметить, что располагается вытяжка в ванной максимально высоко от пола, в идеале вообще на потолке. Это обусловлено тем, что более теплый и насыщенный углекислотой воздух подымается вверх.
При монтаже естественной вентиляции допускается объединить несколько вытяжек на одном этаже. Рекомендуется использовать трубы для вентиляции из гладкого материала, например, пластиковые. Это будет способствовать увеличению производительности системы. Следует свести к минимуму количество углов и поворотов в вентиляции, а если они необходимы – максимально их сгладить.
Преимуществами естественной вытяжки для ванной являются отсутствие электропотребления и практически полная ее бесшумность.
Принудительная вытяжка для ванной подразумевает наличие вентилятора, обратного клапана, каких-либо электромеханических устройств. Обратный клапан препятствует проникновению в жилье воздуха из вытяжек в соседних квартирах.
Производительность такой системы выше, чем при естественной вытяжке, и монтаж ее рекомендуется, если естественная вентиляция не обеспечивает достаточной циркуляции воздуха.
В санузлах не должно быть приточной вентиляции, должна быть только вытяжная. Естественный ток воздуха происходит за счет зазора между низом двери в ванную и полом. В случае, если дверь в ванную с порогом, рекомендуется оставлять ее приоткрытой.
Наилучшим образом будет работать потолочная вытяжка для ванной, поскольку теплый влажный воздух будет беспрепятственно покидать помещение через расположенную на потолке вентиляционную шахту.
Варим, режем
Если вы работаете с тонкими листами металла, вам необходимо правильно подобрать электрод небольшого диаметра и величину сварочного тока. Если, к примеру, толщина края вашей детали 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну а сварочный ток должен достигать 35 А. Варить нужно с помощью прерывистых движений.
Вопрос какими электродами варить решается с учетом вида сварки и природы металла.
Поджигаем электрод и размещаем его точно по месту планируемого отверстия. Давим для хорошего прогрева. Переставляем электрод, снова давим и греем. И так до прорезывания отверстия нужной формы и величины.
Если вы режете листовой металл, то лист нужно фиксировать вертикально. В этом случае капли расплавленного металла будут стекать вниз, в противном случае вы рискуете получить внизу реза застывшие металлические сосульки.
Если говорить честно, то вся резка металлов сварочным аппаратом, даже самым продвинутым инвертором – не самая лучшая идея с технической точки зрения. Всегда есть риск плавки металла на месте реза – метал может попросту выплавиться. Лучший способ резки металла – болгарка.
Требования СанПиН к ванным комнатам
Современные идеи дизайна штор на люверсах с тюлем
Домашний текстиль занимает важнейшее место в создании неповторимой атмосферы домашних интерьеров. Сочетания цветов и фактур ткани позволяют сделать любое помещение стильным и роскошным. Шторы на люверсах довольно часто используются при оформлении современных интерьеров. Наиболее удачно такие модели занавесей смотрятся в интерьерах в стиле:
- минимализм;
- хай-тек;
- лофт.
Популярность штор на люверсах в этом дизайне объясняется тем, что они сочетают в себе простоту форм и интересные фактуры. Однако и в классических спальнях и гостиных занавеси с люверсами выглядят уместно — достаточно подобрать правильную расцветку и дизайн ткани.