Самодельный профилегиб без токарных работ
Содержание:
- Особенности организации системы отопления своими руками
- Понос у коровы: причины диареи, что делать и чем лечить
- Фото форм для тротуарной плитки
- Элементы конструкции профильного трубогиба
- Назначение и виды
- Обрезка излишков обоев
- Свойства бура:
- Гидравлический трубогиб своими руками для профильной трубы: чертежи и особенности схем
- Полезные советы
- Ручной рычажный трубогиб
- Спрячьте бытовую химию в закрытые ящики
- Планируем работы по устранению протеканий
- Описание конструкции трубогиба
- Брожение ацетата
- Средний класс
- Примерная схема расположения растений для альпийской горки
- Необходимые инструменты и материалы
- Как выбрать солевую лампу
- Трубогиб с поворотной платформой
- Как сделать улитковый трубогиб?
- Технология сборки
- Из чего делают искусственный камень?
- Трубогибы – конструкция и разновидности
- Общие сведения о трубогибах
- Как сделать ручной профилегиб с обкатным роликом.
- Самодельный роликовый трубогиб
- Полезные советы
- Поздняя готика: изменения в стиле XIV-XV веков
- Еще одна конструкция гибочного станка
- См. также
- Как подготовить садовый инструмент к длительному хранению
- Осушение подвала
- Проходной выключатель: схема подключения устройства из разных мест
- Как согнуть профильную трубу без спец инструмента?
- Выводы и полезные видео по теме
Особенности организации системы отопления своими руками
Подключение отопления в частном доме своими руками начинается с монтажных работ по установке и обвязке котла. Если мощность прибора не превышает 60 кВт, его разрешается монтировать в кухонном помещении. Для более мощных теплогенераторов потребуется специальная котельная. Нагревательные приборы с открытой камерой сгорания, рассчитанные на сжигание разных видов топлива, нуждаются в хорошем притоке воздуха. Кроме того, потребуется дымоход, чтобы отводить продукты горения. Чтобы вода двигалась естественным образом, патрубок обратки котла должен находиться ниже, чем уровень батарей на первом этаже.
При установке теплогенератора необходимо учитывать минимально допустимые расстояния до стен и прочих приборов. Чаще всего эти указания имеются в прилагаемой к изделию инструкции.
При отсутствии специальных указаний при установке котла используются такие правила:
- Ширина прохода с лицевой стороны котла должна быть не менее 1м.
- Если нужды в обслуживании прибора с боковой и задней части не имеется, то там оставляется промежуток от 70 до 150 см.
- Соседние приборы должны располагаться не ближе 70 см.
- Если монтируются два котла рядом, то между ними должен быть проход в 1 м. Если установка проводится напротив, дистанция увеличивается до 2-х метров.
- Монтаж подвесным способом дает возможность обойтись без боковых проходов: главное, чтобы был зазор спереди для простоты обслуживания.
Понос у коровы: причины диареи, что делать и чем лечить
Фото форм для тротуарной плитки
Элементы конструкции профильного трубогиба
Поскольку энергоёмкость технологической операции сгиба даже высокопрочного проката невелика, то большинство элементов трубогиба можно изготавливать из обычной стали типа Ст.5.
Диаметры осей роликов трубогиба подбирают по имеющимся типоразмерам подшипников качения, а для основы резиновых зажимных губок используют высокопрочную резину по ГОСТ 7338-90. Марка резины должна быть не ниже АМС (атмосферомаслостойкая), толщина — от 10 мм, степень твёрдости – Т (такой материал выдерживает давление от 5 МПа).
Особое внимание уделяется формующим роликам: они изготавливаются чистовым точением из инструментальной стали У10 или У12 по ГОСТ 1435-85. Необходимо строго соблюдать соотношения между исполнительными размерами ролика и размерами поперечного сечения заготовки (они указаны ранее)
Цепные передачи трубогиба и мультипликатор можно подбирать из готовых деталей, имеющихся в арсенале домашнего мастера (для мультипликатора, например, подойдёт узел, применяемый для аналогичных целей в гайковёртах).
При сборке стоит учесть оптимальные условия смазки трущихся элементов, а ручку для удобства пользования, делают с рифлёной пластиковой трубкой.
Рама трубогиба может быть сварной или собрана на болтовых соединениях.
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
рычажные трубогибы;прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным. Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра. Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
гидравлический;пневматический;электрический.
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.
Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.
Обрезка излишков обоев
Свойства бура:
Гидравлический трубогиб своими руками для профильной трубы: чертежи и особенности схем
Особого внимания требует создание гидравлической конструкции. Чтобы выполнить подобную установку понадобится швеллер, домкрат со специальным приводом, ролики и башмак. Необходимо подобрать листы из металла, толщина которых более 3 мм.

