Маркировка электродов
Содержание:
- Содержание
- Резюме
- Применение электродов
- Стальная наплавочная проволока для электродов
- Виды стержней для ручной сварки
- Тип шва и выбор электрода
- Особенности использования
- Рейтинг электродов для постоянного тока
- Нарезаем резьбу на трубе
- Распространенные модели или какой электрод лучше выбрать
- Тонкости использования черных обоев
- ГОСТ и другие требования
- Это Белорусский оригинал Кварцевого обогревателя
- В зависимости от того, какое покрытие
- Дальнейший уход за газоном
- Покрытие сварочных электродов
- Обзор средних цен по России
- Удачные аналоги для замены
- Описание и сфера применения
- Как организовать правильное место дома?
- Особенности конструкции дымохода через стену
- Достоинства и недостатки пазогребневых блоков
- Заключение
Содержание
Резюме
Теперь попробуем сформулировать главные выводы, которые должны стать руководством к вашим будущим действиям. Классификация электродов – наш главный помощник в принятии решений.
Обозначения электродов для сварки.
Решающих параметров при выборе электродов немного:
- Первый из них – тип металла, с которым вы собираетесь работать. Здесь нужно пользоваться ГОСТАми и нашим обзором – читать и выбирать правильные расходники по назначению.
- Второй – степень ответственности конструкции. Если она высокая, не нужно жалеть денег на материалы от классного производителя. Первым на ум приходит, конечно, торговая марка ESAB. И первым выбором в данном случае должны быть стержни с основным покрытием.
- Третий параметр – степень загрязненности свариваемых поверхностей. Если много коррозии или влаги, выбирайте рутиловые варианты.
- Четвертый параметр – толщина заготовок, от которой будет зависеть диаметр электрода и характеристики сварочного тока.
Для швов высокого качества совсем необязательно иметь навороченный инвертор с максимальным набором функций. Правильные электроды для электродуговой сварки и не только – ваши лучшие друзья в работе. Желаем сухих электродов с сертификатами соответствия, правильного тока, опытных наставников и хороших заказов.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Стальная наплавочная проволока для электродов
Стальная наплавочная проволока изготавливается в соответствии с требованиями
ГОСТ10543. Диаметр проволоки составляет от 0,3 до 8,0мм. Материал — низкоуглеродистая,
легированная или высоколегированная сталь.
Различают наплавочную проволоку из углеродистой стали (марки Нп-25, Нп-40 и
др.), из легированной стали (марки Нп-40Г, Нп-50Г, Нп-30ХГСА и др.) и из высоколегированной
стали (марки Нп-20Х14, Нп-30Х13, Нп-30Х10Г10Т и др.). Марку проволоки выбирают
исходя из требуемой прочности сварного соединения, в зависимости от назначения
сварной конструкции.
По виду поверхности стальная сварочная и наплавочная проволока может быть омеднённой
и неомеднённой. Омеднённую проволоку поставляют по требованию заказчика. Наплавочная
проволока, из которой изготавливают электроды для ручной дуговой сварки, имеет
условное обозначение буквой Э.
Виды стержней для ручной сварки
Электроды для производства работ методом дуговой сварки подразделяют на плавящиеся и несгораемые. Первые изготавливают из стали, чугуна, меди — в зависимости от соединяемых металлов, и используют в качестве катода или анода, присадочного материала. Плавящийся электрод состоит из внутреннего стержня, структура которого обусловлена свойствами свариваемых металлов, и внешней оболочки. Покрытие электрода (есть виды и без него) многофункционально: удержание дуги, добавка в сплав необходимых химических элементов для раскисления и легирования металла, образование газового облака, защищающего шов от окисления.
Несгораемые электроды изготавливают из тугоплавких веществ — это уголь, графит или вольфрам. С их помощью разжигают и удерживают дугу, а наполнение шва металлом осуществляют ручной подачей в зону нагрева плавкого материала.
