Размеры трубной резьбы. обозначение. госты
Содержание:
- Маркировка и классы точности
- Usage in battles
- Неисправности
- Отделка цоколя штукатуркой
- Основные виды и их отличия
- Особенности конусной резьбы
- Какие данные нужны для расчёта эксплуатационных характеристик воздуховодов?
- Продажа Toyota Altezza в России
- Запчасти и шины на двигатель 1G-FE
- Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
- Стоимость средства
- Лучшие покупные крысоловки
- Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
- Проблемы и недостатки двигателя
- Конструктивные особенности, которые необходимо учитывать при выборе фрезера
- Дюймовая резьба (рис. 2)
- Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
- Классы точности и правила маркировки
- Классификация и определение резьбы
- Типы резьбы
- Общая информация, маркировка
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
- Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
- Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы – взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.
Обозначение дюймовой резьбы в технической документации разберем на примере:
G 2” LH-2-40
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» — это размер, характеризующий длину завинчивания.
Usage in battles
Describe the tactics of playing in the aircraft, the features of using aircraft in a team and advice on tactics. Refrain from creating a «guide» — do not impose a single point of view, but instead, give the reader food for thought. Examine the most dangerous enemies and give recommendations on fighting them. If necessary, note the specifics of the game in different modes (AB, RB, SB).
Manual Engine Control
| MEC elements | ||||||
|---|---|---|---|---|---|---|
| Mixer | Pitch | Radiator | Supercharger | Turbocharger | ||
| Oil | Water | Type | ||||
| Not controllable | ControllableAuto control available | ControllableAuto control available | ControllableAuto control available | Separate | Not controllable1 gear | Not controllable |
Modules
| Tier | Flight performance | Survivability | Weaponry | |||
|---|---|---|---|---|---|---|
| I | Fuselage repair | Radiator | Offensive 12 mm | FMBC mk.1 | ||
| II | Compressor | Airframe | FRC mk.2 | |||
| III | Wings repair | Engine | New 12 mm MGs | FLBC mk.1 | ||
| IV | G-suit | Engine injection | Cover | LFRC mk.12 | ||
| This is a premium vehicle: all modifications are unlocked on purchase |
Pros and cons
Summarise and briefly evaluate the vehicle in terms of its characteristics and combat effectiveness. Mark its pros and cons in the bulleted list. Try not to use more than 6 points for each of the characteristics. Avoid using categorical definitions such as «bad», «good» and the like — use substitutions with softer forms such as «inadequate» and «effective».
Pros:
Cons:
Неисправности
| НЕИСПРАВНОСТЬ | ПРИЧИНА |
|---|---|
| Повышенный расход масла. | Подобное характерно для залегших маслосъемных колец. В данном случае ремонт заключается в раскоксовке мотора или же установке новых колец, маслосъемных колпачков и вкладышей. Рекомендуем использовать соответствующий ремкомплект, что позволит значительно упростить ремонтные работы. |
| Появление протечек масла. | Это характерная поломка, в особенности для модификаций двигателя до рестайлинга 1G FE Beams 1998 года. Из-под датчика масла появлялась течь, устранить которую было затруднительно. Причиной проблемы являлся сам датчик масла, который терял герметичность и появлялись протечки. Сложность состоит в том, что добраться до датчика и заменить его не так то просто. Необходимо приподнимать двигатель или же снимать навесное оборудование. |
| Появляются проблемы с давлением масла в системе ДВС. | Причина – вышедший из строя масляный датчик. Рекомендуем проверить давление в системе и провести замену вышедшего из строя датчика. |
| Появление плавающих оборотов холостого хода. | Необходимо проверить клапан холостого хода и дроссельную заслонку. Данные работы должен выполнять исключительно специалист, что позволит гарантировать полное устранение проблем с двигателем. |
Отделка цоколя штукатуркой
Считается одним из самых легких способов, достаточно просто уметь накладывать раствор на поверхность. К тому же, этот способ не требует больших денежных или временных затрат. Чтобы отштукатурить участок, вам необходимо учесть некоторые нюансы.
Поверхность надо очистить от предыдущего покрытия, загрязнений, пыли и грязи. Если есть масляные пятна, обработайте их специальным растворителем. Обязательно нужно обработать очищенный участок грунтовкой, чтобы покрытие крепко держалось.
Если все сделать правильно, то работа будет радовать не только своим видом, но и защитой от осадков. Идеи, как провести штукатурную отделку фундамента, можно найти по фото в Интернете.
