Режимы ручной дуговой сварки
Содержание:
- Обогреватель Никатэн NT 200 керамический
- Технология электросварки
- Энергия и мощность электрического тока
- Тонкости использования черных обоев
- Напряжение и скорость при ручной дуговой сварке
- Устройство электрода для сварки и наплавки
- Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
- Расположение и характер шва
- Главные особенности полуавтоматической сварки
- Приборы импортного производства
- Каким должен быть сварочный ток на самом деле
- Что скрывают производители сварочных инверторов
- Методика укладки пола
- Популярные марки электродов для переменного и постоянного тока
- Описание силикатного полуторного кирпича
- Режимы проведения операций
- Сварка тонкого металла инвертором
- ЛУЧШИЕ ОТЕЧЕСТВЕННЫЕ ПРОИЗВОДИТЕЛИ АВТОМАТИЧЕСКИХ ВЫКЛЮЧАТЕЛЕЙ
- Методика работы с разными металлами
- Практическое определение
- Выбор режима сварки
- Этапы шитья: пошаговая инструкция
Обогреватель Никатэн NT 200 керамический
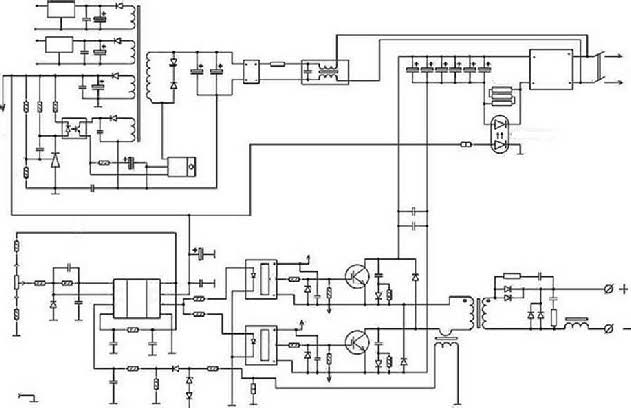
Технология электросварки
Электросварка — это процесс, который происходит под воздействием высоких температур, выше плавления металла. В результате сварки на поверхности металла образуется так называемая сварочная ванна, которая заполняется расплавленным электродом, формируя при этом сварочный шов.
Поэтому главные условия для осуществления электросварки, это зажечь электродную дугу, расплавить металл на свариваемых заготовках и заполнить им сварочную ванну. Казалось бы, на всю простоту, сделать это неподготовленному человеку очень сложно. Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.
Кроме того, нужно сохранять равномерную скорость и правильное движение электродом во время сварки (из стороны в сторону), чтобы сварочный шов получился ровным и надежным, способный выдержать нагрузки на разрыв.
Как зажечь дугу
Начинать освоение электросварки следует с правильного зажигания дуги. Тренировки лучше осуществлять на ненужном куске металла, однако он не должен быть ржавым, поскольку это серьезно затруднит задачу и может сбить с толку начинающего сварщика.
Зажечь дугу можно двумя простыми способами:
- Быстрым касанием электрода поверхности заготовки и его последующим отведением вверх на расстояние 2-3 мм. Если оторвать электрод от металла выше, то дуга может исчезнуть или станет слишком нестабильной;
- Чирканьем электрода о поверхность свариваемой заготовки, как будто вы зажигаете спичку. Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
Второй способ зажигания дуги лучше всего подходит начинающим электросварщикам, поскольку он самый простой. Также, кратковременное ведение по металлу, прогревает электрод, и дальше им варить становится намного проще.
После зажигания дуги её следует удерживать как можно ближе к поверхности заготовки, на расстоянии не более 0,5 см. Кроме того, данное расстояние нужно все время удерживать примерно одинаковым, в противном случае сварочный шов будет некрасивым и неровным.
Скорость сварки
Скорость ведения электродом зависит от того, какой толщины сваривается металл. Соответственно, чем он тоньше, тем быстрее осуществляется скорость сварки, и наоборот. Опыт в этом придёт со временем, когда вы научитесь зажигать дугу и начнёте мало-мальски варить. На картинках ниже представлены наглядные примеры, по которым можно понять, с какой именно скоростью осуществлялась сварка.
Если медленно, то сварочный шов получается толстым, а его края, сильно оплавленными. Если наоборот, слишком быстро вести электродом, то шов получается слабым и тонким, а также неровным. При правильной скорости сварки, металл полностью заполняет собой сварочную ванну.
