Самодельные листогибочные станки — листогибы
Содержание:
- Как изготовить алюминиевую деталь
- Изготовление станка своими руками
- Выбор и обоснование конструктивной схемы станка
- Используемое оборудование
- ИБ2222 Перечень органов управления вальцами
- Виды и сферы применения
- Технические характеристики вальцов
- Описание вальцов
- 2 Оборудование – схемы устройств и особенности
- Стоимость
- Изготовление станка своими руками
- Ювелирные вальцы своими руками
- Преимущества станка, собранного своими руками
- Как сделать вальцы своими руками?
- 1 Что такое вальцевание?
- Последовательность изготовления вальцовочного станка с ручным приводом
- Виды и особенности конструкции профилегибов
Как изготовить алюминиевую деталь
Изготовление литого алюминиевого шкива пройдет существенно сложнее, но прочность и долговечность такой детали будут намного выше. Следует очень внимательно подходить к каждому шагу, точно соблюдать размеры, следовать рекомендациям.
В качестве сырья будет использован кусок алюминия. Понадобится также:
- плавильный тигель, стальной или керамический;
- муфельная или индукционная печь;
- мелкий песок, глина для формовочной смеси;
- пенопласт для модели.
Последовательность операций следующая:
подготовить формовочную смесь из глины, воды и песка;
вырезать ножом из плотного пенопласта точную модель будущего шкива;
наполнить сделанную из листового металла или досок форму смесью до половины, утрамбовать;
положить модель, покрыть смесью, снова утрамбовать; оставив отверстие для выхода литейных газов;
расплавить в тигле алюминий, осторожно вылить его в отверстие;
после остывания отливки очистить ее от остатков смеси, сточить литник, отшлифовать.

Такую деталь можно крепить на валу шпоночным либо шлицевым соединением. Он будет сидеть намного прочнее, сможет передавать значительно большие крутящий момент и скорость вращения.
Изготовление станка своими руками
На первом этапе проектирования конструкции необходимо выбрать оптимальные чертежи. Для этого можно использовать стандартные схемы или разработать индивидуальную на основе имеющихся материалов.
Будущая листогибочная конструкция будет состоять из следующих компонентов:
- опорная рама. Она изготавливается из 2 листов металла, которые соединяются между собой ребрами жесткости. Для увеличения устойчивости и механической прочности по краям каждого компонента рекомендуется приварить стальные уголки. В верхней части располагаются монтажные пазы для установки опорных валов;
- опора верхнего вала. Для ее производства рекомендуется применять стальной п-образный профиль. Смещение конструкции по высоте будет происходить с помощью червячной передачи;
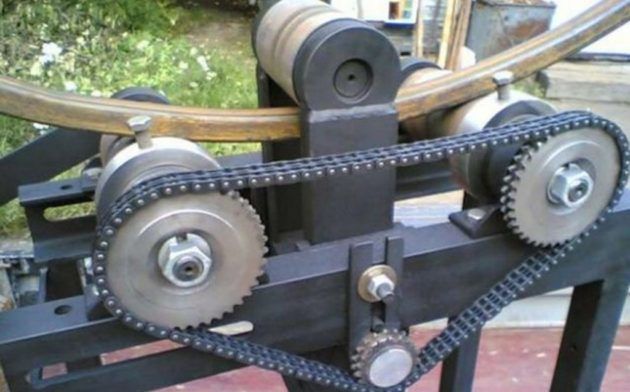
- механизм ручного привода. Обычно его делают из трех звездочек, соединенных между собой цепью. Рекомендуется предусмотреть механизм натяжения цепи, чтобы избежать ее срыв во время выполнения работы.
Для изготовления ручных вальцов своими руками из специального оборудования потребуется только сварочный аппарат. Для улучшения качества обработки рекомендуется приобрести заводские валы. Самостоятельное изготовление подобных компонентов затруднительно и не всегда фактический результат соответствует желаемому.
