Электроды для ручной дуговой сварки
Содержание:
- Содержание
- Преимущества популярных марок электродов
- Как устроен электрод
- Инновационные сварочные технологии
- Виды уплотнителей для металлических дверей по материалу изготовления
- Кадры
- Конструкция каркасного дома
- Новое на сайте
- Монолитное перекрытие по профлисту
- Мой отзыв
- Общая информация
- Цветной или однотонный хлопковый тюль
- Модульная конструкция
- Обогреватель Никатэн NT 200 керамический
- Тонкости использования черных обоев
- Выбираем комплектующие высокого качества
- Отзывы профессионалов и пользователей об уплотнителях
- Что такое сварочный инвертор?
- Products
- Ошибка Е1
- Текстиль имеет значение
- Варианты исполнения
- Что еще важно знать об электродах?
- Стальная наплавочная проволока для электродов
- Тентовые гаражные навесы для стоянки автомобилей
- Рекомендации по выбору электродов
- Значение для человека
- DRY SYSTEM
- Диаметр и подключение электрода
- Какими электродами можно варить чугун
- Классические
- Подведем итог
Содержание
Преимущества популярных марок электродов
Многие современные виды электродов для сварки с использованием инвертора обладают следующими преимуществами.
- Простота выполнения сварки. Сложности при сварке такими электродами могут возникнуть, если вы некорректно подобрали их по составу материала сердечника.
- Высокое качество шва. Данный параметр является самым важным при сварочных работах, и электроды указанных марок позволяют его обеспечить. Используя такие электроды для инвертора, можно получать качественные внутренние и наружные соединения, сварные швы выпуклой и вогнутой формы.
- Легкая отделяемость шлака. Шлак, полученный при сварке с использованием таких электродов, легко отделяется, что дает возможность сразу посмотреть, какое качество шва они обеспечивают.
- Можно варить детали, подвергнутые коррозии. Конечно, изделия, покрытые слоем ржавчины, варят очень нечасто, но данные электроды позволяют получить качественный и надежный шов даже в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.

Электроды марки АНО известного производителя ESAB
Как устроен электрод
Любой электрод представляет собой проволочную металлическую сердцевину определенной длины, покрытую специальной обмазкой. В процессе сварки появляется электрическая дуга, и под воздействием ее температуры сердечник начинает расплавляться. Одновременно начинает гореть и плавиться нанесенная обмазка. Ее основная функция заключается в создании вокруг места сварки защитного газового облака, перекрывающего доступ кислорода к металлическим поверхностям.
Расплавленная обмазка, находясь в жидком состоянии, растекается тонким слоем по расплавленному металлу, обеспечивая дополнительную защиту от контактов с кислородом. В результате, качество шва значительно улучшается.
Перед тем, как выбрать электроды подвергаются осмотру на предмет сколов и трещин, наличие которых не позволит выполнить однородный прогрев заготовок, и качество шва будет низким. Обмазка должна иметь одинаковую толщину по всей окружности электрода, в этом случае расположение дуги будет строго по центру. Смещение дуги может создать серьезные проблемы для начинающих мастеров.
Следует контролировать степень влажности обмазки. Если она повышена, то некоторые виды выбранных электродов зажигаются с трудом. Поэтому расходные материалы рекомендуется хранить в герметичной упаковке в сухих местах. Не стоит изначально приобретать отсыревшие изделия. Несмотря на возможность сушки, их характеристики будут снижены. Если же электроды все-таки подверглись воздействию влаги, они могут быть помещены в обычную духовку. Температура сушки указывается на упаковке изделия. Самый простой вариант – поместить отсыревшие изделия в сухое помещение с хорошей вентиляцией и держать их там в течение длительного времени.
Обмазка разделяется на несколько типов покрытий. При работе сварки от постоянного тока применяются электроды с основным и целлюлозным покрытием. Для сварочного инвертора, имеющего низкое напряжение холостого хода, лучше всего подходит рутиловое и кислое покрытие. Рутиловая обмазка обеспечивает легкий поджиг и снижает разбрызгивание металла. Кислый вариант вреден для здоровья, при работе с ним нужно обеспечивать дополнительные меры безопасности.