Гидравлическая конструкция
С применением сварочных агрегатов из прочного швеллерного элемента выполняется система в форме прямоугольника. Ее высота должна быть такой же, как и у домкрата. Данный элемент должен исполнять роль толкателя
Важно подобрать качественные ролики для точного обхвата выбранных труб

Самодельная гидравлическая установка
Подобный гидравлический агрегат имеет множество преимуществ. Это простота при изготовлении и невысокая стоимость вспомогательных моделей. С помощью подобной установки можно сгибать любые трубы даже в холодном состоянии. Подробно покажет, как сделать трубогиб своими руками для профильной трубы, видео ниже.

Чертеж гидравлической установки с использованием домкрата
Полезные советы
- Съемные ролики различного вида дадут возможность проводить работу как с профильной трубой, так и с круглой.
- Чтобы гибочный механизм был наиболее многофункциональным, упорные ролики желательно делать подвижными. Благодаря этому можно менять радиус излома трубы.
- Если изгиб осуществляется при помощи шаблона, то для того, чтобы труба плотно прилегала к образцу, возможно применение железных крючков для упора.
- Если профильную трубу надобно согнуть под наибольшим радиусом, то правильнее применять трубогиб с тремя роликами.
- Следует не забывать, что в месте изгиба профиль утрачивает прочность. По этой причине, если используются углы ближе к 90 градусам, правильнее всего разрезать трубу и при помощи сварки придать ей нужный угол сгиба.


