Электродуговая сварка
Содержание:
- Инновационные сварочные технологии
- Принципы классификаций, обзор
- Как резать плитку ручным плиткорезом или болгаркой: ровно и без сколов
- Выбор кухонного гарнитура, мебели
- Виды сварочных аппаратов для ручной дуговой сварки
- Классификация способов сварки
- Понос у кроликов: причины диареи, что делать и чем лечить
- Сущность сварочного процесса
- Схема электропроводки в квартире: разводка электрики для разных помещений
- Виды уплотнителей для металлических дверей по материалу изготовления
- Цены, характеристики, виды оборудования для нанесения сырья
- Нюансы подсчета
- Азы электросварки
- Режимы и ГОСТы
- Дуга электрической сварки
- Безопасность сварщика
- Модульная конструкция
- Способы соединения проводов
- Постановка задачи обогрева палатки для рыбалки зимой
- Разновидности электрической сварки
- Результаты расчетов
- Сварка труб электродом
- Дополнительные аксессуары
- Оборудование
- Лучшие производители
- Цены на модельный ряд наливных полов Старатели
- Штробление стен
- От чего зависит качества сварных швов
Инновационные сварочные технологии
Со временем классический метод выполнения сварных работ совершенствовался, опытные специалисты разрабатывали инновационные способы соединения металлических деталей в единую конструкцию: сварка с применением лазерных установок, ультразвука, теплового эффекта и т. п.
Подобные новаторские идеи могут помочь сварщику в работе, облегчив выполнение некоторых задач и ускорив весь процесс сборки металлоконструкций в целом. По этой причине и сегодня в этой области не прекращаются научные разработки и исследования.
Способы сварки металлоконструкций.
Также применение инновационных технологий выполнения сварных работ позволяет сварщику получить ряд преимуществ:
- снизить показатели коробления металла;
- повысить скорость выполнения работы;
- сократить расходы зачистку сварного шва;
- снизить траты на закупку расходных материалов;
- выполнять соединения тонколистового металла.
Особенно интересны, с точки зрения продуктивности, качества полученных швов и экономичности, следующие технологии сварки:
-
Электронно-лучевая сварка применяется при работе с глубокими соединениями – до 20 см, но только при условии определенного соотношения ширины шва и глубины погружения инструмента – 20:1.
Процесс формирования шва осуществляется в вакууме, поэтому использовать такую технологию в быту практически невозможно. Она применяется в сфере узкопрофильных производств. -
Термитная сварка подразумевает нанесение особой смеси на контуры соединения деталей в процессе горения.
Технологию применяют для ответственных конструкций из металла в готовом виде, когда с помощью наплавки металла надо устранить имеющийся дефект в виде трещины или скола. -
Плазменная сварка подразумевает применение ионизированного газа, проходящего сквозь электроды с высокими сварочно-техническими характеристиками и выполняющего функцию дуги.
Технология имеет более широкие возможности применения по сравнению с электронным типом, так как позволяет выполнить сварщику резку и сварку металлической конструкции с любой шириной металла. -
Орбитальная аргонодуговая сварка с помощью вольфрамового электрода применяется для работы со сложными деталями из металла.
Например, для неповоротных стыков труб с диаметром 20-1440 мм. В процессе работы активирующий флюс наносится 1 г/м шва. Это позволяет решить ряд важных технологических задач: уменьшить объем и вес сварной ванны за счет ведения операций пониженным током; благодаря давлению дуги на жидкий металл шов получается качественным в любом пространственном положении; сварку можно автоматизировать без разделки кромки. -
Щадящие технологии сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2.
При использовании такого метода выполнения сварочных работ можно получить более качественные соединения при сравнении со сваркой в СО2. При этом актуальный объем расходных материалов сократиться на 20 % за счет резкого снижения набрызгивания электродного материала, а переход к свариваемым частям металлоконструкции станет плавным.
Современная наука многогранна и непредсказуема.
