Пошаговая сборка инверторной сварки
Содержание:
- Азы электросварки
- Достоинства и недостатки индукционных нагревателей
- Как сделать своими руками?
- На постоянном токе
- Описание
- Аппарат для сварки из мотора
- Что будет на выходе?
- Область применения
- Дружная компания «второгодников»
- Преимущества и недостатки
- Какой сварочный аппарат лучше купить для дома
- Описание
- Настройка
- Утечка фреона
- Как собрать душевую кабину своими руками
- Характеристики самодельного инвертора
- Назначение манипулятора
- Разновидности сварки
- Общие правила установки
- Выбор вагонки для облицовки бани изнутри
- Любимый
- Заключение
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Достоинства и недостатки индукционных нагревателей
К достоинствам индукционных электронагревателей относятся следующие эксплуатационные характеристики и свойства:
Индукционный нагреватель своими руками
- Вихревые токи генерируют не только тепло, но и вибрацию. Поэтому на стенках нагревательного элемента не оседает накипь. Следовательно, индукционные котлы не нуждаются в чистке.
- Нагревательный элемент у такого котла – это обычная труба, разогреваемая вихревыми токами. И при постоянной циркуляции теплоносителя по требе она не может перегореть физически, в отличие от нагревательной спирали традиционного ТЭНа. То есть, о замене или ремонте нагревательного элемента можно даже не задумываться.
- Даже самодельный вихревой теплогенератор герметичен изначально. Ведь разогрев теплоносителя осуществляется внутри цельнометаллического нагревательного элемента. Причем энергия передается нагревателю дистанционно – посредством электромагнитного поля. Поэтому, ввиду отсутствия разъемных соединений, протечек в индукционных котлах не может быть в принципе.
- Котел не шумит, хотя нагревательный элемент может вибрировать. Но частота этой вибрации далека от диапазона звуковых волн. Поэтому индукционный нагреватель работает беззвучно.
- Вся конструкция собирается из дешевых, легкодоступных деталей. Поэтому индукционный нагреватель дешев просто до неприличия.
Словом, такая схема нагрева теплоносителя надежна, долговечна и очень эффективна. Причем при использовании индукционного котла можно отказаться даже от циркуляционного насоса – теплоноситель «пойдет» по трубам под влиянием тепловой конвекции, разогреваясь на старте практически до парообразного состояния.
А в перечень недостатков индукционных нагревателей следует включить такие факты:
- Во-первых, переменно электромагнитное поле разогревает не только нагревательный элемент, но и все окружающее пространство, в том числе и ткани тела человека. Поэтому от такого устройства нужно держаться подальше.
- Во-вторых, нагревательный прибор работает на электричестве. А это не самый дешевый источник энергии.
- В-третьих, прибор очень эффективен, а теплоотдача нагревателя просто колоссальна, поэтому риск детонации котла от перегрева теплоносителя есть всегда. Впрочем, этот дефект устраняет обычный датчик давления.
Однако, если вы готовы мириться с недостатками, то это отопительный прибор был создан специально для вас. И ниже по тексту мы предложим вам схему самостоятельной сборки такого котла.
Как сделать своими руками?
Хотя инверторные сварочные аппараты в широкой продаже в современном исполнении, стали доступны относительно недавно, они не являются чем-то новым. По сути, добавилось только удобное цифровое управление и более современные электронные компоненты.
Принцип же работы, как и сам аппарат были разработаны несколько десятков лет назад, да и сегодня, многие схемы сборки актуальны. Собрать самостоятельно инвертор можно имея старые электротехнические детали, на основе современных электронных компонентов. Такой аппарат выйдет значительно дешевле, чем заводской аналог.
Необходимые материалы и инструменты
Для сборки аппарата понадобятся:
- Ферритовый сердечник для силового трансформатора.
- Шина из меди или проволока для создания обмоток.
- Фиксирующая скоба для соединения половинок сердечника.
- Термостойкая изолента.
- Компьютерный вентилятор.
- Транзисторы.
- Паяльник, пассатижи, кусачки.
Схемы
На сегодняшний день, все схемы сварочных инверторов унифицированы и построены на основе использования импульсного трансформатора и мощных транзисторов типа MOSFET.