- К каждому заводскому станку прилагается подробная инструкция по эксплуатации, в которой указываются все характеристики и технические данные устройства. Чтобы станок служил долго и без поломок, следует перед началом работ в обязательном порядке ознакомиться с инструкцией.
- Не нужно забывать про средства индивидуальной защиты. Во время работы с болгаркой необходимо применять очки либо предохранительный щиток, а сварные дела осуществлять в специальной одежде, перчатках и сварочной маске.
В следующем видео вас ждет полная инструкция по сборке трубогиба в домашних условиях.
Ручной рычажный трубогиб
Если вам нет надобности в таком сложном устройстве, а требуется только согнуть стальную круглую трубу небольшого размера, то можно сделать простой рычажный механизм. Он предназначен для гибки труб с тонкими стенами.
Смотрите видео инструкцию по изготовлению.
Мы тоже решили попробовать собрать этот трубогиб своими руками. Нам потребуется: вал с круглым профилем, прижимной ролик, металлический лист на 8 для станины, шпильки, гайки.
Кто-то может сделать данное устройство на глаз, но лучше подготовить чертёж трубогиба или найти подходящий вариант в интернете. Мы решили работать по чертежу.
Чертёж рычажного трубогибаЧертёж вилки рычага
Приступаем к изготовлению:
- Делаем заготовки для вилки. Размер вилки зависит от расстояния между колёсами, точнее от посадочного места трубы, оно должно равняться её диаметру плюс 1–2 мм. Вырезаем из металлического листа и шлифуем:
- станину и крышку для вала;
- упор для станины и небольшую подставку для крышки;
- две прямоугольных пластины, по краям которых делаем отверстия под шпильки.
Нарезаем заготовки
В крышке и станине проделываем отверстия для крепления вала.
Проделываем отверстияГотовые заготовки
Закрепляем упор в тисках, привариваем к его середине станину, а к верху подставку под крышку, шлифуем швы.
Свариваем детали
Продеваем шпильку в отверстие станицы, одеваем вал и сверху накрываем крышкой из металлического листа. С обеих сторон закручиваем гайки.
Устанавливаем вал
Крышку крепим к подставке болтами.
Крепим крышку
С обеих сторон на гайки прикручиваем две прямоугольные заготовки.
Монтируем прямоугольные заготовки
Сверху, между этими пластинами, размещаем ролик, который закрепляем при помощи шпильки и гаек.
Устанавливаем ролик
Две пластины вилки свариваем, разместив между ними заготовку из швеллера.
Свариваем вилку
Прикручиваем ручку из куска металлического профиля.
Подсоединяем ручку
Ну вот, рычажный трубогиб готов, оказалось, что сделать его самостоятельно под силу практически любому домашнему мастеру.
Спрячьте бытовую химию в закрытые ящики
Планируем работы по устранению протеканий
Описание конструкции трубогиба
Перед процессом сооружения сгибающего аппарата, желательно детально рассмотреть для чего он может использоваться. Данное устройство, позволяет выгнуть металлическую деталь под разным ракурсом. Подобная конструкция обрабатывает детали из пластика, металла и алюминия. Используя трубогиб, изделие можно согнуть до полного углового разворота.
Трубогиб незаменим при конструировании разных навесов, беседок, качелей и скамеек.
Механический трубогиб в действии
Различаются агрегаты по виду изгибов и по приводам. Отметим, что, если изготовлять трубогиб для профильной трубы своими руками, можно использовать недорогой материал или вовсе не нужный хлам, который часто валяется в сараях частных.
В производственной сфере применяются разнообразные типы трубогибов.
Среди них особо выделяются:
- Гидравлические. Подобные устройства часто стационарного типа, но бывают и ручного варианта. Представленные агрегаты применяют с целью обработки профильного сырья с диаметром менее трех дюймов. Они отлично подходят для масштабных работ в процессе обработки большого количества материалов.