Она предоставляет человеку возможности применить на практике достоинства нано-технологий, поэтому ближайшее будущее сварочных операций представляется связанным с совершенствованием схем компьютерного управления сваркой, а также применением новых сварных материалов.
Принципы классификаций, обзор
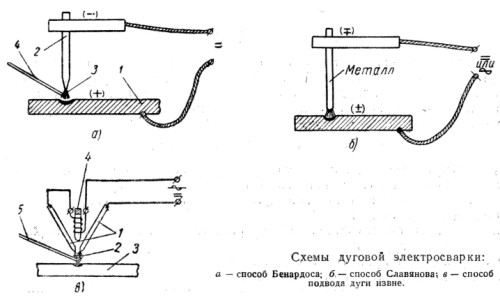
Классификация способов дуговой сварки.
Классификация видов сварки проводится по самым разным критериям, они аккуратно укладываются в смысловые рамки. Какие критерии самые важные? Пройдемся по некоторым, для начала лучше увидеть общую картинку.
Сколько видов сварки существует на сегодняшний день? Можно назвать цифру 150 со словом «около». Можно 250. Но цифры называть не советуем. Пока вы читаете эту статью, число видов может измениться – технологии на месте не стоят. А вот какая бывает сварка по материалам, физическим процессам, популярности, способам управления – говорить нужно, это как раз те самые принципы классификации, которые нам нужно понимать.
Пример простой понятной классификации по источнику энергии в сварке:
- электрический ток;
- электрическая дуга;
- трение;
- газовое пламя;
- лазерное излучение;
- электронный луч;
- ультразвук.
Еще один пример списка по типу сварочных швов. Их много, целые гроздья разных видов:
- стыковые, угловые швы – по соединению краев;
- по форме, длине – швы горизонтальные, вертикальные, кольцевые, прямолинейные, прерывистые, сплошные, длинные, короткие, средние;
- по виду используемого материала – швы для стали, цветных металлов, биметаллов, полиэтилена и др.;
- по объему наплавливаемого металла – усиленные, ослабленные, нормальные швы;
- по форме – продольные, поперечные швы;
- по количеству наложения слоев – сплошные, прерывистые, прихваточные, многослойные.
«Швейный» список можно продолжить, но нам важно понять общие принципы, поэтому заканчиваем с лирикой, двигаемся к главным способам
Как резать плитку ручным плиткорезом или болгаркой: ровно и без сколов
Выбор кухонного гарнитура, мебели
Виды сварочных аппаратов для ручной дуговой сварки
Начинающему сварщику важно знать виды сварочных аппаратов для ручной сварки, выбираемые в зависимости от толщины свариваемого металла, типа стали и частоты применения оборудования. Цена моделей тоже отличается, поэтому стоит вникнуть более детально в этот вопрос, чтобы купить аппарат, подходящий под будущую деятельность
Оборудование можно разделить на три категории:
Инверторы
Один из самых компактных аппаратов с подключением к 220 или 380 V. В нем используются небольшие трансформаторы, диодный мост и электронная плата с ключами. Агрегат получает из сети переменный ток с частотой 50 Гц и преобразует его в постоянный, пропуская через специальный фильтр. Затем напряжение снова становится переменным, но с уже возросшей частотой — 100 кГц. После этого снижается амплитуда вольт до 48-90, а сила тока увеличивается до 160-200 А.
Сварочный инвертор со снятой крышкой.
На выходе ток снова преобразуется в постоянный. Бывают универсальные инверторы, где кроме сварки ММА есть возможность установки катушки с проволокой и подключения горелки от полуавтомата для сварки MIG/MAG. Модели «3 в 1» способны варить еще и неплавящимся вольфрамовым электродом в среде аргона (TIG). Конечно стоимость универсальных инверторов выше обычных, но их функционал шире.
Универсальный сварочный инвертор.