Кроме того, тренируясь варить, нужно следить за правильным углом электрода по отношению к поверхности металла. Угол должен быть примерно 70 градусов и может быть изменён при необходимости. Во время формирования сварочного шва, движение электродом может быть продольным, поступательным и колебательным, из стороны в сторону.
Каждая из этих техник ведения электрода, позволяет добиться получения нужного шва, уменьшить или увеличить его ширину, а также изменить некоторые другие параметры.
Энергия и мощность электрического тока
Электрический ток, протекая по проводникам, совершает работу, которая оценивается путем вычисления энергии электрического тока (Q), которая была при этом потрачена. Она равна произведению силы тока (I) на напряжение (U) и на время (t), в течение которого проходит ток:
Q = I * U * t
Способность тока совершать работу оценивается мощностью, которая является энергией, получаемой приемником или отдаваемой источником тока в единицу времени (в 1 секунду) и вычисляется как произведение силы тока (I) на напряжение (U):
P = I * U
Единица измерения мощности ватт (Вт) — работа, совершаемая в электрической цепи при силе тока 1 А и напряжении 1 В в течение 1 с.
В технике мощность измеряется более крупными единицами: киловаттами (кВт) и мегаваттами (МВт): 1 кВт = 1 000 Вт; 1 МВт = 1 000 000 Вт.
Тонкости использования черных обоев
Напряжение и скорость при ручной дуговой сварке
Напряжение при сварке не сильно влияет на величину провара, но от того, какое
выбрано напряжение, зависит ширина сварного шва. При увеличении напряжения,
происходит увеличение ширины сварного шва. При этом увеличение происходит независимо
от полярности тока. Напряжение при ручной дуговой сварке, в отличие от силы
тока, изменяется в узких пределах: от 16 до 30В.
Скорость сварки, в отличии от напряжения, оказывает сильное влияние как на
глубину провара, так и на ширину сварного шва. При увеличении скорости сварки,
и глубина провара, и ширина шва уменьшаются.
Дополнительные материалы по теме:
|
Сущность |
Сварка швов в нижнем положенииСварка вертикальных, горизонтальных и потолочных швовВысокопроизводительные виды ручной дуговой сварки |
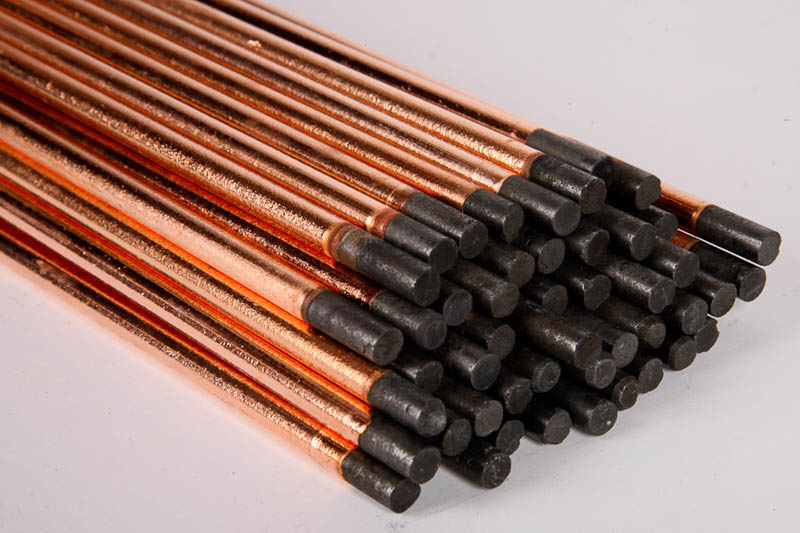
Устройство электрода для сварки и наплавки
Основой любого электрода для сварки является металлический сердечник. При подаче на него электрического тока и образовании дуги происходит разогрев и плавление сердечника. На поверхности располагается обмазка, она при высокой температуре разогрева тоже расплавляется. Образует слой, предотвращающий попадание кислорода воздуха в зону плавления.