- Электромеханические. Данные оборудования для сгибания профильного материала могут обрабатывать любой вид профильных труб. За счет электроники удается сделать расчет требуемого наклона и усилия для работы.
- Ручные. Используются для обработки материалов маленького диаметра.
Отметим, что воздействие термическими показателями на такие материалы способствует изменению строения и таким образом показатели прочности снижаются. Если же один элемент изгибать несколько раз, конструкция изделия нарушится.
Разделяют трубогибы и по способу сгибания:
- сегментный, включающий в себя определенный механизм, с помощью которого протаскивается магистраль и перегибается, под нужным углом;
- арбалетный, который оборудован специализированным устройством, выступающим трубогибом;
- пружинный, который включает в свою схему специальные пружины, именно под их давлением гнется материал.
В процессе применения такого агрегата нужно знать, что максимальный угол изгиба, зависит от характеристик обрабатываемого сырья. Когда детали гнутся, рекомендуется придерживаться минимального угла сгиба. В иной ситуации конструкция может поддаваться изменениям.
Брожение ацетата
Средний класс
Примерная схема расположения растений для альпийской горки
Необходимые инструменты и материалы
Как выбрать солевую лампу
Выше был описан процесс изготовления солевой лампы своими руками, но огромное количество их представлено на полках магазинов. Кроме того, есть возможность заказать прибор через Интернет.
Форма изделия может быть выбрана любая, которая нравится покупателю и вписывается в интерьер. Есть прямая зависимость между весом лампы и охватываемой площадью. Так, прибор весом около 3 килограммов способен эффективно работать в помещении площадью около 12 квадратных метров. Если пространство большего размера, то нужно выбрать светильник побольше или установить их несколько.
Перед покупкой солевой лампы ее требуется осмотреть на предмет отсутствия трещин, сколов, иных повреждений. Лучше если шнур будет длинным, чтобы не ограничиваться в возможных местах установки.
Большое значение имеет цвет светильника, так как он определяет полезное действие. Вот некоторые значения:
- белый – очищает, дезинфицирует воздух;
- желтый – воздействует на печень и поджелудочную железу;
- красный – оказывает положительное действие на кровообращение и всю сердечно-сосудистую систему;
- оранжевый – приводит в норму нервную систему, помогает бороться с психологическими проблемами;
- розовый – повышает эмоциональный фон;
- коричневый – улучшает гармонию человека с внешней средой.
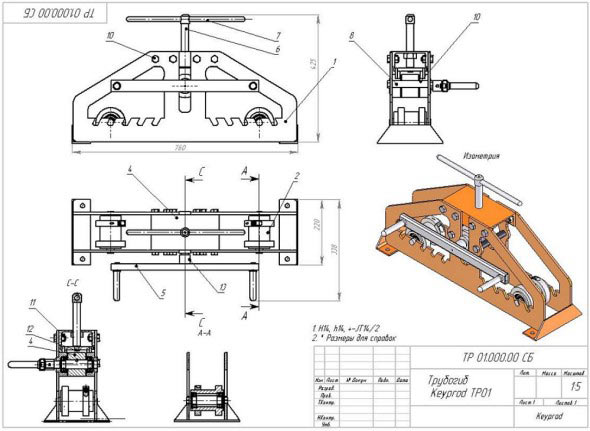
Трубогиб с поворотной платформой
Этот вариант хорош тогда, когда к искажению формы конечного сечения особых ограничений не предъявляется. Принципиально он отличается тем, что один конец изгибаемой заготовки закрепляется, второй гнётся по нужному радиусу при помощи поворотной платформы. Элементы конструкции такого трубогиба:
- Корпус.
- Зажим с регулируемыми резиновыми губками.
- Вертикальная ось.
- Поворотная платформа, включающая в себя профильный ограничитель (он может быть переустанавливаемым).
- Привод (зубчатая или цепная передача; при необходимости увеличить скорость гибки, такая передача должна иметь усилитель крутящего момента – мультипликатор).
- Рычажная рукоятка.
Область рационального применения трубогиба с поворотной платформой – сгибы с радиусами r, которые многократно превышают толщину стенки трубы h. Рекомендуется соотношение r > (5…6)h.
Для малопластичных труб, изготовленных из средне- и высокоуглеродистых сталей (марок от сталь 50 и выше), такой метод следует применять с известными осторожностями, поскольку в области изгиба возникают довольно большие растягивающие напряжения, которые могут вызвать образование трещин в металле. Чтобы обойти это ограничение, деформируемый участок трубы лучше подогреть паяльной лампой