Выпрямители
Это установки для ручной сварки в промышленных условиях. Они преобразуют переменный ток в постоянный без изменения частоты колебания. Чаще всего для подключения необходимо 380 V. Отличаются гладкими швами, создаваемыми с характерным шелестом. Применяются для ручной сварки ответственных изделий, но стоят дорого и не удобны в транспортировке, поэтому больше подойдут для стационарного использования.
Сварочный выпрямитель.
Трансформаторы
Сварочные трансформаторы — это сварочные аппараты ММА по наиболее доступной цене ввиду простоты конструкции. Представляет собой катушку с первичной и вторичной обмоткой. Благодаря этому напряжение понижается, а сила тока возрастает. Изменение расстояния между катушками позволяет регулировать сварочный ток. Работы ведутся на переменном напряжении. Бывают модели на 220 и 380 V. Есть компактные аппараты для ношения на плече и крупные промышленные установки. Ввиду сварки на переменном токе подходят для неответственных конструкций.
Сварочный трансформатор.
Классификация способов сварки
Основными способами создания сварочных швов выделяются три основные виды сварки. Плавление элементов без прилагаемого усилия или давления применяется к оборудованию, способному работать электрической дугой или газовым пламенем. Расплавленные металлы соединяются в сварочной ванне, образуя защитный слой поверх деталей для предотвращения окислов и взаимодействия с кислородом.
Электродуговая сварка
Термомеханическим видом соединения подразумевается применение давления и тепловой энергии. Подогрев заготовок элементов осуществляется за счет тепловой энергии, механическое усилие придает нужное соединение пластичному металлу. Классификация сварки имеет третий вид, при котором производится давление на части материалов. В результате действий, материал сжижается, становится текучим, что дает возможность соединить материалы в труднодоступных местах. Загрязнённый слой отводится на поверхность текучей жидкости, в результате чего появляется обновлённый слой, чистый шов.
Понос у кроликов: причины диареи, что делать и чем лечить
Сущность сварочного процесса
От правильности действий и умений человека непосредственно зависит, насколько надежным и качественным будет сварное металлоизделие. Поэтому в первую очередь следует изучить основы дуговой сварки.
Место, в котором происходит соединение электрода с металлом называют сварочной ванной. Перед тем как варить дуговой сваркой необходимо знать параметры ванны. Стандартные размеры следующие:
- 5-6 мм — глубина;
- 10-32 мм — длина;
- 7-15 мм — ширина.
Это условные параметры, конкретные размеры зависят от формы кромок соединяемых элементов, режима сварки, скорости движения электрода и других факторов.
Чтобы четко понимать, как правильно варить дуговой сваркой начинающим мастерам сперва необходимо досконально разобраться в происходящих при сваривании процессах:
- электрическая дуга возникает в момент, когда электрод соприкасается с металлической поверхностью;
- металл вместе образования дуги расплавляется;
- одновременно с металлом сам электрод также плавится и при этом расплавившиеся частички перемещаются в сварную ванну;
- плавке подвергается и защитное покрытие электрода. Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;
- в процессе сварки образуется шлак, который также способствует подержанию оптимального температурного режима и не допускает перегревания сварной ванны;
- сварочный шов образуется в результате движения электрода и перемещения ванны;
- после остывания металла на соединении остается шлаковая корочка, которую с помощью молотка необходимо аккуратно отбить.
Если вы никогда ранее не видели держатель электрода и общие понятия сварочного процесса вам незнакомы, то следует пройти уроки дуговой сварки, которые в открытом доступе есть в интернете на многих сайтах.
Обратите внимание! Только при наличии двух проводящих ток элементов с противоположными зарядами возможно возникновение электрической дуги. Такими элементами являются металл и электрод
Начинающим мастерам лучше всего использовать стандартный электрод, у которого центральный элемент выполнен из металла.
Схема электропроводки в квартире: разводка электрики для разных помещений
Виды уплотнителей для металлических дверей по материалу изготовления
Цены, характеристики, виды оборудования для нанесения сырья
Для нанесения изолирующего сырья можно использовать несколько подручных средств, которые различаются ценой, назначением, количеством раз использования. Есть устройства, которые разумно приобретать только при работе в строительной сфере и постоянной эксплуатации.