Каждый из производителей вносит незначительные изменения в виде фирменных разработок, однако, в общем функционал аппарата не претерпевает каких-либо существенных изменений.
За основу также может браться принципиальная схема Юрия Негуляева – ученого и разработчика отечественного сварочного аппарата инверторного типа.
Пошаговое руководство
- Для размещения всех элементов необходимо подобрать корпус. Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
- Необходимо увеличить прочность корпуса, так как вес агрегата может достигать до десяти килограмм. Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
- Первичная обмотка трансформатора – намотка проволоки производится по всей ширине каркаса, это способствует стабильной работе трансформатора при перепаде напряжений. Для намотки используются только медные провода, при отсутствии шины, несколько проводов соединяются в пучок.
- Вторичная обмотка трансформатора – наматывается в несколько слоев, для этого используют несколько проводов сечением 2 мм, соединенных в пучок.
- Между обмотками необходим усиленный слой изоляции, во избежание попадания на вторичную обмотку сетевого напряжения.
- Между сердечником трансформатора и обмотками предусматривается воздушный зазор, для обеспечения циркуляции воздуха.
- Отдельно на ферритовом сердечнике выполняется трансформатор тока, при сборке закрепляющийся на плюсовой линии и соединяющийся с панелью управления.
- Транзисторы необходимо прикрепить к радиатору, но обязательно через термопроводящую диэлектрическую прокладку. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
- Диоды выпрямляющего контура крепятся аналогичным способом, к пластине из алюминия. Выходы диодов соединяются неизолированным проводом сечением 4 мм.
- Силовые проводники внутри корпуса разводятся таким образом, чтобы исключить короткое замыкание.
- Вентилятор устанавливают на задней стенке, что сэкономит пространство и позволит обдувать сразу несколько радиаторов.
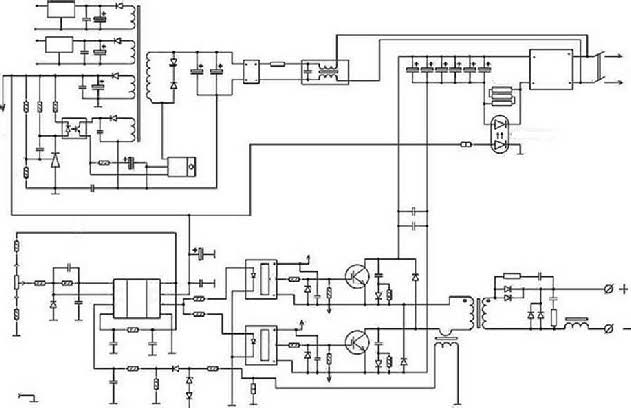
Электросхема сварочного инвертора
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель.
Схема подключения сглаживающего устройства приведена на рисунке ниже:
Процесс доработки электрической схемы состоит из таких этапов:
Установите полупроводниковые элементы на радиаторы охлаждения.
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста
Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Описание
Инвертор – это прибор преобразующий постоянный электрический ток в переменный, а в сварочном аппарате инверторного типа происходит двойное преобразование:
- Переменный ток силой не превышающей 5 ампер, с напряжением 220/380 вольт и частотой 50 Гц преобразовывается в постоянный с такими же значениями.
- Полученный постоянный ток преобразовывается в переменный с напряжением в несколько десятков вольт и силой тока до нескольких сотен ампер.
Такая трансформация более выгодна, поскольку получаемые характеристики сварочного тока имеют высокую стабильность и легко управляются, что дает возможность настроить оптимальный режим сварки при различных размерах свариваемых деталей.
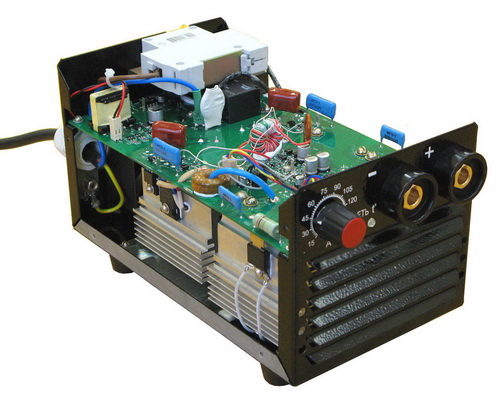
Сварочные инверторы, это моноблочные приборы, и главное их достоинство – эргономичность. В отличие от сварочных трансформаторов, в том числе и выдающих постоянный ток, инверторы могут переноситься одним человеком, а обладающие небольшой мощностью, имеют вес всего в несколько килограмм и легко вешаются на плечо.