Важно помнить, что изгиб с растяжением преодолевает проблемы разрушения заготовки, которые могут возникнуть при изгибе со сжатием.
Как сделать улитковый трубогиб?
Самостоятельное изготовление улиткового трубогиба может показаться сложным. В действительности, это устройство собрать не труднее, чем роликовый трубогиб. Процесс отличается только используемыми деталями и временем сборки.
Улитковый трубогиб позволяет выгибать профиль по всей длине сразу, а не только в одном месте. За это свойство он получил популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый роликовый трубогиб не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, то предложенные материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба понадобятся:
- Швеллер – 1 метр.
- Листовое железо.
- Три вала.
- Две звездочки.
- Металлическая цепь.
- Шесть подшипников.
- Металлическая 0,5-дюймовая труба для изготовления воротов – 2 метра.
- Втулка с внутренней резьбой.
- Прижимной винт.
Особенное внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звёздочки можно взять от старых велосипедов, но они должны быть абсолютно одинаковые по размерам
Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, ведь на них будут приходиться высокие нагрузки при работе
Перед выбором и покупкой всех материалов нужно нарисовать чертеж со схематичным изображением всех элементов конструкции, чтобы не докупать их в процессе изготовления трубогиба.
Процесс сборки улиткового трубогиба
Сборка любого оборудования начинается с составления чертежной схемы.
После этого можно приступать к основным рабочим процессам, которые продемонстрированы в фотоинструкции:
- Сварить основание инструмента из двух параллельно расположенных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Одеть на валы подшипники и приварить две таких конструкции к основанию. Желательно ограничить валы металлическими планками или расположить их во внутренней полости швеллеров.
- Одеть звездочки и приварить их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие прижимного механизма.
- Одеть подшипники на прижимной вал и собрать конструкцию пресса с боковыми ограничителями из планок или швеллеров.
- Сделать основание для втулки и приварить её к пластине. Вкрутить прижимной винт.
- Приварить к верхнему краю прижимного винта и к ведущему валу ворот из труб.
- Смазать подшипники машинным маслом.
Несколько полезных советов:
Галерея изображений
Фото из
Сваривание двух швеллеров между собой
Приваривание вала к основанию трубогиба
Одевание цепи на звездочки
Приваривание вертикальной направляющей планки
Сборка прижимного вала из швеллера
Приваривание резьбовой втулки к пластине
Вороты на винте и ведущем валике
Улитковый трубогиб в работе
После сборки трубогиба и его испытаний можно покрасить конструкцию антикоррозийной краской для лучшей сохранности сварочных швов. Чтобы повысить удобство работы, к направляющим дополнительно прикрепляется пружина для возврата пресса в верхнее положение.
Технология сборки
Для того чтобы защитить собранную конструкцию от влажности, ее покрывают специальным раствором, который защитит от ржавчины, и затем красят. В гидравлических станках возможно осуществлять гибку профильной трубы из различных материалов и толстостенные изделия. Осуществлять подобную процедуру возможно холодным и горячим (предварительное нагревание трубы) способом. Предназначение горячего способа – труба нагревается снаружи либо горячий воздух пропускают внутрь трубы, что увеличивает ее пластичность, соответственно, показатели качества изгиба повышаются. Холодный – данный метод отличается простотой, он применяется для пластичных труб.
Из чего делают искусственный камень?