Одноразовый инструмент
Средства для единоразового использования собираются на заводе – одновременно баллон с утеплителем и прибор для нанесения. Такие средства легко, удобно использовать, не требуется тщательно подготавливать поверхность.
Вспененный состав хорошо ложится на стены, а после использования продукт не нужно промывать, консервировать – можно сразу выбросить отработанный баллон.
Набор для одноразового использования
Сочетание пены с прибором для распределения относится к категории бюджетной продукции.
Флаконы выпускают в строго зафиксированном объеме, с ограничениями по площади покрытия. Нужно правильно рассчитать расход сырья, чтобы хватило на обработку стены за один раз и не осталось излишков.
Как эффективно выполнить утепление баллонным материалом, можно увидеть в следующем ролике:
Перезаряжаемые приспособления
Есть комплексное оборудование, которое предполагается для использования в работе с вязкими веществами. По сравнению с профессиональным инструментом, комплексы ограничены в ресурсах, производительности.
Приборы способствуют самостоятельному регулированию плотности, типу используемой теплоизоляционной смеси, закачиванию внутрь баллонов строго определенного количества жидкого средства.
ProtonHome
К популярным представителям перезаряжаемых установок относится Протон Хоум, стоимостью от 25 000 руб. Оборудование помогает эффективно наносить покрытие, независимо от степени плотности, выдавая производительность в 2 кг жидкой смеси за 1 минуту. При толщине слоя нанесения в 2 см, получится обработать 25-30 кв. м основания.
По площади укрытия, Протон расходуется примерно на 560 руб. Минус такой экономии – невозможность тонкой регулировки.
Air-Light
Более производительный вид приборов – Эйр Лайт, перерабатывающий до 4 кг раствора за 1 минуту. Средство относится к категории универсальных перезаряжаемых устройств, позволяющих работать одинаково успешно со встраиваемыми баллонами и бочками, объемом 100-200 л.
Мобильное устройство
Для более удобной эксплуатации изготовители создали раму, за которую можно подтолкнуть, прочно поставить прибор, колеса, на которых оно легко перемещается.
Цена такого мобильного оборудования начинается с 80 000 руб.
Foam Kit 600
Комплект средств Фом Кит 600 для распределения 56 кв. м облицовочного материала – представитель одноразовых преднастроенных компонентов.
Стартовая цена нового прибора – 35 000 руб.
Полный комплект включает предметы для нанесения теплоизоляции: сменные сопла на пистолет, защитные перчатки, основные баки, шланг.
Нюансы подсчета
При проведении калькуляции потребности напольного кафеля следует учесть некоторые нюансы:
в проведении вычисления объема материала играют роль не только размеры комнаты, но и размеры плиток;
в облицовочных работах потребуются не только целые кафельные элементы, фрагменты тоже;
каждый старается сэкономить на материале, поэтому кладка не проводится за мебелью, ванной, что важно учесть при подсчете (данное количество отнимается от общего числа);
варианты укладки важны при вычислении: прямолинейный вариант самый экономный, со смещением потребует больших затрат на облицовку;
покупка плитки ведется с некоторым запасом, так как могут возникнуть проблемы с подрезкой или в партии попадется бракованное изделие;
в подсчете сразу учитывается облицовка выступов, порогов, пр.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Режимы и ГОСТы
Обыкновенный универсальный аппарат для сварки дугой ручного типа может обеспечивать различные виды режимов его функционирования.
Данная функция позволяет обеспечить контролируемость некоторых параметров. На корпусе любого аппарата выполняется соответствующая маркировка, классификация, по которой можно произвести выбор необходимого режима.
Качество соединения при выполнении дуговой сварки ручного типа во многом зависит от правильно подобранного режима ее работы.