Множество вариантов исполнения покрытых электродов в различных сочетаниях веществ, взаимодействующих при сварке, обусловило появление нескольких классификаций, помогающих ориентироваться при выборе нужных композиций. По назначению различают:
- сплавы углеродистые и с небольшим количеством примесей;
- наплавочные электроды с особыми свойствами;
- стали повышенной прочности;
- материал с расширенным набором лигатур.
Тип шва и выбор электрода
Вполне логично, что проводить выбор комплектующих для РДС стоит в соответствии с соединением. Металл и шов играют большую роль в этом вопросе. Есть обычные швы: вертикальные, горизонтальные, а также наклонные.
Помимо этого разделения существуют еще и стыковые, косые, а также швы, сделанные со скосом. Эта информация пригодится как новичкам, так и мастерам с 15-летним стажем. Стоит остановиться на том, какие существуют марки сварочных стержней в 2019 году.
Электроды отличают по маркам в случае с ручной дуговой сваркой. Этот факт также зависит от того, с каким металлом нужно работать. Данные отображены в таблице.
Особенности использования
Имеются некоторые нюансы, связанные с применением подобных устройств при сварке. Рассмотрим некоторые из них:
- Для сваривания требуется применять ток обратной полярности;
- Покрытие особое, состоит из карбонатов и фтористых образований, благодаря чему швы не имеют газов и прочих вредных примесей;
- Низкоуглеродистая сталь способствует значительной долговечности шва;
- Отсутствие органических соединений препятствует образованию влаги на устройствах;
- При изготовлении электродов полностью исключается образование различных неровностей, трещин и прочих дефектов.
В результате получается крепкий шов, не подвергающийся старению и потере свойств при изменении температурных режимов. Необходимо контролировать чистоту соединений, ибо появление ржавчины или масел ведет к образованию пор, и соединение в итоге получится плохим.
Рейтинг электродов для постоянного тока
Отличия в сварке при различной полярности тока.
Разновидности электродов, применяемых для сварки постоянным током:
- УОНИ – 13/55 – знаменитые в своем роде электроды для постоянного тока, применимы для стальных сплавов – с низкими дозами легирующих элементов и с добавкой углерода. Обладают значительными достоинствами: сварочный шов очень пластичен и вязок для механических воздействий, весьма долговечный. Почти не образуется примесей и газов. Дуга легко поджигается. В стержень помещается проволока параметров Св-08 или Св-08А.
- УОНИ – 13/45 также используются для соединения заготовок из углеродистых и низколегированных сталей. Шов не склонен образовывать трещин – ни горячих, ни холодных. Он весьма пластичный и вязкий, с идеальной герметичностью, что делает его подходящим вариантом для сварки емкостей, которые в дальнейшем будут подвергаться высокому давлению. Швы, выполненные с данными электродами, намного дольше не стареют.
- ОЗЛ – 6 отличаются своей узкой направленностью: они используются в работе с жаропрочными сталями. В швах не образуются поры и трещины, они не подвергаются в дальнейшем коррозии и обладают такой же жаропрочностью, как и основной металл. Подходит для металлов с разной структурой.
- ОЗС – 12 предназначаются для стальных сплавов с низкой долей легирующих добавок и углерода. Работать возможно в любых пространственных положениях, лояльны к поверхностям с ржавчиной. Сварной шов формируется с отличными характеристиками: прочностью и долговечностью. Устойчивая дуга. Во время работы не наблюдается выделений токсических веществ.
- ЦЛ – 11 также узкоспециализированные электроды, которые предназначены для стальных сплавов с добавками хрома и никеля, а также коррозионностойких сталей. Сварные швы отличаются стойкостью к коррозии. Металл почти не разбрызгивается, дуга устойчивая, хорошо отделяется шлак в виде корки.
- АНО – 21 несмотря на то, что предназначены они также для углеродистых и низколегированных стальных сплавов, как и предыдущие марки электродов, данные расходники чрезвычайно популярны среди мастеров самого разного уровня профессиональной подготовки. Их особенности – мелкочешуйчатая структура металла сварочного шва, отличный поджиг дуги, мягкость, небольшое разбрызгивание металла и так далее.