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Общие сведения о трубогибах
По своему устройству этот инструмент отличается рядом особенностей, благодаря которым ему и удается без особых проблем гнуть металлические трубы, придавая им требуемый угловой радиус, что осуществляется посредством минимальных физических усилий. Доступное сегодня оборудование для гибки профильной и круглой трубы можно подразделить на несколько видов:
- гидравлические;
- ручные;
- пружинные;
- дорновые.
Наряду с ними, можно выделить инструменты и иного исполнения:
- арбалетные;
- сегментные;
- электромеханические.
Все вышеназванные инструменты обладают определенными положительными и отрицательными качествами, но любой из них позволяет за короткое время и с минимальными физическими усилиями выполнить гибку металлической трубы круглой формы.
Самый простой вариант — посетить ближайший специализированный магазин, где предлагаются подобные инструменты. Но если владелец имеет опыт в изготовлении самых разнообразных устройств своими руками, то он может рассмотреть вариант с созданием трубогиба ручного в домашних условиях. Но прежде чем приступить к сборке подобного приспособления, следует подготовить все необходимое: чертежи, материалы и определенный инструмент.
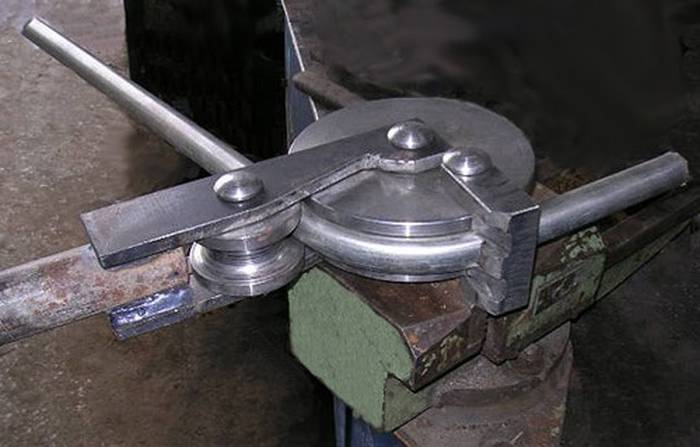
Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые
трубы на угол 90 градусов и более.
 Гибка круглой трубы методом обкатки.
Гибка круглой трубы методом обкатки.
 Гибка профильной трубы методом обкатки.
Гибка профильной трубы методом обкатки.
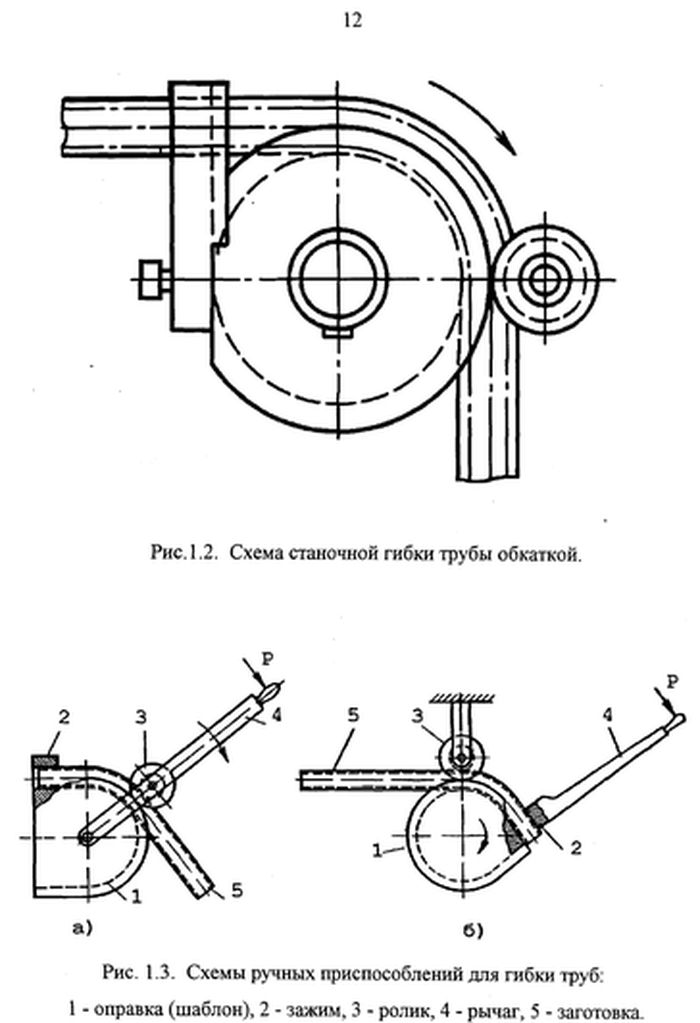 Схема гибки трубы.
Схема гибки трубы.
Принцип такого трубогиба основан на обкатке трубы роликом.
Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные
деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы
исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
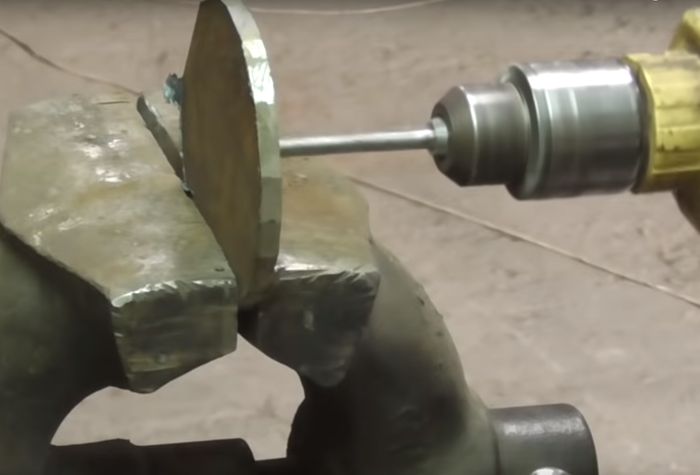
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
 Сверлим отверстие в заготовке.
Сверлим отверстие в заготовке.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
 Болт вставленный в заготовку.
Болт вставленный в заготовку.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
 Обтачиваем заготовку.
Обтачиваем заготовку.
6. Собираем обработанные заготовки в ролик
Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение
Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
 Ролик для трубогиба из пяти кругов.
Ролик для трубогиба из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
 Трубогиб с отверстиями в кронштейне.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
 Труба с заломами.
Труба с заломами.
 Минимальный радиус гибки трубы.
Минимальный радиус гибки трубы.
Самодельный роликовый трубогиб
Преимуществами роликовых трубогибов являются расширенные технологические возможности и повышенная точность гибки. Конструкция приспособления проста:
- Профилированный сменный ролик, свободно вращающийся на вертикальной (реже – горизонтальной) оси.
- Поворотный рычаг с рукояткой.
- Гибочный сменный ролик, закреплённый на противоположном плече рычага.
- Упор-проводка.
- Станина.
Для снижения усилия оба ролика должны свободно вращаться, для чего они устанавливаются в подшипниках качения. Поскольку каждая пара роликов приспособлена для изгиба труб с определённым внешним диаметром, то они должны быть быстросменными.
Материал деталей выбирают из тех же соображений, что и для предыдущего варианта. С целью повышения жёсткости упор-проводку можно приварить к корпусу. Радиус изгиба (выбираемый по вышеприведенным соотношениям) будет равен радиусу профиля гибочного ролика.
Для обеспечения должного качества деформирования радиальное биение осей роликов должно быть минимальным, а их оси – строго параллельны между собой.
Полезные советы