Изготовление листогибочной конструкции начинается с выбора инструментов. Для выполнения этого процесса необходима болгарка, сварочный аппарат, дрель со сверлами по металлу. После приобретения материалов можно приступать к изготовлению ручных листогибочных вальцов.
- Раскрой материала.
- Сверка фактических размеров с данными из технической документации.
- Соединение компонентов между собой с помощью сварочного аппарата. Использование механических соединений не рекомендуется, так как они не обладают достаточной надежностью.
- Установка вальцов на станину.
- Соединение полос с передаточными звездочками. В этом случае необходимо использовать механическое соединение, так в случае поломки одного из компонентов ремонт установки будет затруднен.
После изготовления конструкций все элементы опорной рамы необходимо загрунтовать и покрасить. Испытание листогибочного станка, сделанного своими руками, проводится по определенной схеме. Сначала проверяется скорость подачи (вращение валов), контролируется работа механизм опускания верхнего вала. В качестве пробного материала лучше всего использовать стальные листы небольшой толщины. Расстояние между валами следует уменьшать постепенно. При этом проверяется устойчивость станка и отсутствие деформации.
В качестве примера можно посмотреть работу заводской модели станка:
Выбор и обоснование конструктивной схемы станка
 Принцип работы вальцового станка
Принцип работы вальцового станка
Листогибочные вальцы различаются по следующим параметрам:
- По количеству рабочих валков: могут быть трех– или четырехвалковыми (установки с большим числом валков встречаются редко).
- По схеме расположения валков. Имеются механизмы, оси валков которых расположены симметрично и асимметрично поперечной оси.
- По способу фиксации валков в станине — на подшипниках качения или скольжения.
- По типу привода — от вальцев ручных, до приводимых в действие двигателями переменного и (реже) постоянного тока.
Вопрос — как сделать вальцы, которые будут предназначены для листового металла — следует начать с разработки технического задания. При этом следует учесть, что ручной привод эффективен при гибке изделий с толщиной не выше 0,8…1.2 мм, и при ширине не более 500…800 мм, иначе приводную рукоятку придется делать очень длинной. Это не только неудобно, но и приведет к увеличению размеров производственной площади, где предполагается установить агрегат.
По той же причине трехвалковую схему стоит предпочесть четырехвалковой — сложность изготовления возрастет, а видимых выгод пользователь не получит. Тем более нет смысла делать вальцы с еще большим количеством валков (например, семивалковые исполнения нужны при необходимости выполнения радиусной гибки листовых изделий на диаметры от 1500…1600 мм).
Более сложным является вопрос симметричности расположения валков в трехвалковых вальцах. Симметричная схема (при которой валки располагаются равносторонним треугольником: нажимной — сверху, а рабочие — снизу) конструктивно проще и технологичнее в изготовлении. Однако, после обработки на таком оборудовании передний и задний края заготовки на некотором расстоянии (примерно половины от межосевого) останутся прямыми и потребуют повторного цикла деформирования. Если на вальцах предполагается производство толстолистовых изделий преимущественно типа цилиндров с изогнутыми краями, то придется изготавливать асимметричную машину.
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.

Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.

Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.

Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
ИБ2222 Перечень органов управления вальцами
- Общий стоп
- Переключатель цепи управления
- Переключатель направления вращения главного привода
- * Кнопка включения механизма съема — вперед
- * Кнопка включения механизма съема — назад
- Кнопка включения подъема откидной опоры
- Кнопки опускания откидной опоры
- Кнопка переключения механизма поддержки обечайки вверх
- Кнопка переключения механизма поддержи обечайки вниз
- Кнопка перемещения заднего бокового валка вверх
- Кнопка перемещения заднего бокового валка вниз
- Кнопка перемещения переднего бокового валка вверх
- Кнопка перемещения переднего бокового валка вниз
- Лампа сигнальная «Сеть»
- Лампа сигнальная «Главный привод включен»
* Для машин со средствами механизации
Примечание: На листогибочных машинах пульт управления может быть встроенным в ограждение главного привода (машины ИБ2213, ИБ2216) или быть выносным — крепиться к кронштейнам коленного выключателя (машины ИБ2219, ИБ2220, ИБ2222).
Виды и сферы применения
Ручные
Эти модели не предполагают подключения к электрической сети. Такие вальцы, хотя и очень компактны, требуют приложения значительных физических усилий для своего использования, так как являются ручными. Применение ручных устройств сопряжено со значительными трудозатратами, помимо этого функциональность таких приспособлений находится на достаточно низком уровне.
Ручные вальцы RM-03 прокатывают металл шириной до 60 мм
С электрическим приводом
Электрический привод обеспечивает протягивание металлических изделий через систему вальцов. По сравнению с ручными моделями, такие устройства обладают большей функциональностью и значительно сокращают время выполнения работ. Вал электродвигателя при помощи цепной передачи приводит во вращение рабочие органы, а в отдельных моделях за счет электрического привода обеспечивается и подача изделий в зону обработки. Между тем эти вальцы по своей конструкции практически ничем не отличаются от ручных моделей.
Модель вальцов В-9М представляет собой оснащенную электроприводом модификацию легендарного ручного станка В-9
С гидравлическим приводом
За счет высокой мощности гидравлического привода такое оборудование успешно используется для обработки изделий сложной конфигурации, которые изготовлены из элементов, отличающихся значительной величиной параметров поперечного сечения. Использование ювелирных вальцов данного типа позволяет получать элементы со сложной конфигурацией даже за один проход через систему валков. Для приведения в действие таких устройств и придания им требуемой мощности используется энергия сжатой жидкости – воды или технического масла. Недостатками ювелирного оборудования, оснащенного приводами гидравлического типа, являются значительные габариты и масса.
С приводом комбинированного типа
Для таких вальцов характерна широкая универсальность. Следует иметь в виду, что оборудование данного типа отличается более высокой ценой, что следует обязательно учитывать при его выборе.
Мощные прокатные станы оснащаются дополнительными опциями, например, устройством протяжки проволоки или системой охлаждения валов
На различные категории вальцы делятся и по своему назначению. Так, модели для изготовления ювелирных изделий используются преимущественно для обработки мягких металлов, возможность пластической деформации которых не требует предварительного нагревания. Металлами, поддающимися холодной прокатке, в частности, являются медь, серебро, латунь и золото. Между тем использовать такое оборудование можно для деформирования изделий и из других металлов, но для этого заготовку придется предварительно нагреть, что часто и делают мастера ювелирного дела.
Если вы занимаетесь изготовлением ювелирных изделий и других украшений на дому и объемы вашего производства пока небольшие, можно использовать и самодельное оборудование, чертежи которого несложно найти в интернете. Однако, когда объемы вашего производства выйдут на приличный уровень, а степень сложности изделий, которые вы изготавливаете, будет достаточно высокой, лучше приобрести серийное оборудование, отличающееся высокой мощностью и широкими функциональными возможностями.
Технические характеристики вальцов
Во время проектирования самодельных ручных вальцов трехвалковых необходимо учитывать требуемые эксплуатационно-технические качества. В качестве основы для анализа можно взять характеристики подходящей заводской модели. Но при этом ее параметры необходимо адаптировать под фактические характеристики самодельной конструкции.
Прежде всего учитываются габариты станка. Они зависят от длины валов и влияют на максимальную ширину обрабатываемых листов. Нужно помнить, что в качестве привода будет использоваться ручной механизм, который необходимо сделать своими руками. Поэтому обычно рабочая ширина вала не превышает 1,2 м. Масса самодельной конструкции скажется только на возможности ее транспортировки.
Кроме этих показателей необходимо учитывать следующие параметры, которыми должны обладать вальцы трехвалковые ручного типа:
- диаметр рабочих валов. Этот показатель влияет на максимально возможный радиус кривизны обрабатываемого материала;
- степень удаленности верхнего вала от нижних направляющих;
- расстояние между нижними валами;
- скорость подачи материалов.
При выборе определенной модели вальцов листогибочных трехвалковых следует точно рассчитать жесткость конструкции. Несмотря на то, что давление в основном оказывается на валы — станина тоже испытывает определенные механические нагрузки. Поэтому к выбору материалов изготовления и схемы этой модели станка необходимо подойти с особой тщательностью.
Описание вальцов
Основные рабочие механизмы вальцов – это вращающиеся цилиндры. Раскаленные пласты металла пропускают через цилиндры и, таким образом, происходит гибка металла. Вальцовочные станки, в зависимости от назначения, имеют от 2 до 5 цилиндров, а наибольшее распространение получили 3-х и 4-х валковые модели.
За изгиб деталей отвечает третий задний вал, а радиус закругления, в свою очередь, определяется расстоянием между задним и верхним валом.
Из-за порой очень больших нагрузок вальцы для металла могут ломаться, что приводит к частой замене станков. Во время работы с железом его необходимо неоднократно нагревать, после вальцовочного станка железные пласты отправляют в печь, раскаляют и снова выполняют прокатку. Затем снова нагретые бруски железа отправляются на сортовой станок.
Проходя через вальцы, уменьшается поперечное сечение металла и он удлиняется. Такое действие оказывает высокая температура нагрева металлических изделий и степень давления на них.
Для того чтобы сделать изделие цилиндрической формы, необходимо настроить задний вал параллельно переднему. При изготовлении металлического конуса задний вал надо устанавливать под углом, относительно переднего.
Есть модели вальцовочных станков гораздо проще, обработку металла на них можно выполнять, установив на столе. Такие модели менее функциональны, так как прибор во время работы постоянно надо удерживать на месте. Однако можно использовать крепежные детали – это гораздо упростит процесс вальцевания.
Чем меньше габариты прибора, тем ниже его стоимость. При выборе вальцовочного станка следует учитывать размер наибольшей детали, которая подлежит обработке, и ее толщину.
Современные вальцовочные станки способны выполнять такие функции:
- изгиб труб до 180 °;
- работа с трубами из металла;
- деформация труб разного диаметра.