Так, на выбор режима оказывают влияние диаметр используемого электрода, выбранный параметр тока, а также показатели напряжения непосредственно на дуге.
Кроме этого, во многом он зависит и от марки самого материала.
Для дуговой сварки можно самостоятельно произвести расчет режима ее работы, для чего следует взять толщину материала и габариты используемого электрода и варить им.
Для того чтобы при выполнении соединения дуговой сваркой шов был высокого качества, необходимо изучить соответствующий ГОСТ.
Он регламентирует размеры соединений, особенности конструктивных элементов, типы и марки материалов, которые следует использовать в процессе работы.
Аппарат для дуговой сварки должен в полной мере обеспечивать выполнение ГОСТ. Следует отметить и то, что выбор режима работы для дуговой сварки также следует делать, исходя из рекомендованных нормативов.
Различные виды нормативов при их строгом соблюдении дают возможность производить работу максимально качественно.
Следует отметить и то, что дуговая сварка ручного типа может быть использована для работы с самыми разными видами металлов, для каждого из которых в отдельности подбираются только свои параметры выполнения соединения.
Ниже размещено видео с обучающим курсом об ошибках начинающего сварщика.
Видео:
Овладеть азами такой сварки ручного типа должен каждый уважающий себя домашний мастер. Это даст возможность ему выполнять огромное количество всевозможной работы по дому самостоятельно.
По своей сути технология выполнения самых разных операций на аппарате для дуговой сварки относительно простая и не требует каких-то профессиональных навыков и знаний.
Если подходить к делу ответственно и хорошо изучить видео уроки для начинающих в нашей статье, то научиться пользоваться сваркой данного типа можно достаточно быстро.
Дуга электрической сварки
После тщательного изучения плюсов и минусов ручного сварочного оборудования можно перейти к осмотру электрических приборов. Перед тем как возбудить дугу, сварщик касается кончиком электрода металлической заготовки, отводя её кончик на 3 миллиметра. Таким образом, начинается вспыхивание дуги, равноудаленная длина которой поддерживается с помощью постепенного опускания самого электрода в меру его плавления
Важно успеть закрыть лицо щитком перед формированием дуги. Другой способ зажигания дуги заключается в проведении кончиком электрода по поверхности заготовки, после чего необходимо увести его на короткое расстояние
Дугу поддерживают как можно короче. Известно, что короткие дуги уменьшают количество мелких капель, к тому же в таком случае плавление электрода осуществляется в свободном темпе, обеспечивая ровный пучок искр. В таком случае глубина проплавления становится максимально большой.
Если ручной станок не способен выдавать конкретную глубину, то электрод начинает плавиться и окисляться, что приводит к его разгибанию. Из-за этого шов получается неровным и содержит в себе большое количество оксидов.
Вы должны понимать, что длина дуги контролируется с помощью звука, который появляется при горении. Электрическая дуга с определенной длиной издаёт равномерный звук на одном тоне. Если эта деталь слишком длинная, тон становится по-особому резким, а иногда он сопровождается громкими хлопками. Если по каким-либо причинам происходит обрыв дуги, её необходимо повторно возбудить, тщательно заварив провал в месте обрыва. Затем можно продолжить сварку шва.
 Если необходимо сварить самые важные места, которые будут подвергаться определенной «усталости» и переменным нагрузкам, дугу зажигают исключительно вне зоны самого шва. Если не соблюдать такую рекомендацию, не исключается образование «ожога» поверхности, что приведет к дальнейшему разрушению этой зоны.
Если необходимо сварить самые важные места, которые будут подвергаться определенной «усталости» и переменным нагрузкам, дугу зажигают исключительно вне зоны самого шва. Если не соблюдать такую рекомендацию, не исключается образование «ожога» поверхности, что приведет к дальнейшему разрушению этой зоны.
Уровень квалификации и опытность сварщика отыгрывают значительную роль в том, насколько умело происходит зажигание и последующее контролирование длины дуги.