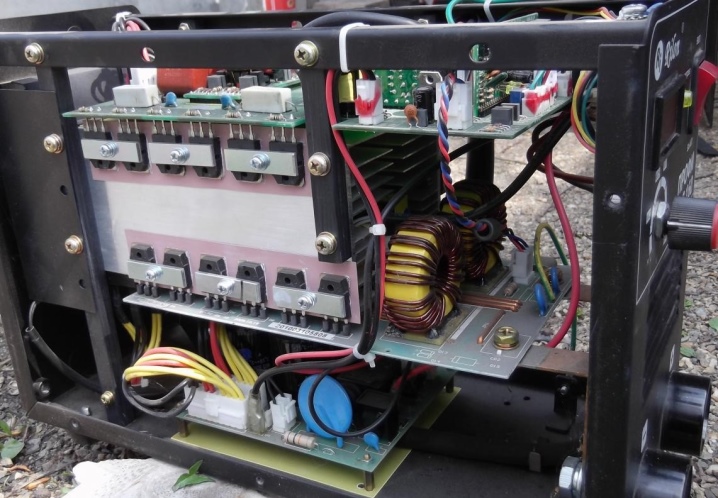
Преобразование происходит за счет трансформатора и электронных микросхем, требующих качественного охлаждения, поэтому в корпусе также размещается мощный вентилятор. Несмотря на кажущуюся сложность, сварочный инвертор можно собрать и своими руками. Такой прибор сможет обеспечить сваривание не хуже, чем его заводские аналоги.
Аппарат для сварки из мотора
Чтобы собрать простой агрегат из статора, выбирают электродвигатель, имеющий нужные параметры. Рекомендуется использовать мотор 2А мощностью 7-15 кВт с большим окном магнитопровода. Для изготовления аппарата выполняют следующие действия:
- Устанавливают статор на кирпичи. Внутрь укладывают дрова, поджигают их. Через несколько часов прожарки магнитопровод отделяется от корпуса. При необходимости кабели также удаляют после термической обработки.
- Полученную заготовку пропитывают масляным лаком, просушивают. Ускорить процесс помогает тепловая пушка. Лаковая пропитка препятствует рассыпанию конструкции после удаления стяжек, необходимого для повышения мощности трансформатора.
- Из картона делают 2 торцевые заготовки. Из этого же материала изготавливают 2 гильзы — внешнюю и внутреннюю.
- Устанавливают накладки на заготовку. Монтируют цилиндры, обматывают конструкцию стеклолентой. Покрывают деталь лаком, просушивают.
- Наматывают на полученный сердечник 20 витков медной жилы толщиной более 1,5 мм, подают напряжение в 12 В. Замеряют силу тока, она должна составлять около 2 А. При получении большего значения увеличивают число витков, и наоборот.
- Подсоединяют один конец вторичной намотки к диодному мосту. Так трансформатор можно будет использовать для запуска автомобиля вместо аккумулятора. Для сварки напряжение должно составлять 60-70 В. Аппарат будет совместим с электродами диаметром 3-5 мм.
- При наличии свободного места добавляют 4 витка медной шины. Так получают отличный агрегат для точечной сварки тонкого листового металла.
- Изготавливают корпус из пластика или текстолита. В местах соединения катушки с кожухом устанавливают резиновые прокладки.
Что будет на выходе?