Для формирования обмазки используются несколько видов покрытия:
основной тип, используют для многократной проварки швов. Перед выполнением сварных работ требуется прокаливание или просушивание при температуре не менее 175…180 ⁰С;

кислотный тип применяют для сваривания заготовок, имеющих окисные пленки и ржавчину. Обязательно удалять окалину после завершения сварных работ. Прокаливание при температуре 180…220 ⁰С;

рутиловый тип, в составе присутствует окись титана. Для выполнения большинства работ с ручной электродуговой сваркой является самым подходящим вариантом. Требуется удаление остатков покрытия, имеет выраженную кислую реакцию. Краски на алкидной основе не могут удерживаться на поверхности шлака. При попадании во влажную среду нужно прокаливать при температуре не менее 185…200 ⁰С;

целлюлозный тип, в составе присутствуют органические материалы (кукурузная или древесная мука, целлюлоза, смолы органического происхождения). Маркируют такие электроды Э42…Э50 с разными буквенными обозначениями. Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Для инверторных аппаратов рекомендуют использовать кислотные и рутиловые электроды. Основной тип применяют редко, Трудно удерживается дуга. Капризное поведение не позволяет получать качественный сварной шов.
В быту использование расходного материала с целлюлозным покрытием также ограничено, цена довольно высокая.
Толщина покрытия
На практике толщина покрытия на поверхности электродов определяется в мм:
- 0,8…1,8 – тонкое покрытие. Используются максимально широко. До 90 % выпускаемой продукции имеет именно такую толщину.
- 2,0…3,6 – средняя толщина. Такие электроды используют для сваривания ответственных деталей, рассчитанных на динамическое нагружение с резкопеременной нагрузкой.
- 4,0…6,0 – большая толщина. Электроды используют для ответственных работ – сварки трубопроводов с высоким давлением внутри. При транспортировании агрессивной среды.
Материал сердечника
Для изготовления большинства электродов используется низкоуглеродистая сталь. В ней присутствует не более 0,72…0,78 % углерода. Металл:
- Сравнительно легко расплавляется. Температура в зоне дуги находится на уровне 1750…1950 ⁰С.
- Расплав заполняет предоставляемое ему пространство. Он затекает в полости, образующиеся при нагревании.
- Нагрев близок к температуре кипения, поэтому расплавляемая обмазка понижает температуру расплава.
Ковкий чугун используют для сварки высокоуглеродистых сталей и чугунов. Однако, есть особенности при сварке серого чугуна. Нужно предварительно нагревать материалы до аустенитного состояния (730…850 ⁰С). После завершения процесса нужно обеспечить медленное охлаждение. Если произойдет быстрое охлаждение, тогда вблизи зон сварного шва формируется белый чугун. Он обладает высокой хладноломкостью.
Марганцевая сталь применяется для сварки легированных материалов. Используют основные и целлюлозные покрытия.
Нержавеющая сталь используется для сварки трубопроводов из нержавейки. Применяют и сплавы, содержащие марганец и медь.
Специальные типы электродов
Для сваривания нержавейки и высоколегированных сталей используют электроды, которые не сгорают в процессе сварки. Они только создают дугу. Здесь используются присадочные проволоки, которые расплавляются и попадают в зону нагрева.
В таких технологиях используют титан. Он выдерживает нагрев выше 2200 ⁰С. Присадочные проволоки изготавливают из нержавеющей стали 18ХН9Т. Температура плавления составляет 1340…1380 ⁰С.
При сваривании легированных изделий в качестве присадочного материала применяют проволоки ХВС, ХВГ, ХС12, ХН9Т и другие. Они имеют температуру плавления на уровне 1420…1510 ⁰С.
Для тугоплавких сталей применяют присадочные прутки из ХНГ, 12ХВ10Т, Т10ХВ. Эти сплавы плавятся при температуре 1670…1820 ⁰С.
Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
Расположение и характер шва
 Оптимальная величина тока сварки зависит от пространственной ориентации свариваемого соединения и положения, из которого производится сварка, а также от того, скошены ли кромки свариваемых деталей и под каким углом. Понятнее станет, если рассмотреть примеры.
Оптимальная величина тока сварки зависит от пространственной ориентации свариваемого соединения и положения, из которого производится сварка, а также от того, скошены ли кромки свариваемых деталей и под каким углом. Понятнее станет, если рассмотреть примеры.
При сваривании горизонтального шва в положении сверху, значение тока можно установить более высокое, чем при сварке вертикальных или горизонтальных потолочных швов в положении снизу.
Это объясняется тем, что сварочная ванна горизонтального, свариваемого сверху шва более устойчива и не склонна к растеканию. Повышенное значение тока в этом случае обеспечивает более глубокий провар заготовок, следовательно, более прочное сплавление по всей толщине детали.