- LB – 52U отличаются высокой производительностью процесса сварки с их помощью. Дуга стабильная, металл почти не разбрызгивается, возможна работа в любом положении в пространстве, в шве почти не образуются трещины.
- МР – 3 типичные универсальные электроды, которые с полным правом присутствуют в обоих списках – и для переменного, и для постоянного тока. В шве практически не образуются поры и горячие трещины, дуга мощная и стабильная, малое разбрызгивание металла, легкое отделение шлака в виде корки.
- ОЗЧ – 2 предназначаются для сварки чугуна. При всей своей кажущейся узкой функциональной направленности они имеют солидные преимущества в виде универсальности, простоте в использовании, отличной дуге с прекрасными характеристиками, пластичности сварочного шва без трещин, хорошо отделяемой корки со шлаком в конце процесса.
Нарезаем резьбу на трубе
Старую краску можно не снимать. Смазываем место, где будет резьба твердой или жидкой смазкой: солидол, литол, моторное масло.
Также промазываем резцы на клуппе.
Ни там ни там не нужно наносить сильно много твердой смазки, так как стружки после нарезки будут к ней прилипать и не будут падать вниз, а значит удаляться. Надеваем клупп направляющей на трубу.
По идее клупп вращается специализированным инструментом — трещоткой, но так как у нас разовая работа, приобретать дорогой инструмент будет не выгодно. Берем разводной ключ, и подгоняем его размер под заднюю юбку клуппа. Вращаем инструмент, делая несколько оборотов вокруг трубы. Теперь резцы вошли в зацепление.
Если труба хлипкая и неустойчивая, ее нужно удерживать другим разводным ключом вот так:
А другим разводным ключом вращать насадку. Последовательность нарезки такая: 2-3 оборота клуппа вперед, 1 назад. Это нужно сделать обязательно, чтобы стружка сломалась, отвалилась и не мешала дальнейшей нарезке. Если этим пренебречь, стружки могут замять витки резьбы.
Всего нужно нарезать 4-5 полных витков резьбы.
В итоге резьба на трубе нарезана.
Так же учтите, что резцы в клуппе имеют небольшой конус. Это нужно для того, чтобы можно было с легкостью начинать и нарезать резьбу. В итоге я веду к тому, что конечные витки могут быть не полными и недорезанными по глубине. Поэтому, чтобы получить 3-4 полноценных витка резьбы на трубе, визуально лучше нарезать 6-7 витков. После всех работ резьбу можно проверить навинтив на нее любой переходник или штуцер.
Чем толще труба, тем большее усилие приходится прилагать для проворачивания насадки. Способ не хитрый, должных навыков почти не требуется, справиться даже новичок. Перекосить резьбу невозможно, так что бояться не стоит.
Распространенные модели или какой электрод лучше выбрать
Сегодня существует огромное количество разных электродов, выпускаемых разными производителями. Новички часто путаются в столь большом разнообразии, поэтому ниже представлены характеристики популярных марок стержней:
- MP-3C — это универсальные модели расходников, предназначенные для работы с током постоянной и переменной частоты. Достоинством изделий является легкое воспламенение дуги не только при первом, но и последующем розжиге. В качестве обмазки используется рутил, обеспечивающий эффективную защиту соединения от окисления и проникновения шлака.
- АНО-37 — изделия предназначены для работы с низкоуглеродистыми сталями. Отличаются неприхотливостью работы с металлами, на которых имеется ржавчина. Они также легко разжигаются, что очень удобно для новичков.
- ОЗС-4 — еще один вид неприхотливых в эксплуатации электродов. Основная их особенность в том, что варить ими можно металл не только с присутствующими загрязнениями и ржавчиной, но и влагой.