Преобразователи напряжения ради уменьшения массогабаритов устройства за редкими исключениями (см. далее) работают на повышенных частотах от сотен Гц до единиц и десятков кГц. Ток такой частоты не примет никакой потребитель, а потери его энергии в обычной проводке будут огромны. Поэтому инверторы 12-200 строятся под выходное напряжение след. видов:
- Постоянное выпрямленное 220 В (220V AC). Пригодны для питания телефонных зарядок, большинства источников питания (ИП) планшетов, ламп накаливания, люминесцентных экономок и светодиодных. На мощность от 150-250 Вт отлично подойдут для ручного электроинструмента: потребляемая им мощность на постоянном токе немного снижается, а крутящий момент возрастает. Непригодны для импульсных блоков питания (ИБП) телевизоров, компьютеров, ноутбуков, микроволновок и т.п. мощностью более 40-50 Вт: в таких обязательно есть т. наз. пусковой узел, для нормальной работы которого сетевое напряжение должно периодически проходить через ноль. Непригодны и опасны для приборов с силовыми трансформаторами на железе и электромоторами переменного тока: стационарного электроинструмента, холодильников, кондиционеров, большей части Hi-Fi аудио, кухонных комбайнов, некоторых пылесосов, кофеварок, кофемолок и микроволновок (для последних – из-за наличия мотора вращения стола).
- Модифицированное синусоидальное (см. далее) – пригодны для любых потребителей, кроме Hi-Fi аудио с ИБП, прочих устройств с ИБП от 40-50 Вт (см. выше) и, часто локальных охранных систем, домашних метеостанций и т.п. с чувствительными аналоговыми датчиками.
- Чистое синусоидальное – пригодны без ограничений, кроме как по мощности, для любых потребителей электроэнергии.
Синус или псевдосинус?
С целью повышения экономичности преобразование напряжения осуществляется не только на повышенных частотах, но и разнополярными импульсами. Однако запитывать очень многие приборы-потребители последовательностью разнополярных прямоугольных импульсов (т. наз. меандром) нельзя: большие выбросы на фронтах меандра при хоть чуть-чуть реактивной нагрузке приведут к большим потерям энергии и могут вызвать неисправность потребителя. Однако проектировать преобразователь на синусодальный ток тоже нельзя – КПД не превысит прим. 0,6.

Преобразование постоянного напряжения в модифицированную и чистую синусоиду
Тихая, но существенная в данной отрасли революция произошла, когда специально для инверторов напряжения были разработаны микросхемы, формирующие т. наз. модифицированную синусоиду (слева на рис.), хотя правильнее было бы назвать ее псевдо-, мета-, квази- и т.п. синусоидой. Форма тока модифицированной синусоиды ступенчатая, а фронты импульсов затянуты (фронтов меандра на экране электронно-лучевого осциллографа часто вообще не видно). Благодаря этому потребители с трансформаторами на железе или заметной реактивностью (асинхронными электромоторами) «понимают» псевдосинусоиду «как настоящую» и работают как ни в чем не бывало; Hi-Fi аудио с сетевым трансформатором на железе запитывать модифицированной синусоидой можно. Кроме того, модифицированную синусоиду возможно достаточно простыми способами сгладить до «почти настоящей», отличия которой от чистой на осциллографе на глаз еле заметны; преобразователи типа «Чистый синус» стоят ненамного дороже обычных, справа на рис.
Однако приборы с капризными аналоговыми узлами и ИБП запускать от модифицированной синусоиды нежелательно. Последние – крайне нежелательно. Дело в том, что средняя площадка модифицированной синусоиды не чистый ноль напряжения. Узел запуска ИБП от модифицированной синусоиды срабатывает нечетко и весь ИБП может не выйти из режима запуска в рабочий. Пользователь это видит сначала как безобразные глюки, а потом из девайса идет дым, как в анекдоте. Поэтому приборы в ИБП нужно запитывать от инверторов типа Чистый Синус.
Область применения
Трудно представить строительные работы, при которых не использовалась бы сварка. Сварочные инверторы существенно расширили область ее применения, так как обладают достаточно большой долей мобильности, в отличие от громоздких трансформаторных аппаратов. Сегодня инверторную сварку применяют:
- Для сваривания деталей из черных металлов.
- Для сваривания деталей из цветных металлов.
- При необходимости сваривания в малопроходимых местах, например, в подземных туннелях трубопроводов.
- Для сваривания фасонных деталей на производстве.
- Для сварки в бытовых условиях.
В промышленности, для сваривания применяются инверторы с автоматической и полуавтоматической подачей сварочной проволоки, что позволяет унифицировать процесс и снизить долю ручного труда.