2 Оборудование – схемы устройств и особенности
Станки для вальцевания в основном универсальны и очень просты в управлении. Да и при желании можно собрать такую машину своими руками. Конечно, если речь идет о производстве, то лучше потратиться и купить профессиональное оборудование, а вот в быту такой самодельный станок станет незаменимым помощником без ощутимых финансовых затрат. Рабочие элементы делаются только из высокопрочных материалов, что положительно сказывается на их эксплуатационном сроке.
 Станок для вальцевания металла
Станок для вальцевания металла
Стоит отметить, что абсолютно все вальцы имеют минимальный радиус и ограничение по толщине обрабатываемого металла. Причем чем толще будет лист, тем меньший радиус изгиба получится на выходе. Увеличив радиус самих валков, нужно быть готовым к тому, что при обработке тонколистовой заготовки на этом оборудовании уменьшится минимальный радиус гиба.
В зависимости от количества валков станки делятся на двух-, трех- и четырехвалковые. Наибольшей популярностью пользуются последние два вида. Трехвалковые вальцы бывают симметричными и асимметричными. В этом случае скорость обработки не превышает 5 м/мин, а лист толщиной менее 6 мм может проскользнуть между рабочими инструментами. Кроме того, точка зажима не имеет точных координат. К достоинствам такого оборудования следует отнести приемлемую стоимость.
Стоимость
Стоимость заводских моделей ювелирных вальцов, которые могут быть оснащены как ручным, так и электрическим приводом, зависит от их функциональных возможностей и находится в довольно широком диапазоне. Наиболее бюджетные модели, которые по своей функциональности напоминают самодельные устройства, стоят около 6 тыс. рублей. Как правило, такие модели – это миниатюрные устройства настольного типа без дополнительных функций, позволяющие обрабатывать изделия ограниченной ширины и определенной конфигурации. Естественно, что на рабочих поверхностях таких устройств (имеющих, как правило, ручные приводы) нет желобков, которые называют ручьями.

Профессиональные вальцы электрические с чугунным редуктором обойдутся примерно в 200 тыс. рублей
Вальцы для ювелирного производства, находящиеся в среднем ценовом диапазоне, стоят 20–30 тыс. рублей. Именно такие устройства пользуются наибольшей популярностью. Благодаря большему количеству рабочих валов такие модели, по сравнению с самыми бюджетными и изготовленными своими руками, отличаются большей длиной рабочей поверхности, за счет которой и обеспечивается воздействие на обрабатываемое изделие. Если у вальцов, сделанных своими руками и относящихся к бюджетной категории, длина такой поверхности составляет порядка 30 см, то у более функциональных моделей данный параметр доходит до 1 метра.
Стоимость самых дорогих и по-настоящему функциональных устройств вальцового типа, используемых в ювелирном деле, может доходить до 1 млн рублей, а в среднем она находится в интервале 100–300 тыс. руб. Альтернативой их приобретения, которая также сопряжена с достаточно большими расходами, являются услуги специализированных компаний, имеющих в своем распоряжении подобное оборудование.
Изготовление станка своими руками