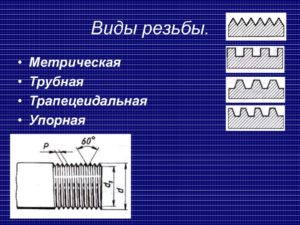
Основные виды и их отличия
Метрический профиль отличается от трубной нарезки формой резьбовых гребней и впадин.
- Основой метрической резьбы является треугольник с равными сторонами. Поэтому все угловые размеры одинаковые и составляют 60 градусов. Для трубных дюймовых профилей размеры углов равны 55 градусам.
- Метрическая измеряется в мм, трубная — в дюймах.
- При нарезке трубного профиля учитывается толщина стенок трубного сечения.
- Резьбы с метрическим профилем маркируются буквой «М», диапазон составляет от 1,0 мм до 600 мм
- Шаг витков метрической нарезки 0,075 – 3,5 мм. Минимальный шаг нарезки применяют в измерительных приборах, средний шаг профиля используется в деталях и узлах, эксплуатируемых в зоне повышенной вибрации.
Крупная метрическая нарезка участвует в создании несущих тяжеловесных конструкций.
Особенности конусной резьбы
В процессе эксплуатации выявлено, что резьба npt, показывающая надежность при высоком статическом давлении, при динамической нагрузке ненадежна, так как оставляет спиральный путь для протечек. Компания Parker использует в гидравлике эластомерные уплотнители.
Коническая резьбовое сочленение коммуникаций по британскому стандарту отличается треугольным профилем со скругленными зубцами и впадинами. Такая конфигурация позволяет уплотнять соединение герметизирующим раствором и лентой-уплотнителем. Винтовая нарезка под 60 град обеспечивает герметичность соединения, но делая его неразъемным.
Какие данные нужны для расчёта эксплуатационных характеристик воздуховодов?
Продажа Toyota Altezza в России
Объявления о продаже новых и б/у авто
Санкт-Петербург
Altezza 1999
1 000 000 q
Москва
Altezza 2001
500 000 q
Москва
Altezza 2001
550 000 q
Рязань
Altezza 1999
360 000 q
Дзержинск
Altezza 2002
280 000 q
Воронеж
Altezza 2000
800 000 q
Воронеж
Altezza 2000
549 000 q
Белгород
Altezza 1998
900 000 q
Белгород
Altezza 2003
950 000 q
Таганрог
Altezza 1998
420 000 q
Пермь
Altezza 1998
595 000 q
Тимашевск
Altezza 1998
370 000 q
Краснодар
Altezza 1998
435 000 q
Краснодар
Altezza 1998
395 000 q
Краснодар
Altezza 2002
699 999 q
Пятигорск
Altezza 1999
620 000 q
Сочи
Altezza 2000
560 000 q
Екатеринбург
Altezza 2002
360 000 q
Екатеринбург
Altezza 2004
520 000 q
Снежинск
Altezza 2004
1 200 000 q
Запчасти и шины на двигатель 1G-FE
Крыло переднее левое Lexus IS 200/300 1999-2005
Цена 5 000 р.
Фара хрусталь Тойота Марк 2 с 1992 по 1996 года (JZX90 GX90)
Цена 3 100 р.
Фара ксенон правая Mark 2 JZX100 Вторая модель
Цена 3 500 р.
Двигатель Lexus Проверенный На Евростенде
Дверь задняя правая Toyota Mark2 110
Цена 5 000 р.
Крыло правое переднее. Toyota Crown. JZS151, JZS155, JZS157
Цена 2 000 р.
Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
Стоимость средства
Лучшие покупные крысоловки
Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
Трубы, диаметр которых обозначается дюймами (1″, 2″
) и/или долями дюймов (1/2″, 3/4″ ), являются общепринятым стандартом в водо — и водогазоснабжении.
Как правило монтаж дюймовых труб проходит без затруднений, но при их замене на трубы из пластика, меди и нержавеющей стали возникает проблема — несоответствие размера обозначенного дюйма (33,5 мм
) к его реальному размеру (25,4 мм ).
Обычно этот факт вызывает недоумение, но если глубже заглянуть в процессы происходящие в трубе, то логика несоответствия размеров становится очевидна и непрофессионалу. Все довольно просто — читайте дальше.
Дело в том, что при создании водного потока ключевую роль играет не внешний, а внутренний диаметр и по этой причине для обозначения используется именно он. Однако несоответствие обозначаемых и метрических дюймов все равно остается, т. к. внутренний диаметр стандартной трубы составляет 27,1 мм
, а усиленной —25,5 мм . Последнее значение стоит довольно близко к равенству1″»=25,4 но все же им не является.