Инновационные сварочные технологии
Со временем классический метод выполнения сварных работ совершенствовался, опытные специалисты разрабатывали инновационные способы соединения металлических деталей в единую конструкцию: сварка с применением лазерных установок, ультразвука, теплового эффекта и т. п.
Подобные новаторские идеи могут помочь сварщику в работе, облегчив выполнение некоторых задач и ускорив весь процесс сборки металлоконструкций в целом. По этой причине и сегодня в этой области не прекращаются научные разработки и исследования.
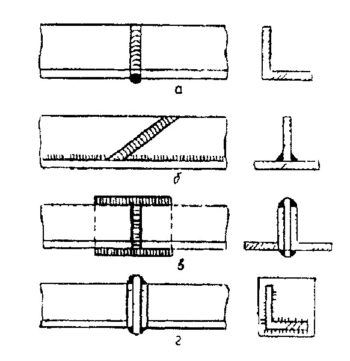
Способы сварки металлоконструкций.
Также применение инновационных технологий выполнения сварных работ позволяет сварщику получить ряд преимуществ:
- снизить показатели коробления металла;
- повысить скорость выполнения работы;
- сократить расходы зачистку сварного шва;
- снизить траты на закупку расходных материалов;
- выполнять соединения тонколистового металла.
Особенно интересны, с точки зрения продуктивности, качества полученных швов и экономичности, следующие технологии сварки:
-
Электронно-лучевая сварка применяется при работе с глубокими соединениями – до 20 см, но только при условии определенного соотношения ширины шва и глубины погружения инструмента – 20:1.
Процесс формирования шва осуществляется в вакууме, поэтому использовать такую технологию в быту практически невозможно. Она применяется в сфере узкопрофильных производств. -
Термитная сварка подразумевает нанесение особой смеси на контуры соединения деталей в процессе горения.
Технологию применяют для ответственных конструкций из металла в готовом виде, когда с помощью наплавки металла надо устранить имеющийся дефект в виде трещины или скола. -
Плазменная сварка подразумевает применение ионизированного газа, проходящего сквозь электроды с высокими сварочно-техническими характеристиками и выполняющего функцию дуги.
Технология имеет более широкие возможности применения по сравнению с электронным типом, так как позволяет выполнить сварщику резку и сварку металлической конструкции с любой шириной металла. -
Орбитальная аргонодуговая сварка с помощью вольфрамового электрода применяется для работы со сложными деталями из металла.
Например, для неповоротных стыков труб с диаметром 20-1440 мм. В процессе работы активирующий флюс наносится 1 г/м шва. Это позволяет решить ряд важных технологических задач: уменьшить объем и вес сварной ванны за счет ведения операций пониженным током; благодаря давлению дуги на жидкий металл шов получается качественным в любом пространственном положении; сварку можно автоматизировать без разделки кромки. -
Щадящие технологии сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2.
При использовании такого метода выполнения сварочных работ можно получить более качественные соединения при сравнении со сваркой в СО2. При этом актуальный объем расходных материалов сократиться на 20 % за счет резкого снижения набрызгивания электродного материала, а переход к свариваемым частям металлоконструкции станет плавным.
Современная наука многогранна и непредсказуема.
Она предоставляет человеку возможности применить на практике достоинства нано-технологий, поэтому ближайшее будущее сварочных операций представляется связанным с совершенствованием схем компьютерного управления сваркой, а также применением новых сварных материалов.
Виды уплотнителей для металлических дверей по материалу изготовления
Кадры
Конструкция каркасного дома
Новое на сайте
Монолитное перекрытие по профлисту
Мой отзыв
Общая информация
Сначала определимся с термином. Сварочный электрод (он же сварочный стержень) — это пруток, изготовленный из электропроводного материала, который служит проводником тока от сварочного аппарата к детали. Сейчас выпускается более сотни различных марок электродов, предназначенных для выполнения самых разнообразных задач. В том числе, для резки металла.
Ниже вы можете видеть, из чего сделаны электроды для сварки. Стандартный электрод может иметь длину от 25 до 45 сантиметров. При производстве используется электродная сварочная проволока, которая затем покрывается слоем обмазки или защитного покрытия. Покрытие защищает сварочную зону от окисления и улучшает качество шва. Конец электрода оставляют без покрытия, чтобы можно было вставить стержень в держатель.