Ведь чем успешнее поддерживается длина, тем выше получается качество швов, а соответственно — прочность самого соединения
Важно научиться правильно манипулировать электродом, перемещая его по линии накладываемого шва для придачи определенной формы
Безопасность сварщика
Основы сварочных работ для начинающих включают обеспечение безопасности человека, собирающегося приступить к этому виду искусства. Прежде всего это относится к его экипировке. Она должна защищать кожный покров сварщика и глаза от попадания раскаленных брызг. Губительным для зрения будет слишком большая яркость от пламени дуги.

Для своей защиты сварщик должен одевать специальный рабочий костюм, называемый робой. Он выполнен из огнеупорного материала, поэтому даже при попадании огненных брызг не произойдет его прожигания. При отсутствии такого костюма или нежелании тратить на него деньги для работы в домашних условиях можно обойтись просто плотной одеждой, закрывающей все участки кожного покрова.
На руки сварщик должен одевать брезентовые рукавицы. Не следует бояться того, что в них будет неудобно работать — важнее защита рук, которые при сварке находятся в самой опасной зоне.
Неотъемлемым атрибутом экипировки является защитная маска. Изготовить ее самостоятельно не получиться, поэтому придется выбрать из широкого ассортимента масок, имеющихся в продаже. Советы, все о сварке для начинающих, говорят о том, что наибольшее удобство в работе принесут маски Хамелеон, обладающие функцией автоматического затемнения.
Искры и брызги могут попадать и на ноги, поэтому при сварке необходимо находиться в прочной обуви на толстой подошве. К мерам безопасности относится и уборка с места проводимых работ всех материалов, которые могут загореться при попадании на них раскаленных брызг металла. Рядом с местом проведения работ должно быть установлено ведро с водой, которой можно быстро потушить возможное возгорание. Обязательным является нахождение невдалеке огнетушителя. Освещение места работы должно быть достаточным.
Идеальным вариантом для неопытного сварщика будет нахождение рядом еще одного человека, который быстро среагирует на опасную ситуацию. Искры от сварки могут попасть в щели на полу и долго там тлеть, поэтому после окончания сварочного процесса необходим тщательный осмотр помещения.
Если производится сварка с применением газа, то необходимо особо тщательно соблюдать меры безопасности. Баллон с газом следует проверить на отсутствие утечки из него
Перемещать баллон необходимо осторожно, чтобы не произошло его несанкционированного падения
Причиной пожара может стать и неисправный аппарат для сварки. Следует внимательно использовать оборудование, у которого подходит к концу срок его эксплуатации. Рядом с местом проведения сварки категорически запрещается курить. Необходимо также позаботиться о том, чтобы поблизости не находились домашние животные.
Модульная конструкция
Способы соединения проводов
Постановка задачи обогрева палатки для рыбалки зимой
Разновидности электрической сварки
В настоящее время электрическая сварка происходит с помощью двух типов электрического тока:
- постоянного,
- переменного.
 В первом случае в качестве источников питания выступают сварочные выпрямители, хотя не исключается применение особых преобразователей. Если говорить о сварке с помощью переменного тока, то в данном случае принято использовать сварочные трансформаторы со специальной конструкцией. В большинстве случаев электрическая дуговая сварка незаменима при эксплуатации плавящегося в дуге электрода. Подобный вариант пользуется большой популярностью и широко распространен.
В первом случае в качестве источников питания выступают сварочные выпрямители, хотя не исключается применение особых преобразователей. Если говорить о сварке с помощью переменного тока, то в данном случае принято использовать сварочные трансформаторы со специальной конструкцией. В большинстве случаев электрическая дуговая сварка незаменима при эксплуатации плавящегося в дуге электрода. Подобный вариант пользуется большой популярностью и широко распространен.
Его можно использовать для сваривания или наплавления самых различных сталей легированного и углеродного происхождения, чугунного материала, а также многих цветных металлов.