Разгадка состоит в том, что для обозначения размера труб применяется номинальный, округленный до стандартного значения диаметр (условный проход Dy
). Величина условного прохода подбирается так, чтобы пропускная способность трубопровода увеличивалась от40 до 60% в зависимости от роста величины индекса.
В ситуациях с пластиковыми трубами для решения проблемы несоответствующих размеров используются переходные элементы. При необходимости заменить или состыковать дюймовые трубы с трубами, выполненными по реальным метрическим размерам — из меди, нержавейки, алюминия, следует брать во внимания и наружный, и внутренний диаметры.
Таблица соответствия условного прохода дюймам
| Ду | Дюймы | Ду | Дюймы | Ду | Дюймы |
| 6 | 1/8″ | 150 | 6″ | 900 | 36″ |
| 8 | 1/4″ | 175 | 7″ | 1000 | 40″ |
| 10 | 3/8″ | 200 | 8″ | 1050 | 42″ |
| 15 | 1/2″ | 225 | 9″ | 1100 | 44″ |
| 20 | 3/4″ | 250 | 10″ | 1200 | 48″ |
| 25 | 1″ | 275 | 11″ | 1300 | 52″ |
| 32 | 1(1/4)» | 300 | 12″ | 1400 | 56″ |
| 40 | 1(1/2)» | 350 | 14″ | 1500 | 60″ |
| 50 | 2″ | 400 | 16″ | 1600 | 64″ |
| 65 | 2(1/2)» | 450 | 18″ | 1700 | 68″ |
| 80 | 3″ | 500 | 20″ | 1800 | 72″ |
| 90 | 3(1/2)» | 600 | 24″ | 1900 | 76″ |
| 100 | 4″ | 700 | 28″ | 2000 | 80″ |
| 125 | 5″ | 800 | 32″ | 2200 | 88″ |
Таблица соответствия диаметра условного прохода, резьбы и наружных диаметров трубопровода в дюймах и мм.
| Условный проход трубы Dy. мм | Диаметр резьбы G». дюйм | Наружный диаметр трубы Dn. мм |
| Трубы стапьные водо/водогазoпроводные ГОСТ 3263-75 | Трубы стальные эпектросварные прямошовные ГОСТ 10704-91. Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78. ГОСТ 8731-74 (ОТ 20 ДО 530 мл) | Полимерная труба. ПЭ, ПП, ПВХ |
ГОСТ
— государственый стандарт, используемый в тепло — газо — нефте — трубопроводахISO — стандарт обозанчения диаметров, используется в сантехнических инженерных системахSMS — шведский стандарт диаметров труб и запорной арматурыDIN / EN — основной евросортамент для стальных труб по DIN2448 / DIN2458ДУ (Dy) — условный проход
Таблицы с размерами полипропиленовых труб представлены в следующей статье >>>
Таблица соответствия условного диаметра труб с международной маркировкой
| ГОСТ | ISO дюйм | ISO мм | SMS мм | DIN мм | ДУ |
| 8 | 1/8 | 10,30 | 5 | ||
| 10 | 1/4 | 13,70 | 6,35 | 8 | |
| 12 | 3/8 | 17,20 | 9,54 | 12,00 | 10 |
| 18 | 1/2 | 21,30 | 12,70 | 18,00 | 15 |
| 25 | 3/4 | 26,90 | 19,05 | 23(23) | 20 |
| 32 | 1 | 33,70 | 25,00 | 28,00 | 25 |
| 38 | 1 ¼ | 42,40 | 31,75 | 34(35) | 32 |
| 45 | 1 ½ | 48,30 | 38,00 | 40,43 | 40 |
| 57 | 2 | 60,30 | 50,80 | 52,53 | 50 |
| 76 | 2 ½ | 76,10 | 63,50 | 70,00 | 65 |
| 89 | 3 | 88,90 | 76,10 | 84,85 | 80 |
| 108 | 4 | 114,30 | 101,60 | 104,00 | 100 |
| 133 | 5 | 139,70 | 129,00 | 129,00 | 125 |
| 159 | 6 | 168,30 | 154,00 | 154,00 | 150 |
| 219 | 8 | 219,00 | 204,00 | 204,00 | 200 |
| 273 | 10 | 273,00 | 254,00 | 254,00 | 250 |
Диаметры и другие характеристики трубы из нержавеющей стали
| Проход, мм | Диаметрнаружн., мм | Толщина стенок, мм | Масса 1 м трубы (кг) | ||
| стандартных | усиленных | стандартных | усиленных | ||
| 10 | 17 | 2.2 | 2.8 | 0.61 | 0.74 |
| 15 | 21.3 | 2.8 | 3.2 | 1.28 | 1.43 |
| 20 | 26.8 | 2.8 | 3.2 | 1.66 | 1.86 |