- УОНИИ-13/55 — еще одна популярная разновидность расходников. Служат они не только для сварки тонкого металла, но и при соединении ответственных конструкций, эксплуатируемых при отрицательных температурах. Перед работой рекомендуется удалить загрязнения и ржавчину с металла.
Электроды поставляются в картонных или пластиковых упаковках, на которых указывается подробная инструкция по их эксплуатации. Ее необходимо обязательно изучить перед началом использования, ведь от этого зависит качество проведения сварочных манипуляций.
Тонкости использования черных обоев
ГОСТ и другие требования
Электроды марки МР-3 выпускаются в соответствии с требованиями государственных стандартов (ГОСТ 9467/9466). Согласно нормам, присадочный материал расходного сварочного элемента причисляется к типу Э46. Аналогичные стержни используются при сварке малолегированных низкоуглеродистых сталей с вмещением углерода от 0,25%.
Порошкообразный рутиловый концентрат нанесен на металлический сердечник. В качестве активного вещества выступает диоксид титана. Обмазка состоит из карбонатной или алюмосиликатной смеси, повышающей вязкость обрабатываемой детали. Это уменьшает возникновение трещин и деформаций на получаемом шве.
Материал электродного сердечника — низкоуглеродистая проволока конфигурации Св-08, изготовленная методом холодного катания. Диаметр изделия — от 2 до 6 мм. Толщина свариваемых заготовок составляет 3-20 мм. Временное механическое сопротивление на разрыв достигает 500 МПа.

Это Белорусский оригинал Кварцевого обогревателя
Достоинства:
- высший класс
- встроен терморегулятор
- климат контроль
- таймер времени
- блокировка от детей
Недостатки:
- низкая цена
В зависимости от того, какое покрытие
Эти показатели пишутся в последнюю очередь при маркировке. Они, как и большинство всех показателей обозначаются с помощью буквенных знаков. Мы в своем примере использовали буквенный знак Б. Это говорит о том, что покрытие основное.
Но на самом деле таких покрытий очень много, есть целлюлозные обозначаться как Ц, рутиловые они имеют обозначение буквой Р, и кислотные обозначаться соответственно буквой К, также ест прочие, что обозначаться буквой П.
Также возможно и объединение букв маркировки к примеру ЦР, это говорит про то, что покрытие целлюлозно-рутиловое.
Ещё возможны варианты, что в состав может входить пыльца железа, тогда производитель добавляет в маркировку ещё букву Ж.
К примеру если вы видите маркировку с буквенными знаками ЖБ- это говорит о том, что покрытие основное и имеет в себе пыльцу порошка.
Дальнейший уход за газоном
Покрытие сварочных электродов
Большинство электродов производится на железной основе, главное отличие заключается в покрытии. Среди покрытий можно выделить следующие:
- Рудно-кислое покрытие. Покрытие содержит обычно окислы марганца. При этом в состав покрытия дополнительно вводиться органическое вещество, необходимое для защиты сварочной зоны. Чаще всего для этих целей используют целлюлозу, крахмал или древесную муку. Органика во время нагрева разлагается, испаряясь, создает защитное облако в виде газа.
- Рутиловое покрытие. Производство электродов в данном случае сопровождается созданием покрытия из минерала – рутила, основой которого является двуокись титана. Данный тип покрытия схож по свойствам с предыдущим, но он более стабилен, что уменьшает количество брызг во время работы и позволяет создать более ровный шов. Также следует отметить, что такое покрытие выделяет меньше вредных газов, что позволяет сварщику работать в более комфортных и менее вредных условиях.
- Фтористо-кальциевое покрытие. Его основу составляют карбонат кальция и магния. Защитное газовое облако при использовании образуется из углекислого газа. В отличие от предыдущих типов, работу которыми можно выполнять при различном типе тока, электроды с таким покрытием можно использовать только для сварки постоянным током. Также следует отметить, что их чаще всего используют в промышленных условиях для ремонта ответственных стальных изделий и деталей.