Трубогиб с комплектующими
Для профильной трубы вовсе необязательно обзаводиться какой-то особой квалификацией – достаточно обычной внимательности и нескольких рекомендаций от специалистов. В ручных устройствах система состоит из ведущей и ведомой шестерни, наваренных на валы и прижима (вместо вала могут использовать домкрат). Иногда профиль может соскальзывать с прокатного стана и в таких ситуациях используют крючья для фиксации. Для наиболее чёткой гибки валы должны быть подвижными.
Примечание. Для соблюдения радиуса изгиба лучше всего сделать картонный или деревянный шаблон. Если вы будете использовать даже простой ручной трубогиб, шаблон всегда обеспечит точность.
Видео: ручной трубогиб
Поздняя готика: изменения в стиле XIV-XV веков
Еще одна конструкция гибочного станка
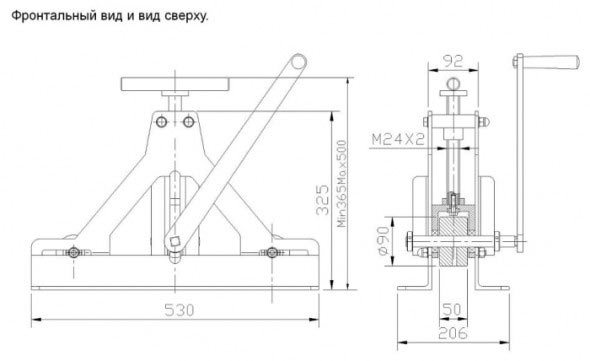
Для начала рекомендуем ознакомиться с чертежами данной конструкции, которые представлены ниже.
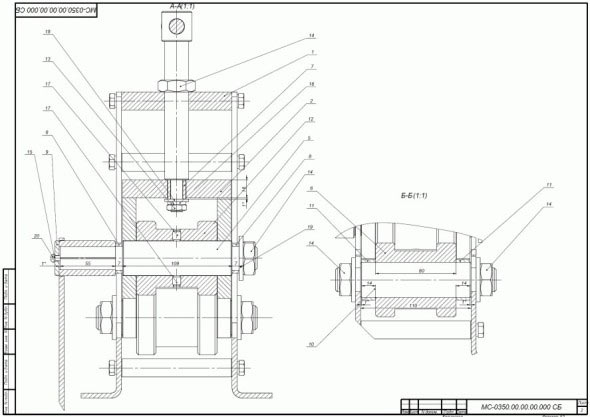
Здесь, как видите, ролик прижимается посредством резьбовой передачи. В данном примере будет применяться гидравлический домкрат и ручной привод, в котором будут присутствовать элементы газораспределительного механизма (речь идет о тех, что в автомобильных двигателях). И еще один момент: не забывайте о личной безопасности! Всегда пользуйтесь при работе средствами индивидуальной защиты!
Теперь – непосредственно к процессу изготовления трубогиба своими руками
Шаг первый. Для начала сделайте нажимной вал и опорные валы. Если не умеете работать с токарным станком, то потребуется помощь профессионала
При этом важно, чтобы ролики имели хвостовики, необходимые для монтажа звездочек