| 25 | 33.5 | 3.2 | 4 | 2.39 | 2.91 |
| 32 | 42.3 | 3.2 | 4 | 3.09 | 3.78 |
| 40 | 48 | 3.5 | 4 | 3.84 | 4.34 |
| 50 | 60 | 3.5 | 4.5 | 4.88 | 6.16 |
| 65 | 75.5 | 4 | 4.5 | 7.05 | 7.88 |
| 80 | 88.5 | 4 | 4.5 | 8.34 | 9.32 |
| 100 | 114 | 4.5 | 5 | 12.15 | 13.44 |
| 125 | 140 | 4.5 | 5.5 | 15.04 | 18.24 |
| 150 | 165 | 4.5 | 5.5 | 17.81 | 21.63 |
Проблемы и недостатки двигателя
В 1G FE серьёзные поломки не встречаются. Малая форсированность мотора, отсутствие электронных устройств в стоковой версии делают ДВС ремонтопригодным и надёжным. Однако, не стоит забывать про замену моторного масла и фильтра каждые 7500 — 10000 км или раз в год
Особенно это важно для BEAMS. Грязное или низкокачественное масло засоряет электроклапана, что приводит к нарушению работы систем
А менять клапана дорогое удовольствие.

В ДВС 1G-FE BEAMS при обрыве ремня ГРМ гнёт стержни клапанов. Чтобы избежать капремонта, необходимо контролировать состояние привода и менять ремень вместе с масляным насосом каждые 100 000 км. Свечи и топливный фильтр ходят не более 20 000 км. Во время обслуживания необходимо настроить и тепловой зазор клапанов: для впускных 0,15 — 0,25 мм, для выпускных — 0,25 — 0,35 мм.
Если зимой сильно газовать без прогрева двигателя, можно заполучить множество проблем, начиная с утечки масла, и заканчивая срезанием зубьев ремня ГРМ. Утечка смазки происходит через неисправный датчик давления, задубевшие кольца и устаревшие маслосъёмные колпачки. В первых выпусках двигателя 1G FE датчик давления был «слабым звеном» — давал сбои и быстро ломался.
Дёргание стрелки тахометра на холостом ходу, как и во многих двигателях, указывает на неисправный датчик дроссельной заслонки или РХХ, засорение дросселя или запотевание вокруг прокладки крышки клапанов.

На возрастных агрегатах встречается жор масла: более 1 л на 1000 км. Проблема возникает при засорении маслоприёмника в поддоне, закоксовывании маслосъёмных поршневых колец. Чтобы устранить неисправность, мотор необходимо полностью прочистить, заменить прокладки, вкладыши, изношенные сальники и маслосъёмные колпачки, т.е. сделать минимальный капремонт.
С возрастом даёт сбои и зажигание: в 1G FE изнашиваются провода, ломается трамблёр. В модели BEAMS необходимо менять катушки зажигания.
Конструктивные особенности, которые необходимо учитывать при выборе фрезера
Подошва
Опорная платформа фрезера, именуемая пользователями подошвой, является одним из важнейших конструкционных элементов инструмента, поэтому на ее качество следует обратить особое внимание. Подошва может быть выполнена либо из литого, либо из штампованного металла
Литая платформа, благодаря четкой геометрии и хорошему прилеганию к поверхности заготовки, гарантирует высокое качество работы. Неудивительно, что она считается признаком высокого класса инструмента.
Штампованная же подошва дешевле в производстве, поэтому ее обычно устанавливают на недорогие фрезеры бытового назначения.
Нижняя плоскость платформы, т. е. непосредственно сама подошва, в обязательном порядке закрывается специальной накладкой. Этот элемент изготавливается, как правило, из пластика. У большинства фрезеров пластиковая накладка делается съемной, что позволяет легко заменить ее при износе на новую.