Вы должны понимать, что сварка с помощью постоянного тока уменьшает количество брызг металла на швах. Несмотря на обширный ассортимент типов электрической сварки, самым популярным является применение электродов, причём как плавких, так и угольных (неплавких). Первый вариант подразумевает формирование швов посредством расплавления электрода. Что касается неплавящейся разновидности, то она подразумевает расплавление особой присадочной проволоки, которая вводится непосредственно внутрь сварочной ванночки. Технология ручной дуговой сварки подразумевает плотную стыковку свариваемых краев.
Горение дуги происходит между электродом из неплавких материалов, таких, как уголь или графит, и самой заготовкой. Вводящиеся в область горящей дуги края элементов и присадочный материал прогреваются до определенной температуры и начинают плавиться. В данном случае происходит формирование ванночки, которая состоит из расплавленного металла. По мере кристаллизации металлического элемента происходит образование сварочного шва. Такой метод незаменим при обработке цветных металлов или твердых сплавов.
https://youtube.com/watch?v=0LpV4CBdbaM
Если сварку осуществляют с помощью плавящегося электрода, горение электрической дуги происходит таким же образом, как в первом случае. Правда, тогда расплавление электрода совместимо с расплавлением кромок заготовки, что способствует появлению общей ванны, где находится расплавленный металл. В большинстве случаев данное решение задействуется при ручной сварке металла. Кроме многих достоинств, представленных универсальностью и удобством использования, для электросварки характерны и минусы.
Результаты расчетов
Крыша:
Угол наклона крыши: градусов.
Угол наклона подходит для данного материала.
Угол наклона для данного материала желательно увеличить!
Угол наклона для данного материала желательно уменьшить!
Площадь поверхности крыши: м2.
Примерный вес кровельного материала: кг.
Количество рулонов изоляционного материала с нахлестом 10% (1×15 м): рулонов.
Стропила:
Нагрузка на стропильную систему: кг/м2.
Длина стропил: см.
Количество стропил: шт.
Сварка труб электродом
Отдельного внимания заслуживает сварка труб электродом. Считается, что если сварщик научился варить трубы, то он получил весь необходимый опыт и может называться «гуру».

Вот несколько секретов сварки труб, которые помогут вам быстрее освоить данный навык и стать успешным в сварочном деле:
- По возможности используйте сварку труб встык. Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
- Чтобы уменьшить наплыв металла внутри трубы, старайтесь варить трубы под небольшим углом, не более чем в 45°;
- Выдерживайте минимально возможную ширину и высоту сварочного шва. Высота должна быть в пределах 3 мм, а ширина 8 мм.
Дополнительные аксессуары
Так как варить трубы электросваркой нужно правильно, важно не только выбрать аппарат и электродные стержни, но и тщательно подготовиться к работе. Мастер должен надеть защитную одежду, которая полностью скроет тело от попадания раскаленных частиц металла
Вещи изготавливаются из материала, который невозможно прожечь искрами.
Для защиты рук применяются замшевые перчатки. Возможно использование других материалов, которые не прожигаются. Главное защитное приспособление — маска для лица. Она оснащена очками или стеклом, предотвращающим негативное влияние сварки на глаза и зрение.
Оборудование
Для ручной дуговой сварки используют трансформаторы, выпрямители, генераторы, электрододержатели, маски сварщика.
В настоящее время чаще используются более лёгкие по весу сварочные инверторы, которые производятся разными фирмами в большом разнообразии. Сварочные трансформаторы имеют больший вес и большую надежность.
Сварочные маски со светофильтром защищают глаза сварщика от вредного воздействия сильного ультрафиолетового излучения, возникающего при сварке. В настоящее время получили распространение маски «хамелеон» с автоматическими светофильтрами, включаемыми при зажигании дуги и выключаемые при её погасании.
