Шаг резьбы
Содержание:
- Таблица дюймовых резьб. Классификация
- Видео «Примеры крысоловок»
- Таблица дюймовых резьб. Классификация
- Основные виды и их отличия
- Технические характеристики
- Лучшие покупные крысоловки
- Виды дюймовых резьб
- Рельефная резьба
- Нюансы заливного пола с рисунком
- Применение дюймовой резьбы
- Домашний очаг
- Изготовление резьбы на деталях
- Основные характеристики дюймовой резьбы
- Маркировка и классы точности
- Сообщить об опечатке
- Отделка цоколя штукатуркой
- Классы точности и правила маркировки
- Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
- Конструктивные особенности, которые необходимо учитывать при выборе фрезера
- Особенности и отличия американской резьбы
- Как определить шаг дюймовой резьбы
- Баня из блоков своими руками
- Как правильно выбрать современную прихожую?
- Применение резьбы UNF
- Заключение
Таблица дюймовых резьб. Классификация
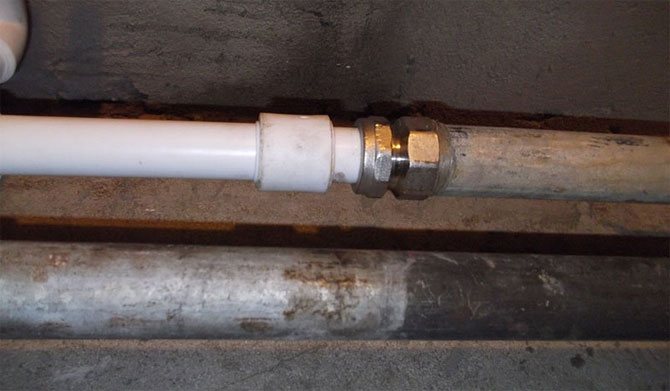
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба). Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран. При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| 1 или 2 | 6.8 |
| 5 | 8.8 |
| 6 | 10.9 |
Видео «Примеры крысоловок»
Таблица дюймовых резьб. Классификация
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта — BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба). Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран. При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| N 1 — 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 — 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 — 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 — 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 — 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 — 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 — 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 — 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 — 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ — 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ — 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ — 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ — 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ — 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ — 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ — 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ — 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ — 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ — 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ — 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ — 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ — 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ — 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ — 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ — 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ — 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ — 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ — 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ — 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ — 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ — 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ — 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ — 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут — британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
|
1 или 2 |
6.8 |
|
5 |
8.8 |
|
6 |
10.9 |
Основные виды и их отличия
Метрический профиль отличается от трубной нарезки формой резьбовых гребней и впадин.
- Основой метрической резьбы является треугольник с равными сторонами. Поэтому все угловые размеры одинаковые и составляют 60 градусов. Для трубных дюймовых профилей размеры углов равны 55 градусам.
- Метрическая измеряется в мм, трубная — в дюймах.
- При нарезке трубного профиля учитывается толщина стенок трубного сечения.
- Резьбы с метрическим профилем маркируются буквой «М», диапазон составляет от 1,0 мм до 600 мм
- Шаг витков метрической нарезки 0,075 – 3,5 мм. Минимальный шаг нарезки применяют в измерительных приборах, средний шаг профиля используется в деталях и узлах, эксплуатируемых в зоне повышенной вибрации.
Крупная метрическая нарезка участвует в создании несущих тяжеловесных конструкций.
Технические характеристики
Согласно государственному стандарту трубная коническая резьба должна непосредственно отвечать таким требованиям, как:
- Профильный угол обязательно должен отвечать 55 градусам.
- К разным диаметрам используется свой шаг нарезки.
- Обязательное соблюдение угла отклонения конусной поверхности от самой оси трубы независимо от ее диаметра. Уклон выполняется в соотношении 1:16.
- Использование сварочной аппаратуры или соединительных фланцев прилагается только при больших диаметрах труб. Максимально возможный диаметр – 6 дюймов.
- Кроме этого, требуется соблюдать соотношение общей рабочей длины с рабочей нарезкой.
Поэтому очень важно, чтобы черчение полностью соответствовало установленным государственным стандартам, поскольку такие соединительные детали применяются в точках с повышенным давлением и температурами, что, в свою очередь, дает возможность максимальной герметизации деталей трубопровода при необходимости
Лучшие покупные крысоловки
Виды дюймовых резьб
Резьба для труб создается при применении специального инструмента. Рассматривая виды дюймовых резьб отметим две основные разновидности:
- Дюймовая цилиндрическая резьба UNF получила весьма широкое распространение, так как нарезается на цилиндрической поверхности и обладает весьма высокой прочностью. Американская резьба применяется при создании самых различных конструкций, к примеру, узлов для автомобилей. Американский стандарт UNS в Европе встречается крайне редко.