Наименьший ток должен быть выбран при сварке потолочных швов снизу. В этом случае жидкий металл под воздействием силы тяжести стремится оторваться от шва и упасть, чему до определённого момента препятствуют лишь силы поверхностного натяжения расплавленного металла.
Это обстоятельство предъявляет более высокие требования к квалификации сварщика, которому в процессе выполнения работы необходимо тщательно следить за жидкой массой сварочной ванны, предотвращая вытекание из неё металла.
Подготовленные к сварке торцевые поверхности деталей путём их скашивания, требуют несколько уменьшить величину тока сварки, так как неподготовленные кромки необходимо проваривать гораздо глубже, чем предварительно снятые. Однако и в этом случае, при наличии опыта, выбор требуемого режима может быть осуществлен изменением скорости сварочного процесса.
Некоторые нюансы при выборе сварочного тока вносит тип покрытия применяемых электродов, но влияние этого фактора существенно ниже перечисленных ранее.
Главные особенности полуавтоматической сварки
Важно знать не только режимы газовой сварки и их правильный выбор, но и основные особенности проведения сваривания изделий из нержавеющей стали при помощи полуавтоматического оборудования. От этого будет зависеть итоговый результат и прочность соединений
Среди главных особенностей полуавтоматического сваривания элементов из нержавейки можно выделить:
- При проведении сварки рекомендуется использовать ток с обратной полярностью.
- Электроды должны удерживаться с соблюдением угла наклона. Если не будут выполняться основные правила, к примеру, если электрод будет больше отклоняться вперед, то соединение будет широким, а глубина проваривания небольшой. Этот способ наклона стоит использовать для тонких металлов.
- Самый большой вылет проволоки должен быть не больше 12 мм.
- Давление углекислоты при сварке нержавейки полуавтоматом должно быть такое же, как и при сваривании других металлов. Рабочий расход должен быть не больше 12 м3 в минуту, но не меньше 6 м3 в минуту. Если не будут соблюдаться данные условия, то качество шва сильно ухудшится.
- При сварке обязательно нужно использовать осушитель. В качестве него применяется медный купорос, который предварительно прогревается при 200 градусов на протяжении 20 минут.
- Чтобы защититься от брызг раскаленного расплавленного металла рекомендуется использовать водные растворы с содержанием мела.
- Если вы хотите получить отличное соединение при сварке электродом стоит водить плавно, без колебаний.
- При сваривании от края обрабатываемого изделия стоит отступать не меньше 5 см.
Приборы импортного производства
Это такие компании как:
- DM;
- LVI;
- Varmos;
- Korin;
- Zehnder;
- Global Ship.
Запорные краны, которыми оборудованы импортные приборы, позволяют устранять избыток давления и воздушные пробки, за счет чего происходит равномерный прогрев полотенцесушителя по всей длине.
Каким должен быть сварочный ток на самом деле
Сварочный ток — это один из самых важных параметров сварки. В предыдущей статье я рассказывал о том, что в большинстве случаев, реальный ток сварки не соответствует значениям указанным на сварочном аппарате. Если вы её не читали, то прочитайте — для этого перейдите по этой ссылке. А сейчас я расскажу, как быть в такой ситуации. Собственно, эту проблему можно решить с помощью «железа», а можно — за счёт собственной квалификации.
«По этой теме могу предложить включить в цепь: вывод «+» инвертора — электрододержатель — свариваемая деталь — масса, дополнительный амперметр цифровой или аналоговый с шунтом 200-300 А. Желательно конечно, чтобы шунт и прибор уместились в корпус сварочника. Однако, некоторые мастера делают измеритель отдельным блоком и используют по мере необходимости. Преимущества очевидны! Вы будете видеть реальный ток в цепи: держатель-деталь-масса, любой не надежный контакт в этой цепи сделает этот ток заметно меньше… Недостаток напряжения сети тоже покажет уменьшение сварочного тока у любых аппаратов, кроме профессиональных некоторых дорогих и надежных фирм. Подбор тока сварки и в этом случае придется осуществлять опытным путем, но зато не «вслепую», а глядя на амперметр реального тока.»
Вот такое было сообщение, а я могу только добавить, что единственная в этом случае проблема, что во время сварки вам нужно будет следить за ходом сварки, а чтобы узнать значения амперметра нужно будет что-то придумывать — например, обратиться к помощнику. В остальном же этот способ действительно позволяет узнать реальный ток сварки.