- Органическое покрытие. Основой для покрытия в данном случае выступает какие-либо органические вещества, чаще всего оксид целлюлозы. Также в покрытия добавляют шлакообразующие вещества на основе титана, марганца или силикатов. Такие изделия можно использовать при работе со сварочными аппаратами переменного или постоянного тока. Работать с ними довольно легко, можно применять для выполнения швов в различном пространственном положении и различных типов стальных изделий. Поэтому они отлично подходят для ремонтных работ в домашних условиях.
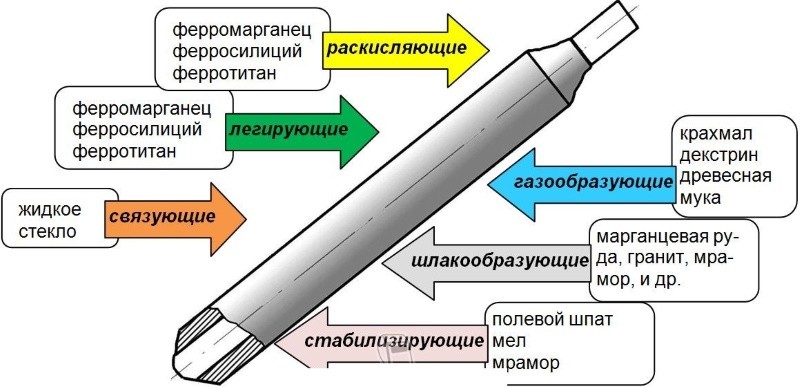
Виды покрытий электродов
Следует выделить особый тип электродов, применяющихся для работы с тугоплавкими сталями, предназначенными для эксплуатации при температуре до 600 градусов. При изготовлении электродов, предназначенных для сварки таких сталей, применяют специальные материалы для создания покрытия, способного качественно работать при высоких температурах. Чаще всего применяют рутиловое покрытие.
При работе с тугоплавкими сталями следует придерживаться нескольких рекомендаций, к которым можно отнести выбор электрода исходя из характеристик стали, а также предварительный подогрев рабочего места, и постобработка готового шва дополнительным нагревом.
Обзор средних цен по России
| ККМ-1 | КВМ-3 | «Полтавчанка» | КТ-51 | Для мотоблоков «Нева» | |
| Москва | 11 000 | 7 000 | 11 000 | 28 000 | 8 500 |
| Санкт-Петербург | 11 600 | 7 200 | 11 200 | 28 250 | 8 750 |
| Новосибирск | 12 300 | 8 500 | 11 600 | 28 550 | 9 000 |
| Екатеринбург | 12 300 | 8 600 | 11 550 | 28 600 | 9 400 |
| Челябинск | 13 000 | 9 000 | 11 850 | 28 700 | 10 500 |
| Омск | 12 400 | 8 000 | 11 500 | 28 500 | 9 800 |
| Владивосток | 13 000 | 9 000 | 11 900 | 28 750 | 10 000 |
https://youtube.com/watch?v=FsGBaeYJ6Eo
Картофелекопалка для мотоблока значительно упрощает работу по сбору урожая картофеля, свеклы, моркови и прочих корнеплодов. Использование этого оборудования позволяет значительно сэкономить силы и время, а также повысить количество собранного картофеля. Однако прежде чем купить понравившуюся модель картофелекопалки необходимо удостовериться, что она может быть установлена на ваш мотоблок или культиватор. Также при выборе навесного оборудования необходимо учитывать мощность мотоблока и тип почвы, которая будет обрабатываться.
Удачные аналоги для замены
Электроды Э42 широко распространены, выпускаются всеми крупными производителями. Поэтому необходимость искать альтернативу возникает редко. Если она все же есть, применяют близкие по составу расходники от компании Esab (Швеция).
Выбор модели зависит от того, для какой марки электрода Э42 требуется замена:
- АНО-6 — Esab OK 46.00.
- ОЗС-23 и ОМА-2 — ОК 43.32.