При самостоятельной сборке вальцов не допускайте таких ошибок:
- не допускайте появления трещин на металлическом профиле;
- не допускайте сжатия и растяжки поверхности в точке нагрузки на конструктивную часть;
- не сжимайте и не деформируйте детали перед работой.
Перед тем как приступить к работе, приготовьте чертеж проекта, материалы и детали. Этапы работы будут следующими:
- смонтируйте основную станину на основе изогнутого профиля или трубного каркаса;
- возьмите П-образный профиль в качестве вертикальной опоры и вверху его открытой части поставьте деформирующий элемент механизма, закрепив струбциной с резьбой. Внизу опору нужно крепить под станиной;
- для сборки механизма применяйте передаточную цепь;
- после установки ее на звездочки, натяните цепь, проверьте ход и устанавливайте ручку подачи;
- для изготовления вальцов лучше брать закаленную сталь;
- в валковом станке продумайте радиальную регулировку для смены размера зазора между валками;
- прикрепите вальцы к станинам подшипниками качения.
Вот изделие и готово. Как видите, вальцы можно приобрести в готовом виде, или сделать своими руками, имея на руках требуемый инструментарий, чертежи, и, обладая нужными навыками.
Ювелирные вальцы своими руками
Вальцы для ювелирных работ выполняются таким образом:
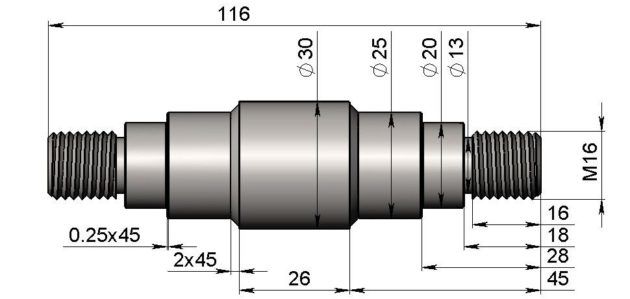
- При помощи токарного станка выточите два вала. Для этого лучше подойдет легированная сталь Шх15.
- Обработайте на фрезерном станке держатели для вальцов, они могут быть из не каленной стали. Внутрь вставьте прокладки из латуни или бронзы для хорошего скольжения валков.
- Токарный и зубофрезерный станки помогут вам выточить и закалить шестеренки, которые необходимы для передачи вращения от рукоятки к вальцам. Для шестеренок подойдет углеродистая сталь Х12.
- Комплект ювелирных вальцов готов. В конце необходимо зачистить все детали, отполировать их и собрать.

Преимущества станка, собранного своими руками
Покупкой проходного листогибочного станка и сборкой ручного листогиба своими руками чаще всего интересуются люди, желающие сэкономить на приобретении профилированного листа серийного изготовления. Простая арифметика показывает, что самостоятельные работы по гнутью металлических листов удешевляют стоимость последних приблизительно на 40 процентов, если сравнивать с заводскими изделиями. Однако на деле все сложнее!
Стоимость проходного заводского ручного станка для гнутья профлиста составляет приблизительно 60 тысяч рублей. Несмотря на это, купленный листогиб не гарантирует стабильно высокого качества продукции. Загвоздка заключается в том, что прокатка с одним проходом скорее всего будет приводить к образованию перетянутых углов, которые в свою очередь со временем могут стать причиной образования трещин. Многократная же прокатка со сменой прижима будет трудоемкой и долгой. Для создания простых деталей из металла самодельный листогибочный станок подходит просто идеально, для серийного производства — не совсем!
Главный фактор, на который следует обращать внимание при покупке листогиба, — это его скорая окупаемость! Достичь этого самостоятельному мастеру, использующему станок в частном порядке, довольно проблематично. В данном случае куда целесообразнее взять на вооружение самодельный листогибочный станок, который отлично справится с гнутьем металлических листов
При помощи него вы сможете «своими руками» гнуть листы профнастила типовых и нестандартных габаритов — и те, и другие остаются очень востребованными не только при проведении кровельных работ, но и многих других.
Как сделать вальцы своими руками?
Чтобы изготовить самодельный вальцовочный станок своими руками, требуется иметь подробный чертеж и размеры.
Изготовление начинается с подготовки необходимого инструментария и заготовок. Понадобится:
- металлический лист;
- швеллер, профиль, уголок;
- аппарат для сварки;
- электродрель;
- болгарка;
- отрезки труб;
- цепь и шестерня;
- пружина;
- подшипники.
По чертежу можно ориентироваться на то, сколько расходных материалов необходимо. Благодаря ему можно видеть, где и как установлены элементы конструкции, посредством чего они соединяются между собой.
Этапы сборки выглядят следующим образом:
- сначала сваривают из металлических листов станину;
- обязательно швы от сварочного аппарата зашкуривают и обрабатывают специальным антикоррозийным составом;
- боковые стойки изготавливают из швеллеров, их также приваривают к основанию;
- профиль необходим для создания корпуса, где располагают ременную передачу;
- в отверстия подшипников устанавливают валы;
- на предпоследнем этапе крепится ручка для вращения вала.
Когда конструкция будет собрана, необходимо проверить станок в действии и при необходимости настроить его.