Дружная компания «второгодников»
Преимущества и недостатки
Изготовленный своими руками аппарат может использоваться как при домашнем хозяйстве, так и в малых производствах. На первый взгляд конструкция состоит из множества элементов, схема представляется сложной к исполнению своими руками. При выполнении последовательности шагов, использовании качественных материалов, возможно добиться долгосрочной работы при малых затратах. Простой сварочный инвертор стоит на рынке достаточно дорого и не отличается повышенным качеством.
Простой инвертор своими руками
Недостатки заключаются в малом времени продолжительной службы самодельного инвертора. При больших объемах рекомендуется изготовить трехфазный инверторный аппарат своими руками, однако трудно найти источник питания такого типа.
Какой сварочный аппарат лучше купить для дома
Описание
В состав типового нагревательного элемента входят следующие узлы:
- Нагревательный элемент в виде прутка или металлической трубки.
- Индуктор – это медная проволока, обрамляющая витками катушку. В процессе работы он исполняет роль генератора.
- Генератор переменного тока. Отдельная конструкция, где происходит преобразование стандартного тока в величину с высокой частотой.
На практике, индукционные установки используются недавно. Теоретические изучения намного опережают. Такое можно объяснить одной преградой – получение высокой частоты магнитных полей. Дело в том, что использовать установки с низкой частотой считается неэффективным. Как только появились генераторы токов с высокой частотой, проблема разрешилась.
Генераторы ТВЧ прошли свой эволюционный период; от ламповых, до современных моделей, выполняющихся на базе IGBT. Теперь они более эффективные, имеют малый вес и размеры. Частотное ограничение их 100 кГц за счёт динамических потерь транзисторов.
Настройка
Аппарат требуется подключить в электрическую сеть. Когда лампочка подключения к сети засветится, к выводам преобразователя тока следует подсоединить осциллограф. Посредством данного устройства нужно найти импульсные токи частотой 40-50 кГц. Отрезок времени между возникновением таких импульсных электротоков должен равняться 1,5 мкс, что настраивается посредством изменения значений напряжения, подающегося на вход агрегата.
Следует также проконтролировать, чтобы импульсные токи, воспроизводящиеся на дисплее осциллографа, обладали прямоугольной конфигурацией, а длительность их фронта протекала не дольше 500 нс. Если все испытываемые характеристики отвечают необходимым значениям, то можно включать преобразователь электротока в электрическую сеть.

Если параметры силы электротока меньше, это может указывать на то, что в электропроводку оснащения поступает напряжение, показатель которого не выше, чем 100 В. В случае возникновения подобной ситуации следует выполнить следующее: провести диагностику оснащения посредством преобразования силы электротока (одновременно с этим необходимо непрерывно держать под контролем напряжение на конденсаторе). Более того, надо всё время держать под контролем температуру внутри агрегата.
Вслед за тем, как сварочный агрегат прошел тест, требуется испытать его под воздействием нагрузки. Чтобы произвести это испытание, к сварочной проводке подсоединяют балластный реостат, имеющий сопротивление не ниже 0,5 Ом. Такой прибор обязан выдерживать электроток с силой 60 А. Сила электротока, который в данной ситуации подаётся на газовую сварочную горелку-пистолет, находится под контролем амперметра. Если сила электротока при подключении балластного реостата не отвечает необходимым характеристикам, то подбор величины электрического сопротивления этого устройства осуществляется экспериментальным путём.

Несмотря на то что переделать инвертор в полуавтоматический сварочный аппарат относительно просто, всё же процесс отнимает некоторое время и предполагает вложения для приобретения дополнительных элементов. Устройство даёт возможность производить сварку в полуавтоматическом режиме, однако её качество может проигрывать заводским модификациям. С целью сэкономить, изготовление аппарата своими силами в полной мере оправданно, однако при необходимости высококачественной сварки предпочтительнее практиковать испытанные заводские устройства.
О том, как сделать полуавтомат из «Ресанты», смотрите далее.
Утечка фреона
Как собрать душевую кабину своими руками
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Назначение манипулятора
Помимо вращателей существуют и другие разновидности дополнительного сварочного оборудования — кантователь, позиционер, манипулятор. Особо подробно стоит рассказать о манипуляторах, потому что они их чаще всего применяют на производстве и в домашних условиях.