Как сварочный ток подбирает опытный сварщик
Как я сказал ранее, проблему ложных сведений о сварочном токе можно также решить за счёт своей квалификации в области электросварки. Это означает, что можно и нужно научиться определять и подбирать оптимальный сварочный ток на основе сенсорно-очевидных явлений, происходящих в процессе сварки. Как это?
Дело в том, что физические и химические процессы, протекающие во время сварки, выглядят определённым образом и порождают определённые звуки. Вы можете наблюдать и анализировать интенсивность горения дуги, область расплавления, текучесть и скорость застывания жидкого металла, процесс плавления электродного покрытия, величину выпуклости получающегося сварного шва, лёгкость возбуждения и стабильность горения сварочной дуги и другие явления. К звуковому сопровождению сварки, в первую очередь, относятся шипение и потрескивание.
Так вот, правильный и оптимальный процесс сварки определённым образом выглядит и звучит. И зная эти вид и звук, вы можете без всяких индикаторов подобрать правильный сварочный ток экспериментально.
О заниженном сварочном токе говорят:
- затруднённое возбуждение сварочной дуги,
- нестабильное горение дуги,
- быстрое застывание металла,
- малая сварочная ванна,
- чрезмерная выпуклость сварного шва,
- другие признаки.
Признаками завышенного сварочного тока являются:
- сильное разбрызгивание жидкого металла,
- малая выпуклость сварного шва или её полное отсутствие (вплоть до впадины),
- быстрое сгорание электрода,
- сильное шипение,
- другие признаки.
ОЧЕНЬ ВАЖНО понимать, что каждое из этих явлений может происходить и по другим причинам. Например, нестабильно горение дуги может быть в результате сырого или дефектного электродного покрытия, а чрезмерная выпуклость сварного шва — в результате неправильного (слишком большого) наклона электрода
И только совокупность многих факторов может указывать на завышенное или заниженное значение сварочного тока.
Таким образом, для того, чтобы научиться экспериментально подбирать сварочный ток, нужно практиковаться, внимательно следить за внешним видом и звучанием процесса сварки, анализировать их и сравнивать полученные результаты. Через некоторое время у вас появится определённый опыт, и индикация сварочного тока на аппарате вам будет нужна лишь в качестве некой отправной точки для подбора оптимального режима сварки. Именно так и поступают опытные профессиональные сварщики — пробная сварка на токе, установленном по индикатору, а затем подбор тока на основе собственного опыта и полученных при пробной сварке результатов.
В качестве примера вы можете посмотреть на процесс сварки с различными сварочными токами в диапазоне от 90 до 110 Ампер.
Ещё по теме:
Видеокурсы:
Что скрывают производители сварочных инверторов
Производители сварочных инверторов обычно публикуют характеристики своих аппратов, и одна из главных характеристик — это сила сварочного тока. А у сварочного аппарата одна из самых главных регулировок — это регулировка сварочного тока в связке с индикацией установленного тока или без неё. На корпусе современного сварочного инвертора регулировка сварочного тока в сочетании с индикацией тока может быть в виде одного из этих вариантов:
- «крутилка» без указания сварочного тока,
- «крутилка» с написанными на корпусе аппарата значениями сварочного тока,
- «крутилка» с индикацией тока на цифровом дисплее,
- кнопки «+» и «-» для регулировки тока с индикацией на цифровом дисплее.
 У этих способов установки и индикации сварочного тока точность различается. Первые 2 способа наименее точные, а 3-й и 4-й способы — точнее. Да, именно точнее, но они тоже не абсолютно точные!
У этих способов установки и индикации сварочного тока точность различается. Первые 2 способа наименее точные, а 3-й и 4-й способы — точнее. Да, именно точнее, но они тоже не абсолютно точные!
Методика укладки пола
Существует два способа, как постелить пол из досок в доме. Один из способов предполагает, что дощатый настил размещают на лагах, а другой – укладывать доски на прочное основание (прочитайте: «Как сделать дощатые полы по лагам: инструкция по монтажу»).
Какой бы из способов ни был избран, понадобится определенный комплект инструментов для работы:
- строительный уровень – капельный или лазерный;
- шуруповерт;
- пила обрезная;
- ломик;
- шлифовальный станок;
- строительный степлер;
- молоток;
- ножовка;
- дюбели;
- саморезы;
- гвозди.