- ВСЦ-4 — OK Pipeweld 6010. Этот расходник больше не производится, распродаются остатки на складах.

Изготовители разрабатывают новые виды электродов.
Изготовители постоянно разрабатывают новые виды электродов, поэтому в будущем не исключено появление новых аналогов Э42. Подбирать их следует по химическому составу и материалу обмазки. У большинства Э42 она рутиловая, а стержни изготавливаются из сварочной проволоки Св-08 или Св08А по ГОСТ 2246-70.
Описание и сфера применения
Расходник плавящегося типа представляет собой стальной стержень с защитным покрытием. Под действием высокой температуры обмазка выгорает и превращается в газ, отделяющий расплавленный металл от кислорода атмосферного воздуха.
Большинство электродов этого типа используется для изготовления:
- малонагруженных конструкций;
- тонкостенных труб и емкостей низкого давления.
Допускается проведение с их помощью наплавочного ремонта.
Сфера применения зависит от марки электродов Э42. Они выпускаются в разных исполнениях, отличаются диаметром и составом защитного покрытия.
Улучшенные УОНИ Э42А
Единственная разновидность с основной обмазкой.
Она содержит в себе фосфорные соединения и карбиды, предотвращает появление горячих трещин и придает шву следующие свойства:
- пластичность;
- ударную вязкость.
Об этих особенностях свидетельствует индекс «А» в маркировке.
Они позволяют использовать электроды типа Э42А для изготовления конструкций:
- предъявляющих высокие требования к надежности, в т. ч. испытывающих воздействие знакопеременных нагрузок;
- эксплуатируемых при низких температурах.

Электроды УОНИ Э42А содержат в себе фосфорные соединения и карбиды.
Расходники выпускаются в категории УОНИ 13/45 и имеют следующие отличительные черты:
- Работают только с постоянным током обратной полярности (электрод-положительной).
- Требуют очистки соединяемых заготовок от ржавчины, пятен масла, грязи и воды.
- Не подходят для сварки в условиях повышенной влажности.
- Экономно расходуются благодаря наличию в покрытии железного порошка, компенсирующего потери металла на испарение и брызги.
Они капризны, поэтому от сварщика требуются опыт и сноровка. Используются сварочные аппараты инверторного типа, выпрямители не способны обеспечить стабильное горение дуги. Завышать ток не следует, поскольку это плохо отражается на качестве шва.
Виды покрытия и диаметры
Кроме основной обмазки, применяют:
Кислую. Она содержит оксиды железа, кремния и марганца
Такими электродами варят с осторожностью ввиду высокой вероятности образования в шве т.н. горячих микротрещин (межкристаллитных разрушений).
Рутиловую
Рутил представляет собой минерал с большим количеством диоксида титана. Покрытые им расходники формируют пластичный шов, по уровню раскисленности соответствующий полуспокойной стали. Они хорошо переносят большой ток, не допускают появления горячих микротрещин.

Кислые электроды содержат оксиды железа, кремния и марганца.
Кислые и рутиловые электроды типа Э42 выпускаются под многими марками, например ОМА-2, ВСЦ-4 и 4М, «Огонек», ОЗС-23, АНО-6, 6М, 17 и др. Они хорошо варят не только на постоянном, но и на переменном токе и подходят для начинающих.
Диаметр расходников Э42 составляет 2-12 мм. Он подбирается в соответствии с толщиной меньшей заготовки. Данный параметр определяет силу тока. Так, для приваривания уголка №5 по ГОСТ 8509-93 с толщиной полки 6 мм необходим электрод размером 4 (мм). Ампераж составляет 120-200 А.
Расшифровка маркировок
Литера «Э» означает «электрод для ручной дуговой сварки», число 42 — временное сопротивление разрыву, которое составляет 42 кгс/кв. мм.
Полная маркировка электрода содержит и другие данные, например Э42А-УОНИ-13/45 СМ-4,0-УД ГОСТ 9467-60.