См. также:
- Петардная сварка
- Сварочный трансформатор
- Инверторный источник сварочного тока
Лучшие производители
В магазинах могут бывать болгарки от разных производителей. Неплохо себя зарекомендовали российские инструменты, все больше появляется недорогих китайских моделей. Но есть и компании, которым можно доверять, не опасаясь за качество продукции:
- DeWalt. Фирма, родом из Соединенных Штатов Америки. Основана еще в 1922 году, и с тех пор обрела много поклонников. В ассортименте DeWalt есть болгарки разных мощностей, конструкций и комплектаций.
- Metabo. Немецкая компания, которая поступает правильно, хотя, может, и не совсем выгодно. Производство сконцентрировано в Германии, что немного повышает ценник, но позволяет покупателю быть уверенным в качестве.
- BOSCH. Еще одна немецкая компания, история которой насчитывает уже больше 100 лет. Основана она в 1886 году. Продукция BOSCH отличается длительным сроком службы.
- Makita. Японская компания, которая производит инструменты с 1915 года. Производственные мощности компании есть и в Европе: Германия, Англия, Румыния.
Чтобы сделать правильный выбор болгарки, необходимо сначала определиться с целями, видами выполняемых работ, частотой использования инструмента и бюджетом. Рассортированные болгарки по типам устройства, производителям, размерам и мощности максимально упростят выбор. Кроме технических характеристик, рейтинг содержит и начальные цены на каждую из представленных моделей.
Цены на модельный ряд наливных полов Старатели
Штробление стен
После изготовления ниш для розеток и выключателей, начинается штробление под трассы кабельных линий. Делать нужно именно в такой последовательности.
Иначе, если вы сначала проштробите, а потом попытаетесь сделать ниши, центровой бур у вас будет уводить в штробу.
Резку штроб легче всего осуществить по лазерному уровню. Иногда привлекают для этой работы несколько лазеров одновременно.
Например, если у вас к блоку подрозетников должны спускаться две штробы — одна силовая, другая слаботочная, то быстрее будет выставить два лазерных уровня и не спускаясь со стремянки, пропилить сверху-вниз сразу обе параллельные прямые.
Когда готовы все ниши и штробы, делается уборка помещений и устанавливаются все подрозетники.
Далее идет пристрелка клипс для гофр на потолке. Делать это легче и быстрее всего при помощи монтажного пистолета.
Если его нет, то обычным перфоратором просверливают отверстия d-6мм и клипсы сажаются на дюбель гвозди.
Можно ли прокладывать трассы кабельных линий без гофры и чем это все может закончиться, читайте в отдельной статье.
Применять нужно только гофру ПВХ серого цвета. Она в отличие от остальных разноцветных видов не поддерживает горение. Ее класс горючести – А1.
Помимо негорючести, гофра защищает кабель от механических повреждений. На нее можно наступить, слегка ударить молотком, зацепить острой кромкой профиля.
Саму оболочку вы конечно повредите, зато кабелю при этом ничего не будет. Ну и кроме всего прочего, монтаж в гофрорукаве выглядит более эстетичным.
В гофре кабель с одинаковым успехом прокладывается как по стене, так по полу и потолку. Правда во всех случаях есть ряд существенных отличий.
От чего зависит качества сварных швов
О качестве сваривания судят по провару – степени проваривания шва. Провар вычисляется следующим образом: берётся толщина шва и делится на его глубину. Чем больше глубина сварного шва, тем он должен быть уже.


Но толщина шва от этого не зависит. На нее оказывает влияние тип тока. Узкие швы даёт постоянный ток, а широкие – переменный.

Кроме того, параметры шва зависят от сечения электрода. Чем крупнее размер, тем более широким получится шов.

Последним фактором, который влияет на качественные характеристики шва, а точнее на его толщину, является напряжение дуги. Высокое напряжение даёт шов большей толщины и наоборот.

В заключение отметим, что, задумавшись о покупке аппарата ручной дуговой сварки, не следует жалеть времени на самостоятельное обучение работе на сварочном оборудовании. Информация никогда не бывает лишней. Удачи!