1 Что такое вальцевание?
В первую очередь следует разобраться, что же собой представляет вальцевание. Это один из способов деформирования металла, в результате чего последний обретает необходимый рельеф, а именно форму конуса. Причем такой процедуре подвергается не только листовой металл, но и прутки, трубы и иные профили. Кроме этого материала можно обрабатывать пластмассы, резиновые смеси, главное, чтобы исходный образец был достаточно пластичен.
 Вальцевание металла
Вальцевание металла
Делается эта операция посредством специального одноименного инструмента – вальцовки. На производстве используются громоздкие станки с гидро- и электроприводом, а вот для домашнего применения сойдут и более простые ручные конструкции, часто сделанные своими руками. Листовой металл пропускают через валки, в результате чего он обретает цилиндрическую форму. Если обработке подвергаются трубы, то такая операция носит название – развальцовка. С ее помощью можно увеличить диаметр полого элемента.
Почему этот вид обработки столь востребован в современном мире? Все благодаря неоспоримым преимуществам. Прежде всего это холодная деформация, т.е. материал не подвергается воздействию высоких температур, как при сварочных работах. А значит, и свойства его остаются неизменными. Также можно избежать таких нежелательных дефектов, как холодные и горячие трещины, поры, непровары и т. д. Отдав предпочтение этой обработке, вы можете рассчитывать на равномерное деформирование изделия по всей поверхности. Благодаря такой операции изготавливают точные заготовки, готовые детали и декоративные элементы. Еще стоит отметить, что вальцовка нашла широкое применение еще и в ювелирном деле.
Последовательность изготовления вальцовочного станка с ручным приводом
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах. Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки. Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп. Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.

Установка верхнего валка вальцовочного станка
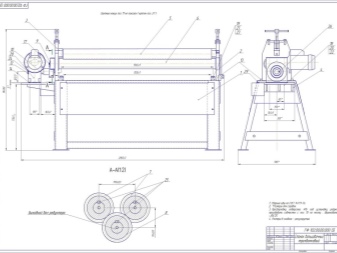
Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба. Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно. В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары. Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов.
Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.

Чертеж общего вида трехвалкового вальцовочного станка
Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
Виды и особенности конструкции профилегибов
Станки, способные придавать изгиб профильным трубам, отличаются по конструкции от обычных инструментов. Профильные материалы обладают повышенной прочностью. Соответственно, для того чтобы их согнуть, необходимо приложить больше усилий.
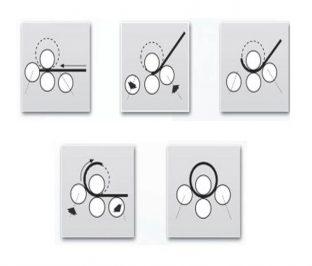
Кроме того, обычно изгиб профильной трубы обладает большим радиусом. В связи с этим конструкция профилегиба включает в себя три ролика. Из них, в зависимости от предпочтений мастера, подвижным может быть:
- левый ролик;
- средний ролик;
- правый ролик.
 Ролик для трубогиба
Ролик для трубогиба
В случае если подвижным является средний ролик, крайние элементы крепятся к корпусу неподвижно. Они слегка приподнимаются над плоскостью основания. В случае если подвижным является один из крайних роликов, то он движется вместе с основанием. Другие в это время остаются недвижимыми.
Принцип действия такого инструмента достаточно прост и основывается на холодном прокате. Профильная труба помещается между трема валами. Давление, которое сгибает металл, создается центральным, средним роликом. Если трубу необходимо согнуть только на одном конкретном участке, необходимо использовать специальный точечный станок. Прокатный станок позволяет получить арочный профиль.
В зависимости от того, за счет приложения какой силы работает станок, выделяют следующие виды профилегибов:
- механический. Изгиб создается за счет ручного давления;
- гидравлический. Дополнительно применяется гидравлический домкрат, при помощи которого и создается давление;
- электрический. Станок оснащен электродвигателем, который создает сгибающее усилие;
- электрогидравлический. Электродвигатель приводит в действие гидроцилиндр.
Если станок предназначен для труб небольшого сечения, подойдет инструмент с ручной протяжкой. В противном случае протянуть профиль будет невозможно без специальных приспособлений (к примеру, электродвигателя).