При выборе фрезера следует обратить внимание не только на качество подошвы, но и на размер отверстия в ней – проем. Он ограничивает максимальный допустимый размер оснастки: установить фрезу большого диаметра на агрегат с маленьким проемом в опорной платформе вам попросту не удастся
Штанговый механизм
Голова фрезера перемещается по двум вертикально расположенным направляющим штангам. От того, насколько легко и плавно будет ее движение, во многом зависит удобство пользования инструментом и производительность работы. Наличие люфтов и перекосов, а также излишнее сопротивление перемещению узла в вертикальном направлении считается серьезным недостатком, поскольку затрудняет пользование фрезером.
Глубина погружения фрезы в обрабатываемый материал ограничивается вертикальным упором. Этот металлический стержень упирается в специальную площадку на платформе, не позволяя голове инструмента опуститься ниже. Выставляя глубину фрезерования, вы просто смещаете упорный стержень вверх или вниз. Сделать это можно с помощью специального винта.
У продвинутых агрегатов помимо этого имеется еще и регулировочный винт тонкой настройки глубины с микрометрической шкалой. Чем точнее регулировка и шире ее диапазон, тем более качественный и функциональный инструмент вы держите в своих руках.
Сделать несколько проходов с постепенным увеличением глубины обработки вплоть до заданной поможет многоступенчатый револьверный упор. По сути это специальная площадка на платформе с несколькими ступеньками разной высоты, в которые и упирается вертикальный стержень, ограничивающий глубину фрезерования. Иногда револьверный упор выполняется в виде нескольких вкрученных в платформу болтов; в этом случае высоту ступеней можно подкорректировать, вкручивая или выкручивая болты.
Узел крепления оснастки
Оснастка ручного фрезера закрепляется на шпинделе с помощью цангового патрона. Он представляет собой специальную гайку с размещенной внутри цангой, навинчиваемую на шпиндель и зажимающую хвостовик вставленной фрезы. Легкие фрезеры рассчитаны на фрезы с диаметром хвостовика 6–8 мм, мощные, как правило, оснащены цангами диаметром 10–12 мм. Последнее легко объяснимо: чем крупнее фреза, тем толще ее хвостовик и, одновременно, выше требования к силовым характеристикам инструмента.
Диаметр фрезы должен соответствовать диаметру цанги. Впрочем, в посадочное гнездо большего диаметра все же можно установить фрезу с более тонким хвостовиком. Для этого придется воспользоваться сменной цангой (или на крайний случай специальной переходной втулкой). Если даже она не входит в комплект инструмента, то ее всегда можно приобрести отдельно.
При подобной «подмене» фрезы следует внимательно следить, чтобы рекомендованная для нее частота вращения совпадала с параметрами инструмента, в противном случае тонкий хвостовик может не выдержать чрезмерной нагрузки.
Качественная цанга надежно фиксирует хвостовик строго по оси шпинделя, что исключает появление вибраций, негативно сказывающихся как на качестве обработки материала, так и на состоянии инструмента. Цанговые зажимы с большим числом зажимных лепестков предпочтительнее, так как они лучше центрируют фрезу.
Дюймовая резьба (рис. 2)
Дюймовая резьба (рис. 2) имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта — британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF). Hаpужный диаметp pезьбы измеpяется в дюймах (1″ = 25,4мм) — штpихи («) обозначают дюйм. Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
Точность и поле допуска метрической резьбы
| Класс точности | Поле допуска для резьбы | ||||||
|---|---|---|---|---|---|---|---|
| наружной: болт, винт, шпилька | внутренней: гайка | ||||||
| Точный | 4g | 4h | 4H | 5H | |||
| Средний | 6d | 6e | 6f | 6g | 6h | 6G | 6H |
| Грубый | 8g | 8h | 7G | 7H |
Таблица размеров крепежных изделий для американской дюймовой машиностроительной резьбы UNC с крупным шагом (угол профиля 60 градусов)
| Размер в дюймах | Размер в мм | Шаг ниток / дюйм |
|---|---|---|
| UNC № 1 | 1.854 | 64 |
| UNC № 2 | 2.184 | 56 |
| UNC № 3 | 2.515 | 48 |
| UNC № 4 | 2.845 | 40 |
| UNC № 5 | 3.175 | 40 |
| UNC № 6 | 3.505 | 32 |
| UNC № 8 | 4.166 | 32 |
| UNC № 10 | 4.826 | 24 |
| UNC № 12 | 5.486 | 24 |
| UNC 1/4 | 6.35 | 20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1″ | 25.4 | 8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2″ | 50.8 | 4 1/2 |
- На болтах, шпильках, винтах, штифтах и на разных других цилиндрических деталях нарезают наружную резьбу;
- В фасонных частях, гайках, во фланцах, в пробках, деталях машин и металлических конструкциях нарезают внутреннюю резьбу.