Безусловно, этот набор не является универсальным, и могут понадобиться какие-либо еще инструменты и материалы – все зависит от ситуации.
Популярные марки электродов для переменного и постоянного тока

1. Электроды МР-3С являются наиболее востребованными материалами универсального типа. Преимущества: легкая воспламеняемость дуги как при первом, так и при последующих розжигах; рутиловая обмазка обеспечивает защиту шва от быстрого окисления и от вкраплений шлака; высокий уровень постоянства дуги.
2. АНО-37 предназначены для сварочных и ремонтных работ конструкций из углеродистых и низколегированных сталей. Достоинства: малочувствительны к присутствию загрязнений и ржавчины; достаточно широкие зазоры хорошо закрываются расходниками данной марки; легкое зажигание дуги; шов прекрасно формируется даже на небольших величинах сварочного напряжения; хорошо подойдет для начинающего сварщика (даже новичок может сделать качественное изделие).
3. ОК 46.00 используются для конструкционных и углеродистых сталей. Плюсы: легкий поджиг; подходят для заваривания широких зазоров, нечувствительны к ржавым и загрязненным поверхностям; минимальное количество брызг; сварка производится во всех пространственных положениях.
4. Электроды ОЗС-4 применяются для работы с углеродистыми сталями. Преимущества: не восприимчивы к плохо очищенному от загрязнений, ржавчины и влаги металлу; легкая зажигаемость дуги; возможность осуществления сварки на повышенных режимах; изделия средних и больших толщин успешно свариваются данной маркой.
5. Одной из самых популярных импортных марок универсальных расходников является LB-52U. Востребованность сварочных материалов японского производства обусловлена несколькими причинами: высокий уровень производительности; минимальное разбрызгивание; отличные механические свойства; стабильность дуги сохраняется в режиме низкого и высокого напряжения.
6. АНО-4 используются для сварки ответственных конструкций из углеродистых сталей. Достоинства: допускается сваривание влажного, ржавого или плохо очищенного металла; легкое зажигание дуги и её стабильное горение; небольшая склонность к образованию пор; сварные швы отличаются высоким качеством; нечувствительны к изменению длины дуги.
Описание силикатного полуторного кирпича
Силикатный полуторный, размеры которого характерны и для полнотелого, позволяет выполнять кладку конструкций очень быстро и легко. Причина такого удобства состоит в его малом весе. Силикатный кирпич обладает пустотами, которые могут быть сквозными или несквозными, выполненными в форме цилиндра, а также располагаться перпендикулярно основанию.
О том каков вес белого силикатного кирпича описано в статье.
Присутствие пустот способствует снижению веса изделия, а также повышает теплоизоляционные и звукоизоляционные свойства.
На фото – полуторный силикатный кирпич
Современные технологии изготовления силикатного изделия позволяет производить изделие в неокрашенном или цветном виде. Первый вид выпускается в белом цвете, а вот цветные образцы подвергаются обработке, а также на их поверхности создается необходимый узор. Силикатный кирпич служит прекрасной защитой стен от негативного влияния атмосферы. Так как искусственный камень способен «дышать», то в доме создаются оптимальные условия для проживания.
Какой кирпич лучше использовать для печи можно узнать из данной статьи.
На видео рассказывается о размерах полуторного силикатного кирпича:
О том какова стоимость керамического кирпича можно узнать из статьи.
Облицовочный силикатный сочетает в себе прекрасные внешние данный, а также надежные эксплуатационные характеристики. При возведении дома из полуторного силикатного кирпича вы сможете сократить сроки строительных работ. Также здание, выложенные из совершенно ровного камня, характеризуется современным стилем и отличным внешним дизайном, причем выполнять дополнительно отделку здесь не обязательно.
Кирпич огнеупорный ша 8 размеры и другие данные можно подчеркнуть для себя из статьи.
Для представленного материала характерны следующие преимущества:
- Материал обладает низкими показателями теплопроводности.
- Может противостоять низким показателям температуры, он выдерживает 15-50 циклов размораживания и замораживания.
- Прекрасные показатели водопоглощения, которые достигают 14-18%.
- Так как процесс производства силикатного кирпича предполагает использование только природных натуральных компонентов, то конечное изделие не влияет отрицательно на здоровье человека, ведь не выделяет в окружающую среды вредных примесей.
- Здания, выстроенные из этого материала, характеризуются отличной звукоизоляцией и приятным микроклиматом.