Расшифровка маркировок изделия:
- СМ-4,0 — выполнено из сварочной проволоки диаметром 4 мм.
- У — предназначено для сварки углеродистой стали.
- Д — имеет толстое покрытие. Другие варианты: С — среднее, М — тонкое.
Изделие соответствует требованиям ГОСТ 9467-60.

Расшифровка наименований электродов.
Как организовать правильное место дома?
Как только ваш ребенок засобирался в первый класс, необходимо принять меры по организации рабочего места. У маленького ученика должна быть отдельная зона, где можно хранить книги и тетради, читать литературу, выполнять задания по письму, математике, рисованию.
Рабочее место школьника должно быть функциональным, хорошо освещенным, оптимизированным и перспективным. Как сделать все правильно?

Рекомендация первая: мебель и оборудование
Вопрос выбора мебели играет первостепенное значение. От неподходящей высоты стола или неудобного стула у ученика могут развиться разные заболевания – сколиоз, кифозом, а также негативные черты характера (рассеянность, быстрая утомляемость).
Приобретая мебель, ориентируйтесь на показатели:
- Высоты стола: измерьте на рост ребенка: деткам до 1,3 м рекомендуют учиться за столами, высотой 50 см. Существуют простейший тест: если малыш, облокотившись локтями на столешницу, достает пальчиками рук до висков, то мебель можно смело покупать. В противном случае, слишком низкий стол повредит формированию правильной осанки, а чересчур высокий вызовет мгновенную утомляемость.
- Ширины столешницы: современные школьники повсеместно пользуются компьютером – учитывайте данный фактор при выборе стола. Глаза ребенка должны находится на расстоянии 70-80 см от экрана, иначе он рискует потерять зрение в раннем возрасте. Хорошее решение вопроса предлагают угловые столы, позволяющие удобно разместить тетради, книги, ПК.
- Удобства кресла: школьнику подойдет ортопедическое кресло с регулируемой высотой. Во время учебного процесса ступни малыша должны упираться в пол, создавая прямой угол между икрами и бедрами.
При покупке мебели возьмите ребенка в магазин, прямо на месте проверив все вышеперечисленные параметры.

Рекомендация вторая: освещение
Оптимальным вариантом освещения рабочей зоны школьника станет комбинированный естественный и электрический свет (с преобладанием первого). Постарайтесь разместить стол сбоку окна (для правши – с левой стороны, для левши с правой). Не забудьте о настольной лампе: отдавайте предпочтение светильникам с мощностью до 80 Вт – излишняя освещенность вызывает напряжение глаз.
Рекомендация третья: оптимизация рабочего места
Школьнику любого возраста потребуется много книг, тетрадей, канцелярии. Необходимо обеспечить дополнительную оптимизацию рабочего места, чтобы разложить все учебные принадлежности «по полочкам».

Позаботьтесь о покупке:
- полок для учебников и тетрадок, атласов и наглядных пособий;
- специальных контейнеров для хранения полезных мелочей (ручек, карандашей, ластиков, скрепок и пр.);
- досок над столом, на которых можно писать расписание уроков и другую важную информацию.
Оптимизация рабочего места школьников – важный процесс, требующий большого количества сил и определенного бюджета. Однако не стоит экономить на обучении ребенка, ведь от комфортабельности зоны напрямую зависит здоровье и эмоциональное самочувствие малыша.

Особенности конструкции дымохода через стену
Наиболее популярные в прошлом кирпичные дымоходы постепенно выходят из употребления.
Широкое признание получили стальные сэндвич-трубы — они относительно дешёвы, просты в монтаже, имеют гладкую внутреннюю поверхность, и не нуждаются в дополнительном утеплении.