Шаг второй. Прикрепите к валам подшипниковые опоры, закрепите шестерни на шпонки.

Шаг третий. Сварите каркас будущего станка трубогиба. Прежде всего, изготовьте квадратную раму, на которой имеются опорные ножки, после чего установите на нее конструкцию, посредством которой будет двигаться плита с роликом.

Шаг четвертый. Плитой в данном случае послужит швеллер (Н- или П-образный). Чтобы установить нажимной вал, проделайте на краях плиты отверстия с учетом габаритов подшипниковых опор.

Шаг пятый. Кусок швеллера с роликом подвесьте на четырех пружинах сверху каркаса (по углам предварительно приварите гайки, которые послужат вам в роли монтажных петель). Затем установите, наконец, гидравлический домкрат.

Шаг шестой. На нижней раме зафиксируйте приводные валы.

Шаг седьмой. Наденьте на звездочки цепь, надавите на нее внизу, дабы определить место, где будет располагаться натяжитель. Установите последний на станине конструкции.

Шаг восьмой. Установите ручку, чтобы вращать валы конструкции. Рекомендуем использовать ручку с вращающейся трубкой, чтобы работать было легче, а на руках не было мозолей.

Шаг девятый. Готовый трубогиб своими руками можете обработать специальным преобразователем ржавчины, после чего покрасить.

В конце остается только проверить полученную конструкцию на предмет работоспособности. На этом все, надеемся, что вы, следуя нашим инструкциям, обязательно получите желаемый результат! И в конце – еще один тематический видеоматериал.
Удачи в работе!
См. также
Как подготовить садовый инструмент к длительному хранению
Осушение подвала
Проходной выключатель: схема подключения устройства из разных мест
Как согнуть профильную трубу без спец инструмента?
Сейчас трубогиб для профильного проката входит в стандартный комплект слесарного инструмента. Однако подобное оборудование стоит недешево. Но даже те, кто его не приобрел, и не собрал ручной трубогиб своими руками, имеют возможность изгибать профильную трубу. Для этого разработано несколько способов. Эти методы стоит рассмотреть подробно. Вполне возможно, что ими можно обойтись, хотя оснащение изготавливается один раз, а служит десятки лет. Но если работа разовая, то согнуть металлическую трубку можно если:
- Заполнить ее внутреннюю полость песком.
- Закупорить один торец и набрать воды для последующей заморозки.
- Изготовить механический дорн.
- Собрать самодельный трубогиб для профильной трубы.
- Подрезать грани по внутреннему радиусу.
Когда процедура разовая достаточно насыпать в трубку мелкий речной кварцевый песок, закупорить торцы и по шаблону согнуть ее по заранее изготовленному шаблону. Зимой, когда на улице отрицательная температура, те, кто не собрал трубогиб своими силами, могут решить проблему другим образом. Заткнув торцы, необходимо заполнить полость водой, и оставить конструкцию на морозе. Когда вода замерзнет, можно приступать к изгибанию по тому же шаблону. Это выход из ситуации, когда песок смерзся, и его никак нельзя набрать.

Дорн – это стальная пружина, внешний диаметр которой чуть меньше внутреннего сечения трубки. Достаточно вставить его вовнутрь и согнуть. Железная спираль выполняет ту же функцию, что и песок или лед. Механическое сопротивление изнутри компенсирует избыток внешних воздействий. В результате изгиб получается плавным, так как пружина распределяет нагрузку равномерно. Главное не делать слишком малый радиус, чтобы ее не заклинило, ведь после окончания работы спираль необходимо извлечь. Но если профиль слишком прочный, подобный метод не подходит.

Когда стенки трубы слишком толстые, без трубогибочного станка невооруженными руками добиться результата сложно, а иногда и вовсе невозможно. На помощь придет болгарка и диском для резки металла. Необходимо вырезать фрагменты треугольной формы (вид сбоку) так, чтобы при сгибании сопротивлялась только одна грань профильня. Затем места среза между собой можно заварить. Однако плавного перехода добиться не получится. Поэтому этот способ подходит далеко не во всех случаях.

Выводы и полезные видео по теме
Итак, трубогиб самостоятельно сделать можно. Сложность конструкции – не определяющий фактор при выборе типа станка. Все решает мощность и производительность. Чтобы понять принцип действия, правильно сконструировать трубогибочную машину и научиться на ней работать, просмотрите видео. На нем вы увидите, как работают профессионалы, и не допустите ошибок. Практика доказала, что каждый желающий может пополнить комплектацию мастерской гибочным аппаратом, и для этого не нужно тратить деньги на покупку. Достаточно воспользоваться рекомендациями и собрать его самостоятельно.
ПолезноБесполезно