Электроды могут быть плавящимися и неплавящимися. Плавящиеся электроды неустойчивы к теплу сварочной дуги и быстро уменьшаются в размерах. При плавлении смешиваются с основным металлом в сварочной ванне, и таким образом формируется шов. Их необходимо заменять по мере необходимости, но не рекомендуется оставлять слишком короткий электрод в держателе.
Неплавящиеся электроды изготавливаются из тугоплавких металлов, который способны выдерживать температуру до нескольких тысяч градусов. Сварочные электроды плавят металл, при этом сами практически не меняются в размере. Здесь шов формируется только благодаря основному металлу.
Цветной или однотонный хлопковый тюль
Модульная конструкция
Обогреватель Никатэн NT 200 керамический
Тонкости использования черных обоев
Выбираем комплектующие высокого качества

Современное сварочное оборудование изготавливают по ГОСТу. Электроды – не исключение. Согласно нормам, стержень изготавливают из качественного материала. Последний закупается у поставщика, который предоставляет на него все сертификаты.
Говоря о покрытии комплектующих а, ручная арочная сварка требует использование электродов без дефектов, которые заметны невооружённым глазом. На них должны отсутствовать большие трещины диаметром более 2 см.
Важно то, чтобы стержень не гнулся под нагрузкой. Он должен быть устойчивым к большому весу
Соединение при этом получится прочным, без явных пор. Проверив эти моменты, у вас получится выбрать правильный сварочный стержень для своей работы.
Отзывы профессионалов и пользователей об уплотнителях
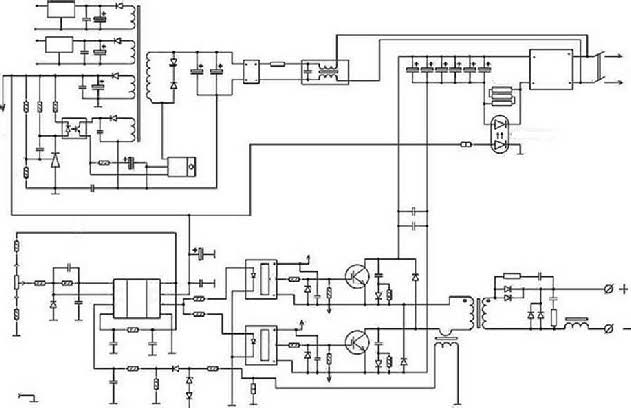
Что такое сварочный инвертор?
Сварка — процесс непростой и ответственный. Освоить это ремесло может при желании каждый, но если раньше для работы приходилось использовать сложное и громоздкое оборудование, то сейчас достаточно приобрести сварочный инвертор, намного упрощающий задачу. Это сравнительно небольшой прибор, имеющий намного меньший вес, чем любой другой сварочный аппарат. Таким образом удалось упростить и облегчить процесс сварки. Сейчас сварочный инвертор практически вытеснил с рынка стандартные сварочные аппараты.
Как же работает сварочный инвертор? Напряжение, поступающее от электросети, подается на так называемый выпрямитель, далее происходит преобразование постоянного тока в переменный за счет особого силового модуля. Но переменный ток имеет повышенную частоту. Он, в свою очередь, подается на сварочный трансформатор, и напряжение от него после выпрямления подается на очень устойчивую сварочную дугу.
Сварочный инвертор КАЛИБР СВИ-250 4600 Вт
Главные достоинства сварочного инвертора:
- сравнительно небольшой вес прибора;
- улучшение характеристик дуги;
- повышение КПД;
- возможность снизить количество брызг во время работ;
- можно использовать различные электроды;
- широкий диапазон регулировки тока;
- упрощенный поджиг электрода;
- можно получить более прочный и качественный шов;
- легче освоить ремесло сварщика;
- электроды почти не залипают при соприкосновении с деталью.