Основные элементы резьб представлены на рис. 3 К ним относятся следующие элементы:
- шаг резьбы — расстояние между вершинами или основаниями двух соседних витков;
- глубина резьбы — расстояние от вершины резьбы до ее основания;
- угол профиля резьбы — угол, заключенный между боковыми сторонами профиля в плоскости оси;
- наружный диаметр — наибольший диаметр резьбы болта, измеряемый по вершине резьбы перпендикулярно к оси резьбы;
- внутренний диаметр — расстояние, равное диаметру цилиндра, на которой навернута нитка резьбы.
Ещё о дюймовом крепеже:
Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
- Дюймовые болты
- Дюймовые гайки
- Дюймовые винты
- Дюймовые шайбы
- Дюймовые резьбовые пробки
- Прочие дюймовые изделия
Материалы подготовлены специалистами компании «Трайв-Комплект».
При копировании текстов и других материалов сайта — указание
ссылки на сайт www.traiv-komplekt.ru обязательно!
Просмотров: 15691913.02.2008
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Классификация и определение резьбы
Резьба – один или несколько равномерно расположенных выступов, имеющих постоянную величину сечения, нанесенных на боковой поверхности цилиндра или конуса. Резьба используется в машинах, различных механизмах, инженерных конструкциях для соединения, уплотнения или заданного перемещения элементов конструкции.
Существует множество классификаций резьбы, которые отличаются по конструкционным и эксплуатационным признакам. Применительно к конструкции можно выделить различные типы резьбы в зависимости от формы поверхности (цилиндрическая, коническая), расположения на детали (наружная, внутренняя), форме профиля (треугольная, круглая, ленточная, трапецеидальная, прямоугольная, упорная), числу заходов (с одним или несколькими заходами), по направлению (правая и левая), в зависимости от использования единиц измерения (метрическая, дюймовая). Также различают резьбу общего назначения и специальную резьбу (для деталей определенного типа).
Типы резьбы
Характеристики резьбы
Резьба как таковая представляет собой последовательность винтовых канавок с постоянной величиной сечения и шага, которые наносятся на поверхности цилиндрической либо же конической формы. Резьба применяется для обустройства резьбовых соединений труб различного назначения.
Резьба характеризуется такими показателями как:
- Единиц измерения диаметра
- Расположение
- Профиль резьбообразующей поверхности
- Направление
- Число заходов резьбы
Трубная резьба представляет собой достаточно обособленную группу стандартов, которые регламентируют параметры соединения с использованием труб из различного материала. Ниже мы рассмотрим несколько типов трубных резьб.
Общая информация, маркировка
Трубная коническая резьба класса NPT существует в двух конфигурациях – наружная и внутренняя. Штуцер трубы с такой резьбой имеет форму суженного конуса, за счет такой структуры обеспечивается повышенная прочность соединения двух элементов трубопровода между собой.
Конический стандарт практически не используется в системах водоснабжения, так как в данном случае его запас надежности является излишним. Основная сфера применения NPT – машиностроение, станкостроение, нефтяная и газовая промышленность, также такое соединение широко используется в гидравлических системах.
Для соединения двух труб коническая резьба формируется на штуцерах каждой из них, при этом на одной нарезается внутренний, а на другой – внешний конус. Угол наклона конуса унифицирован и составляет 334’49”, что равно конусности (С)1:16.
Существует два типа размерности конической резьбы – дюймовая и метрическая, в зависимости от которых отличается номенклатурное обозначение NPT соединения на схемах и чертежах. Если одна из сторон трубы либо фитинга, на которой нарезан конус, метрическая, используется аббревиатура NPT-E, если же обе стороны соединяемых конусов дюймовые дополнительная аббревиатура не используется и указывается просто NPT.

Внешний вид конической NPT резьбы
Технические требования к размерам и конфигурации NPT резьбы приведены в следующих международных стандартах:
- ANSI/ASME B36.10M;
- BS 1600, 10255;
- DIN 2999.
Также существуют отечественные нормативные докумены на коническое соединение:
- ГОСТ №6111-52 “Резьба коническая дюймовая с углом профиля 60 градусов”;
- ГОСТ №6211-81 “Основные нормы взаимозаменяемости – резьба трубная коническая”.
На сегодняшний день в специализированных магазинах представлено широкое количество переходников и адаптеров, имеющих с одной стороны цилиндрическую, а с другой – коническую нарезку, что позволяет без проблем использовать трубы с штуцерами американского стандарта.