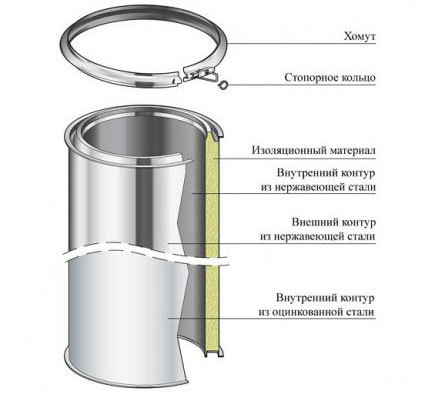
Устройство такого дымохода представляет собой стальную трубу, в которой закреплена другая труба, диаметром меньше на 20-60 мм, а между ними расположен слой теплоизоляции из базальтовой ваты.
Особенности конструкции трубы делают дымоход из сэндвич-трубы более удобным в эксплуатации за счёт:
- пожаробезопасности;
- теплоизоляции труб, которая в холодное время года препятствует образованию в них конденсата;
- лёгкости в уходе: чистить трубы нужно намного реже, чем кирпичную конструкцию – стенки сэндвич-труб по сравнению с кирпичом более гладкие, что не только не даёт скапливаться налёту на стенках трубы, но и улучшает тягу.
Достоинства и недостатки пазогребневых блоков
Пазогребневые блоки для перегородок, как любой строительный материал, имеет свои сильные и слабые стороны. Основные достоинства:
- Быстрый монтаж внутриквартирных перегородок и разделительных простенков. Возможность возведения разграничительных стенок любой конфигурации достигается за счет легкости нарезки плит любой формы пилой – ножовкой.
- Небольшой расход клеящего раствора. Клей покупается в готовом виде и разводится водой согласно пропорциям указанным на упаковке.
- Поверхность перегородок из пазогребневых кладочных блоков не требует последующей штукатурки. Во время кладочных работ излишки клеящего раствора аккуратно снимаются, место шва заглаживается малярным шпателем.

Устройство перегородки в санузле из влагостойких гипсовых плитИсточник centro-snab.ru
- Экологическая безопасность. Пазогребневые блоки состоят из строительного гипса, у которого кислотно-щелочной показатель максимально совпадает с кожей человека. Поэтому в комнате с перегородками из штучных гипсовых плит создается комфортная безопасная атмосфера для проживания человека.
- Огнестойкость материала. Гипс или силикатная смесь относятся к классу негорючих материалов и во время пожара не разрушаются и не выделяют опасных токсичных веществ. Плиты пг способны находится в прямым воздействием открытого огня с температурой до +1100 С без нарушения целостности конструкции.
- Уровень теплоизоляции гипсовой перегородки толщиной 8 см аналогичен бетонной стенке толщиной 40 см.
- Коэффициент звукоизоляции пазогребневых перегородок составляет 40 Дб, предельно допустимых для жилых помещений.
Кладку перегородок из пазогребневых плит можно выполнять самостоятельно своими руками без привлечения специалистов-каменщиков.

Самостоятельная кладка перегородкиИсточник gipsokarton-blog.ru
Недостатки материала:
- Высокая гигроскопичность гипса накладывает ограничения на использование пазогребневых блоков в условиях высокой влажности.
- Простенки из гипсовых плит имеют ограничения по навесному монтажу оборудования, предметов мебели, книжных полок.
- Резкая осадка здания или небольшая сейсмичность может спровоцировать появление деформационных трещин и разрушение целостности перегородки.
Ввиду тонкости гипсовых плит разделительную стенку из ППГ в обязательном порядке прочно закрепляют в несущей конструкции и потолка. Эта предупредительная мера позволяет укрепить гипсолитовые перегородки от механических воздействий и добавляет жесткости всей возведенной конструкции.

Схема крепления гипсолитовых перегородокИсточник i2.wp.com
Заключение
Копанием картофеля занимается каждый огородник, который занимается выращиванием овощей на своем участке. Вручную делать это довольно сложно и поэтому многие используют специальные картофелекопалки для мотоблоков. Чтобы самостоятельно создать такую конструкцию, необходимо ознакомиться с пошаговой инструкцией изготовления копалок.