Минусы, конечно, тоже есть. Как минимум, это высокая стоимость оборудования (раза в три больше, чем у обычных трансформаторов)
Также инверторы важно регулярно чистить от пыли — не реже раза в год. Да и на морозе работать с ними не получится — приборы не любят холод
Также сетевой провод, необходимый для подключения устройства к электросети, не может превышать длину 2,5 м.
Products
|
Product name Toggle Dropdown Sort |
Alloy type Toggle Dropdown Sort |
Coating Toggle Dropdown Sort |
Link |
|---|---|---|---|
|
BÖHLER FOX OHV filter.0.0 |
Unalloyed Steels filter.1.0 |
Rutile Coating filter.2.0 |
filter.3.0 |
|
BÖHLER FOX ETI filter.0.1 |
Unalloyed Steels filter.1.0 |
Rutile Coating filter.2.0 |
filter.3.1 |
|
Phoenix Grün T filter.0.2 |
Unalloyed Steels filter.1.0 |
Rutile Coating filter.2.0 |
filter.3.2 |
|
Phoenix SH Gelb R filter.0.3 |
Unalloyed Steels filter.1.0 |
Rutile Coating filter.2.0 |
filter.3.3 |
|
BÖHLER FOX EV 50 filter.0.4 |
Unalloyed Steels filter.1.0 |
Basic Coating filter.2.1 |
filter.3.4 |
|
Phoenix 120 K filter.0.5 |
Unalloyed Steels filter.1.0 |
Basic Coating filter.2.1 |
filter.3.5 |
|
BÖHLER FOX EV 65 filter.0.6 |
High-Strength Steels filter.1.1 |
Basic Coating filter.2.1 |
filter.3.6 |
|
BÖHLER FOX EV 70 filter.0.7 |
High-Strength Steels filter.1.1 |
Basic Coating filter.2.1 |
filter.3.7 |
|
BÖHLER FOX EV 75 filter.0.8 |
High-Strength Steels filter.1.1 |
Basic Coating filter.2.1 |
filter.3.8 |
|
BÖHLER FOX EV 85 filter.0.9 |
High-Strength Steels filter.1.1 |
Basic Coating filter.2.1 |
filter.3.9 |
|
Phoenix SH Ni 2 K 90 filter.0.10 |
High-Strength Steels filter.1.1 |
Basic Coating filter.2.1 |
filter.3.10 |
|
Phoenix SH Ni 2 K 130 filter.0.11 |
High-Strength Steels filter.1.1 |
Basic Coating filter.2.1 |
filter.3.11 |
|
BÖHLER FOX CEL 85 filter.0.12 |
Pipeline Welding filter.1.2 |
Cellulose Coating filter.2.2 |
filter.3.12 |
|
BÖHLER FOX CEL 90 filter.0.13 |
Pipeline Welding filter.1.2 |
Cellulose Coating filter.2.2 |
filter.3.13 |
|
BÖHLER FOX EV 70 Pipe filter.0.14 |
Pipeline Welding filter.1.2 |
Basic Coating filter.2.1 |
filter.3.14 |
|
BÖHLER FOX BVD 85 filter.0.15 |
Pipeline Welding filter.1.2 |
Basic Coating filter.2.1 |
filter.3.15 |
|
BÖHLER FOX BVD 90 filter.0.16 |
Pipeline Welding filter.1.2 |
Basic Coating filter.2.1 |
filter.3.16 |
|
BÖHLER FOX DCMS Kb filter.0.17 |
Creep Resistant Steels filter.1.3 |
Basic Coating filter.2.1 |
filter.3.17 |
|
BÖHLER FOX CM 2 Kb filter.0.18 |
Creep Resistant Steels filter.1.3 |
Basic Coating filter.2.1 |
filter.3.18 |
|
BÖHLER FOX CM 5 Kb filter.0.19 |
Creep Resistant Steels filter.1.3 |
Basic Coating filter.2.1 |
filter.3.19 |
|
BÖHLER FOX C 9 MV filter.0.20 |
Creep Resistant Steels filter.1.3 |
Basic Coating filter.2.1 |
filter.3.20 |
|
Thermanit MTS 3-LNi filter.0.21 |
Creep Resistant Steels filter.1.3 |
Basic Coating filter.2.1 |
filter.3.21 |
|
Thermanit MTS 616-LNi filter.0.22 |
Creep Resistant Steels filter.1.3 |
Basic Coating filter.2.1 |
filter.3.22 |
|
BÖHLER FOX EAS 2-A filter.0.23 |
Stainless Steels filter.1.4 |