- Если сравнивать белый с красным, то первый облает меньшими прочностными качествами. Также белый кирпич не такой универсальный в плане своего применения. Используют его только при возведении стен и перегородок. Что кается кладки фундамента, камина, труб и цоколя, то в этом плане силикатный кирпич не поможет.
О том каковы размеры шамотного кирпича ша 8 можно узнать из статьи.
На видео – вес полуторного силикатного кирпича, его плюсы и минусы:
Режимы проведения операций
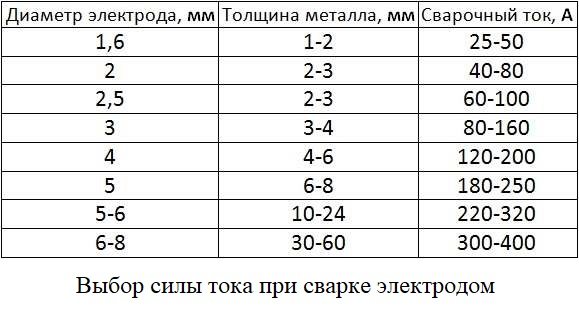
Сила тока при сварке электродом подбирается в зависимости от множества факторов согласно заданному режиму. Режим включает в себя основные показатели, которые определяются исходными данными. Можно определить требуемую форму шва, его размер и качество. Чем больше данных, тем выше качество работы. Основными параметрами являются:
- Диаметр электрода;
- Его марка;
- Положение при проведении операций;
- Сила и род тока;
- Полярность;
- Количество слоев в шве.
При многослойном шве режим может меняться, также как и диаметр и прочие параметры. Исходные данные берутся от электродов, которые в свою очередь подбираются под определенную марку металла. Если в общих данных указаны значения только для нижнего положения, то в этом нет ничего страшного. При вертикальном положении количество Ампер уменьшают от номинального на 10-20%, а при потолочном – на 20-25%. Это связано с тем, чтобы металл не так быстро расплавлялся и не стекал со шва. Также стоит отметить, что при потолочной сварке максимальный диаметр составляет 4 мм. Сварочный ток и диаметр электрода здесь имеют прямопропорционально соотношение. Его род также определяется сразу, так как он указывается в технических данных на пачке.

Выбор диаметра электрода для сварки
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
ЛУЧШИЕ ОТЕЧЕСТВЕННЫЕ ПРОИЗВОДИТЕЛИ АВТОМАТИЧЕСКИХ ВЫКЛЮЧАТЕЛЕЙ
Методика работы с разными металлами
Поскольку без розжига дуги процесс сварки невозможен, то следует знать, что существует 2 метода сделать это:
- нужно несколько раз стукнуть по металлу электродом, пока не произойдет зажигание дуги.
- нужно электродом, как спичкой, чиркнуть несколько раз по металлу.
Каждый мастер подбирает наиболее удобный и подходящий способ зажигания дуги. Но чиркать нужно не где попало, а вдоль линии сварного шва, чтобы на заготовке не оставались следы.
Место, в котором плавится металл под воздействием электрической дуги, называют сварочной ванной. Чтобы ее двигать вдоль линии шва, применяют один из методов, показанных на следующем рисунке.
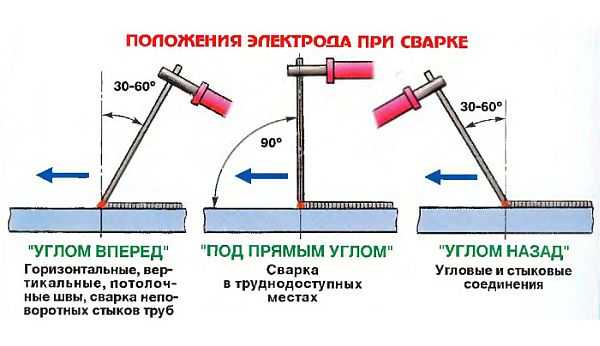
Для нормального движения ванны электрод наклоняется под углом 45-50°. Наклоняя присадку под разными углами, можно управлять шириной ванны. Каждый мастер подбирает оптимальный угол наклона для получения шва приемлемого качества.
Совет! Движение ванны облегчается, если в аппарате присутствует функция “форсаж дуги”, которая не дает ей погаснуть.