Манипулятор может перемещать или вращать деталь в любом направлении, которое необходимо для проведения сварочных работ. Он более универсален, чем вращатель.
Значимым преимуществом современных манипуляторов является лёгкость их переналадки. При желании, скорректировать работу таких аппаратов не составит труда.
Для этого надо лишь перенастроить программное обеспечение, то есть изменить рабочую программу, после чего инструмент начнёт двигаться по новой траектории. Линия соединения или линия шва в данном случае тоже претерпит изменения.
Модульная конструкция большинства распространённых сегодня манипуляторов позволяет с лёгкостью менять ориентацию рабочего инструментария. В результате один и тот же прибор можно использовать при различных технологиях сварки.
Разновидности сварки
В различных отраслях требуется совмещение разных сортов металла. Соединить их вместе можно несколькими способами. Для одних подойдёт любой, другие не поддадутся свариванию без применения особой методики.
Ручной дуговой способ
Способ появился раньше других и является основным методом соединения металлов. Его используют как на крупных производствах, так и в частных мастерских. В основе лежит возникновение между металлом и электродом электрической дуги, расплавляющей поверхность. Метод применим и на свежем воздухе, и в закрытом помещении.
Этот способ имеет и другие преимущества:
- Отличается дешевизной.
- Не требует очистки от ржавчины и грязи.
- Пригоден для работы с металлом большой толщины.
- Не требует дополнительного оснащения.
Однако такой метод освоить довольно непросто. Есть у него и другие недостатки:
- Ограничение по минимальной толщине составляет 1,2 миллиметра. Более тонкий металл прожигается.
- Большой расход электродов.
- Требуется отбивать шлак со шва.
- Следы сварки в виде брызг остаются на поверхности.
Метод работы в газовой среде
Этот способ полуавтоматической сварки в специальной литературе обозначают аббревиатурой MIG. Вместо электродов используется проволока, которая подаётся с катушки в определённом темпе на место сварки, находящееся под защитой аргона или углекислого газа. В точке соединения практически не образуется шлак. Работать можно с различным по толщине металлом.
Метод несложен в освоении и может быть использован для соединения как тонких, так и толстых металлических листов. Кроме того, сваривать можно алюминий и нержавейку толщиной от 0,6 миллиметра. Метод быстро осваивается и широко применяется в разных отраслях промышленности.
Отдельный способ сварки при помощи специальной порошковой проволоки никакой защиты не требует.
Электросварка вольфрамовыми электродами
Этот метод требует присутствия инертного газа и обозначается как TIG. В таком случае происходит образование от нерасходуемого вольфрамового спецэлектрода к поверхности металла. При этом образуется плазменный столб. Для заполнения шва используется специальный металл. Этот метод еще называют плазменным.
Можно производить сварку и без наполнителя. Это способ аргонной сварки.
С помощью этого способа можно сваривать всевозможные стальные, медные, алюминиевые, магниевые и медные сплавы.
Кроме того что это самый медленный метод сваривания, он также наиболее сложный в обучении.
Общие правила установки
Выясняя, как правильно сделать самостоятельно дымоход в доме, нужно ориентироваться на определенные правила. Итак:
- Установка элементов выполняется строго снизу вверх.
- Скрепление труб между собой выполняется только по принципу установки внутренней части в последующую. Таким образом, обезопасим дымоход от попадания конденсата.
- Использование хомутов обязательно при скреплении деталей с тройниками, отводами и тому подобное.
- Учитывайте, что места стыковок нельзя размещать в зоне ответственности перекрытий.
- Для монтажа тройников пользуйтесь кронштейнами.
- Устанавливать крепления нужно не реже чем 1 раз за два метра.
- При монтаже и креплении отрезков, проверяйте, нет ли прогиба.
- Не допускайте соприкосновения трубы с коммуникациями.
- При проводке канала в местах перекрытий, делайте отступы в 150 мм. для изолированных труб, и 300 мм. для «голых» труб.
- Не допускайте создания «лежачих» участков, более чем трех метров.
Ориентируясь на эти правила, вопрос, как построить правильный дымоход, серьезных опасений вызывать не будет. В целом дымоходы для дома могут отличаться по параметрам, однако большая часть перечисленных правил, применима ко всем.