Rutile Coating filter.2.0 |
filter.3.23 |
|
BÖHLER FOX EAS 4 M-A filter.0.24 |
Stainless Steels filter.1.4 |
Rutile Coating filter.2.0 |
filter.3.24 |
|
BÖHLER FOX EASN 25 M filter.0.25 |
Stainless Steels filter.1.4 |
Basic Coating filter.2.1 |
filter.3.25 |
|
BÖHLER FOX CN 20/25 M filter.0.26 |
Stainless Steels filter.1.4 |
Basic, Rutile Coating filter.2.3 |
filter.3.26 |
|
Avesta 2205 filter.0.27 |
Stainless Steels filter.1.4 |
Rutile Coating filter.2.0 |
filter.3.27 |
|
Avesta 2205 basic filter.0.28 |
Stainless Steels filter.1.4 |
Basic Coating filter.2.1 |
filter.3.28 |
|
Avesta 2507 P100 filter.0.29 |
Stainless Steels filter.1.4 |
filter.2.4 |
filter.3.29 |
|
Avesta 2507 P100 rutile filter.0.30 |
Stainless Steels filter.1.4 |
filter.2.4 |
filter.3.30 |
|
Thermanit Nicro 82 filter.0.31 |
Nickel and Nickel Alloys filter.1.5 |
Basic Coating filter.2.1 |
filter.3.31 |
|
Thermanit 625 filter.0.32 |
Nickel and Nickel Alloys filter.1.5 |
Basic Coating filter.2.1 |
filter.3.31 |
|
Thermanit 617 filter.0.33 |
Nickel and Nickel Alloys filter.1.5 |
Basic Coating filter.2.1 |
filter.3.31 |
Ошибка Е1
Причины могут быть следующими:
- Присутствие воздуха в газовых трубках. Происходит во время первого включения при установке, либо после продолжительного отключения. Необходимо открыть горячую воду подождать минуту, закрыть, затем снова открыть и совершать эти манипуляции до тех пор, пока не выйдет весь воздух и не загорится запальная горелка.
- Перекрыт, либо не полностью открыт газовый вентиль. Для устранения необходимо открыть кран.
- Низкое давление газа. Возможно, при установке использовался газовый шланг меньшего диаметра, необходимо проверить, если все соответствует, обратиться в службу Горгаза с вопросом недостаточного давления газа.
- Закончился сжиженный газ в баллоне. Произвести смену баллона.
- Повреждено место соединения электронного узла управления с датчиком огня, электромагнитным клапаном запальной горелки. Для устранения нужно проверить соединения, если требуется, заменить частично провода.
- Прибор измерения пламени расположен вдали от пламени горелки или электрод соприкасается с основной горелкой. Установить правильное положение датчика пламени (электрод измерительного прибора должен располагаться в контакте с пламенем основной и запасной горелок, не соприкасаясь с ними.)
- Загрязнение сопла или воздушного канала запальной горелки. Эту неполадку могут устранить специалисты.
- Вышел из строя электромагнитный клапан. Ремонту не подлежит, требуется полная замена.
- Неправильное расстояние между горелкой и свечей розжига. Для устранения неполадки необходимо установить зазор около 4 мм.
- Накопление сажи на электроде или на датчике пламени. Вы можете очистить ее от сажи, которая имеет свойство накапливаться внутри жиклеров горелки, это производится с помощью медной проволоки, нагар удаляется щеткой с металлической щетиной. По окончанию работ проверьте соединения на герметичность с помощью мыльного раствора.
- Нарушен контакт между высоковольтным проводом и свечой. Проверить, насколько плотно соединены контакты.