Электрод может принимать положение углом назад или углом вперед. Чтобы получить широкий шов, используется наклон оснастки углом вперед, поскольку при таком способе получается меньший нагрев. Данным методом варят тонкие металлы. Толстый металл принято варить углом назад.
Для сварки цветных металлов придется подключить аргоновую горелку к сварочному инвертору и использовать уже неплавящийся электрод (вольфрамовый). Присадкой в данном случае служат металлические прутки, которые помещаются на линию шва и плавятся электрической дугой. В процессе сварки ванна обдувается инертным газом.

Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.
Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
при диаметре 3-4 мм формула меняется на:
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.
Выбор режима сварки
Итак, какие именно факторы влияют на выбор того или иного режима ручной дуговой сварки. В первую очередь, это:
- Сила тока;
- Диаметр используемых электродов и длина сварочной дуги;
- Скорость сварки;
- Полярность (более подробно о том, что даёт обратная и прямая полярность, читайте здесь);
- Количество соединений.
Главные критерии при выборе режима для ММА сварки, конечно же, задаёт характер горения сварочной дуги, стабильность которой зависит от того, насколько правильно подобрана сила тока для каких-то конкретных электродов. Чем выше будет сила тока, тем большими по диаметру электродами можно варить толстый металл. Простыми словами, большие токи обеспечивают лучшее горение дуги и хороший прогрев металла.
Следует знать, что при вертикальном наложении шва, сила тока изменяется в меньшую сторону, чем при горизонтальном, примерно на 15%. Для потолочных швов, значение сварочного тока, будет и того меньше, примерно на 20%. Очень часто значения касательно силы тока, есть на упаковке с электродами. К тому же, определить, какую силу тока выставить на сварочном аппарате, можно из нижеприведённой таблицы со значениями.
Средние показатели сварочного тока (А):
- Диаметр электрода (1,6 мм) — электрод с рутиловым и основным покрытием (30-55 А) и (50-75 А);
- Диаметр электрода (2 мм) — электрод с рутиловым и основным покрытием (40-70 А) и (60-100 А);
- Диаметр электрода (2,5 мм) — электрод с рутиловым и основным покрытием (50-100 А) и (70-120 А);
- Диаметр электрода (3 мм) — электрод с рутиловым и основным покрытием (80-130 А) и (110-150 А);
- Диаметр электрода (4 мм) — электрод с рутиловым и основным покрытием (120-170 А) и (140-200 А);
В свою очередь, чтобы правильно определить диаметр электрода, обязательно нужно учесть толщину металла, способ сварки и геометрическое расположение шва. Так, например, для каждого электрода подбирается «свое» собственное значение тока. Если сильно увеличить при этом его показатели, то можно легко прожечь металл или наоборот, не добиться качественного и надежного сварочного шва.
Этапы шитья: пошаговая инструкция
Следуя пошаговой инструкции с фото, вы всего за несколько часов сможете украсить кухонное окно красивыми шторами.
- С изнанки ткани разметьте линии подворота, складки и точки, где решили устанавливать колечки для шнура.
- Подогните края сбоку дважды.
Обработка края шторы
Специальным степлером прикрепите липкую ленту с нижней стороны бруса, который будет выполнять роль карниза.
Крепление ленты степлером
- Заменить деревянные брусья можно ламбрекеновой планкой, которую легко найти в специализированных магазинах.
- Верхний край следует тоже обработать и пришить к нему остаток липкой ленты. Это даст возможность снимать шторы для стирки.
- Снизу сделайте подворот и кулиску, в которую позже будет вставлен утяжелитель.
Размещение прутьев
- Пришейте к карнизу кольца для установки механизма подъема. Шаг между кольцами должен быть около 5–10 см. Эта работа обычно выполняется вручную.
- После того как полотно будет зафиксировано липучкой, проденьте шнур в кольца. На нижнем кольце завяжите узел и закрепите его клеем. Протяните шнурок через все кольца. То же самое нужно сделать с оставшимися кольцами.
- В завершение все шнуры вывести на одну сторону и хорошо затянуть. Тесьмой зафиксируйте их в нужном положении.
- Брус прикрепите в необходимом месте. Например, в оконном проеме. Снимите фиксирующую складку. После этого штора опустится.
Римская штора — схема
- Выровняйте натяжение шнурков и завяжите их за последним кольцом.
- Шнуры проденьте через ручку поднятия шторы и через 0,5 м от первоначального узла завяжите.
- Римская штора для кухни готова.