Текстиль имеет значение
Варианты исполнения
|
темный кирпич |
светлый кирпич |
Наши преимущества
Гарантия на всю продукцию – 2 года
Мы отвечаем за качество нашей продукции и выполняем свои гарантийные обязательства
Собственная производственная база
Позволяет нам выполнять заказ любого уровня сложности
При заключении договора – бесплатный выезд замерщика
Вы платите только за работу по установке и изготовлению
Никаких скрытых и дополнительных платежей
Наша схема работы прозрачна — никаких дополнительных доплат, сверх первоначальной суммы не потребуется
Что еще важно знать об электродах?
Электрическая дуговая сварка – один из наиболее распространенных способов соединения деталей. Она основана на применении электрической дуги, которая локально расплавляет изделие.
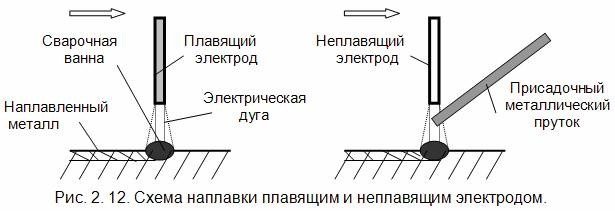
Схема наплавки различными видами электродов.
Подобный способ требует сильноточного источника питания с маленьким напряжением. К устройству присоединяется свариваемая деталь и стержень. За счет электродугового разряда происходит расплавление кромок, в результате чего части конструкции можно соединить.
Стоит отметить, что температура горения дуги может превышать пять тысяч градусов. Это значение существенно выше температуры плавления любого известного человеку металла.
Как следует из основ принципа работы данного метода, когда зажигается дуга, вся влага, находящаяся в стержне, может вскипеть. Это приведет к формированию дефектов в сварочной ванне, а также к порче покрытия. В результате сам электрод может выйти из строя или же он не способен будет обеспечить высокое качество шва.
В связи с вышесказанным, срок годности электродов может быть существенно увеличен в случае правильного хранения. Если же влага все-таки попала на оболочку, их можно просушить или прокалить, но если поверхность обсыпалась, то их лучше не использовать.
Срок хранения повысится, если хранить электроды в специализированном оборудовании, изолирующем их от воздействия окружающей среды.
Многих интересует вопрос: как выбрать электрод для сварки? Подбор должен осуществляться в соответствии с материалами, которые предстоит сваривать. Необходимо, чтобы сердечник по составу был схож с деталью.
В то же время, при планировании сварных конструкций, ориентироваться исключительно на эксплуатационные характеристики металла нельзя. Необходимо также оценить и проверить сварочные свойства материала.
Это позволит определить термические условия соединения изделий, а также оценить возможность применения сварки.
Основным фактором, влияющим на формирование трещин в сталях, является их состав
Однако есть и другие свойства, на которые следует обратить внимание. Дело в том, что в зависимости от вида конструкции, условия сварочных работ могут быть различными, даже если речь идет про одну и ту же марку
Иногда электрод не может обеспечить необходимую концентрацию легирующих элементов в шве. В таком случае используют присадочный материал с недостающими компонентами.
Концентрация в проволоке устанавливается отдельно, в зависимости от технических характеристик, предъявляемых к соединению.

Положение электрода при сварке.
Свойства шва должны удовлетворять соответствующему ГОСТУ. Если предстоит сваривать разнородные стали, то электрод выбирается в зависимости от условий работы.
Например, электроды типа ЭА целесообразно использовать для формирования швов, которые могут подвергаться воздействию агрессивных сред.
Важно, чтобы состав соединения в таком случае был близок к составу свариваемых частей конструкции, обладающей специальными свойствами и характеристиками. Немаловажным фактором при выборе материала является вид оборудования
В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче
Немаловажным фактором при выборе материала является вид оборудования. В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче.
Кроме того, необходимо обращать внимание на характеристики и марку электрода. Для каждого материала существует свой наиболее оптимальный стержень
Стальная наплавочная проволока для электродов
Стальная наплавочная проволока изготавливается в соответствии с требованиями
ГОСТ10543. Диаметр проволоки составляет от 0,3 до 8,0мм. Материал — низкоуглеродистая,
легированная или высоколегированная сталь.
Различают наплавочную проволоку из углеродистой стали (марки Нп-25, Нп-40 и
др.), из легированной стали (марки Нп-40Г, Нп-50Г, Нп-30ХГСА и др.) и из высоколегированной
стали (марки Нп-20Х14, Нп-30Х13, Нп-30Х10Г10Т и др.). Марку проволоки выбирают
исходя из требуемой прочности сварного соединения, в зависимости от назначения
сварной конструкции.
По виду поверхности стальная сварочная и наплавочная проволока может быть омеднённой
и неомеднённой. Омеднённую проволоку поставляют по требованию заказчика. Наплавочная
проволока, из которой изготавливают электроды для ручной дуговой сварки, имеет
условное обозначение буквой Э.
Тентовые гаражные навесы для стоянки автомобилей
Рекомендации по выбору электродов
Проводя выбор электродов для ручной дуговой сварки, следует учитывать тот момент, что для каждого сварочного аппарата производитель рекомендует определенный тип электродов. Стоит учитывать, что сварка может проходить при применении нескольких способов:
- контактная;
- роликовая;
- газопрессовая;
- электрошаговая.
На сегодняшний день наибольшее распространение получила два метода: контактный и газопрессовой. При необходимости достижения высокой производительности, как правило, выбирают газопрессовой метод. Он применяется при прокладке трубопровода на большое расстояние.
Проводить выбор электродов следует исходя из параметров свариваемого покрытия. При этом следует учитывать тот момент, что каждая марка применяемых электродов обладает своими определенными качествами. Если неправильно выбрать расходный материал, то получаемый шов не будет обладать требующимися эксплуатационными качествами.
Выбирая электроды для дуговой сварки, следует учитывать нижеприведенную классификацию:
- Вид покрытия и его толщина. При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла.
- Назначение. Выбор проводится также в зависимости от того, какой шов следует получить. Например, требуемая ширина и длина, а также качество.
- Состав покрытия и механические свойства. К швам предъявляется довольно больше количество требований. Примером можно назвать прочность и устойчивость к растяжению.
К другим особенностям выбора отнесем нижеприведенные моменты:
- При толщине металла не более 8 мм следует применяться электроды с диаметром 8-12 мм, а сила тока 450А. Длина шва достигает 45 см. Свариваемые элементы могут изготавливаться при применении различных металлов.
- Расходный материал с диаметром 6 мм может применяться при силе тока 370А, толщина металла может составлять 4-15 м. Сварочный шов также достигает длины 45 см.
- В продаже встречаются варианты исполнения с диаметром 5 мм. Подходят они для случая, когда сила тока составляет 280А. Толщина применяемого металла от 4 до 15 мм.
- При диаметре 4 мм сварка должна проходить при токе 100-220А. За счет снижения силы тока толщина металла уменьшена до 10 мм.
- При силе тока 50-70А диаметр применяемого расходного материала составляет 2 мм. Толщина металла всего 1-2 мм.
Электроды с толщиной менее 3 мм применяются при сварке деталей, которые изготавливаются при применении легированной стали.
В заключение отметим, что от качества применяемого расходного материала во многом зависят особенности получаемого шва
Именно поэтому его выбору следует уделять внимание. Если рассматривать продукцию отечественных и зарубежных производителей, то отметим, что качество изготовления отличается ненамного
А вот стоимость может варьироваться в достаточно большом диапазоне.
Значение для человека
При наличии избыточного количества паров воды чувствуется духота, при недостатке – ощущается сухость кожных покровов и жажда. Очевидно, что влажность сырого воздуха выше. При избытке лишняя вода не удерживается в газообразном состоянии и переходит в жидкую или твердую среду. В атмосфере она устремляется вниз, это проявляется осадками (туман, изморозь). В помещении на предметах интерьера образуется слой конденсата, на поверхности травы по утрам роса.
Повышение температуры легче переносить в сухом помещении. Однако тот же режим, но при относительной влажности выше 90 % вызывает быстрое перегревание тела. Организм борется с этим явлением одинаково – происходит выделение тепла с потом. Но на сухом воздухе он быстро испаряется (высыхает) с поверхности тела. Во влажной среде этого практически не происходит. Наиболее подходящий (комфортный) для человека режим – это 40-60 %.
DRY SYSTEM
Böhler Welding DRY SYSTEM is the efficient alternative for costly climate controlled storage and handling procedure, providing “oven dry” stick electrodes straight from the vacuum packaging. Böhler Welding DRY SYSTEM avoids the necessity of re-drying, and use of holding ovens and quivers in welding applications with a potential risk of hydrogen induced or hydrogen assisted cracking. Safe welding with low-hydrogen weld metal is assured up to nine hours after opening the vacuum pack.
Optimal quantity for high demanding industries
Stick electrodes ensure easy and flexible handling without gases and simple power sources. Böhler Welding DRY SYSTEM vacuum packages together with user friendly packaging sizes offer optimal packaging content in industries where stick electrodes are of high priority.
Диаметр и подключение электрода
Изначально требуется решить, какие электроды лучше для инвертора, и каким должен быть их диаметр. Этот показатель напрямую связан с размерами заготовок. Если их толщина 3 мм, то и диаметр расходного материала должен быть таким же. Для сваривания более толстых заготовок потребуются и более крупные электроды. Начинающим сварщикам лучше всего тренироваться на изделиях 3 мм, называемых в обиходе тройкой. Основные показатели, облегчающие выбор материала, приведены в таблице.
Выбор электрода зависит и от типа подключения, которое может быть с прямой или обратной полярностью. Обычно, этот показатель указывается на упаковке. Если используется обратное подключение, то положительный выход соединяется с электродом, а отрицательный – с зажимом, прикрепляемым к заготовке. При подключении с прямой полярностью все происходит наоборот: деталь соединяется с плюсом, а электрод – с минусом.
Каждое из этих подключений различается в зависимости от электронного потока. Упорядоченное движение электронов происходит от минусовой к плюсовой клемме. В связи с этим, нагрев детали, подключенной к плюсу, получается гораздо интенсивнее. Степень нагрева металлических изделий можно изменять, используя разные режимы соединения. В случае неправильного подключения, слишком тонкий металл может прогореть, особенно при использовании мощного стержня. Сваривая толстые детали, следует воспользоваться прямой полярностью, для более глубокого прогрева заготовки.
Какими электродами можно варить чугун
Наибольшие трудности возникают при сварке чугуна. Мало того, что чугун можно варить не любыми электродами, так ещё и электроды по чугуну должны соответствовать определённому виду данного металла. Чугун бывает высокопрочным, серым и ковким.
Ниже, на сайте mmasvarka.ru представлены самые популярные электроды для сварки чугуна в домашних условиях:
- ЦЧ-4;
- МНЧ-2;
- ОК 92.18;
- ОЗЖН-1;
- ОЗЧ-2.
Все вышеперечисленные электроды, предназначены для сварки чугунных изделий. Данные марки электродов зарекомендовали себя с положительной стороны и пользуются особой популярностью у опытных сварщиков.
Классические
Подведем итог
«Космофен» – клей высокоэффективный. Это средство, способное практически мгновенно очень надежно склеить самые разнообразные материалы. В зависимости от определенных внешних факторов (например, от уровня влажности в помещении или температуры воздуха) его характеристики и эффективность могут изменяться. Кроме того, при работе с таким составом нужно придерживаться норм безопасности, чтобы не навредить здоровью, как своему, так и окружающих людей.
Клей загустел
Сообщение БЛЭК » 19 янв 2012 11:42
Сообщение Verwolf » 19 янв 2012 14:38
Сообщение Александр Белов » 19 янв 2012 14:40
БЛЭК Сколько у Вас клей то стоял? Какая температура в помещении была?
Можно попробовать развести его недорогим жидким цианакриалатом, например – ZENO-WELD, итоговая смесь будет более жидкой, ну это если он выдавливается.
Сообщение БЛЭК » 19 янв 2012 15:01
от +10 до +25 Пока выдавливается, но с трудом. Разбавлять цианакриалатом не буду, т.к. у меня его пока нет. Если завтра закажу доставку, то привезут мне его через неделю, а к этому времени клей совсем твёрдым станет Но на будущее цианакриалат иметь надо, мало ли. Ещё раз спасибо!
Читать также: Двигатель внутреннего сгорания 4 тактный
Сообщение Анатолий Цеккерштейн » 17 июн 2012 08:04