- Резьба коническая дюймовая также обладает высокой прочностью и подходит для решения самых различных задач. Встречается она намного реже, но все же применяется многими производителями.
Вариант исполнения Брикса и другие разновидности могут также классифицироваться по следующим признакам:
- класс точности;
- направление нарезки;
- область применения.
Коническая резьба встречаются намного реже, но все же применяется при производстве различных деталей. Кроме этого, резьба UNC и резьба Витворта включаются практически во всех справочники.
Рельефная резьба
Нюансы заливного пола с рисунком
Технология укладки пола с декоративным рисунком по большому счёту не отличается особой сложностью. Обрабатываем пол грунтовкой, ждём просыхания поверхности. Далее укладываем выравнивающее основание для нашего пола. После высыхания финишного слоя, укладываем декоративный рисунок.
Слои для декоративного пола с рисункомПервая важная задача этого этапа — найти рисунок нужного размера с требуемым разрешением (высокого качества), вторая — наклеить ткань без пузырей
На высохший слой базового полимера наносится тонкий слой прозрачного в 1 мм или около того, быстро прокатывается игольчатым валиком, чтобы не было пузырей.
Вот таким может быть ваш пол после проведения работ
Вся технология устройства 3D-пола продемонстрирована в видеоролике. После просмотра все неясности должны уйти окончательно.
Watch this video on YouTube
Предыдущая РемонтСильные и слабые стороны тканевых натяжных потолков: варианты и особенности монтажа своими руками
Следующая РемонтОтделка внутри деревянного дома: фото готовых проектов и рекомендации для мастеров
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов.
Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Домашний очаг
Изготовление резьбы на деталях
Конструктивные элементы, напоминающие резьбу, имеются на исторических артефактах разных времён. В старину элементы резьбы делали ковкой, штамповкой. С появлением винторезных станков резьбу начали «нарезать» на поверхности цилиндрической детали. Точность увеличивалась, шаг и глубина уменьшались. Причина появления двух типов резьбы – историческая. Промышленная революция в Англии в восемнадцатом веке способствовала распространению по Европе, а затем и по всему миру изделий, произведенных в Англии. А страна пользовалась дюймовой системой единиц измерения. Так как резьбовые соединения уже широко применялись в технике, то дюймовая резьба быстро распространилась по миру.
Резкое увеличение производства станков для текстильной промышленности в XVIII веке в Англии потребовало ещё большего количества крепёжных изделий и винтовых механизмов. Поскольку в Англии главенствовала дюймовая система единиц измерения размеров, параметры резьбовых изделий стали обозначать в дюймах. Само слово «дюйм» имеет древнее происхождение.
Наполеон распространил в Европе метрическую систему. Поэтому и резьбы имеют два варианта обозначений и, что более существенно, два типа. Промышленное изготовление современной метрической резьбы началось в XIX веке в США. Эта резьба оказалась более технологичной и более дешёвой в производстве. При этом, резьбы стандартизованы, что позволяет обеспечить взаимозаменяемость деталей, произведённых на разных заводах и в разных странах. Но метрическая и дюймовая резьба между собой не взаимозаменяемы.
Метрическая резьба
Основные характеристики дюймовой резьбы
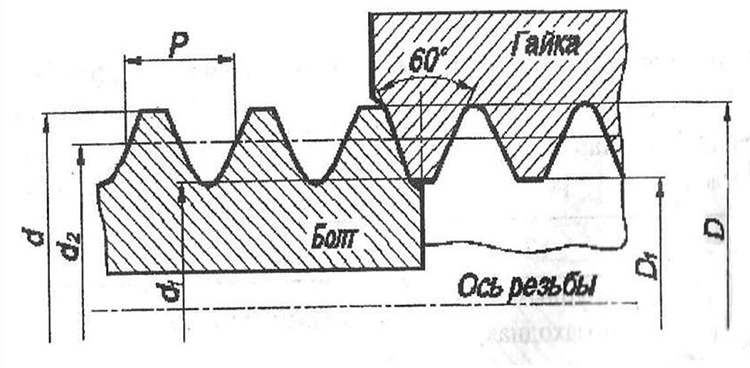
Размеры резьбы в дюймах и многая другая информация указывается в нормативной документации, которая связана с ГОСТ 6111-52. Как и любая другая резьба, рассматриваемая характеризуется двумя основными параметрами: диаметр наружных витков и их шаг расположения. К их особенностям можно отнести нижеприведенные моменты:
- Шаг дюймовой резьбы определяет то, на каком расстоянии витки находятся относительно друг друга. Стоит учитывать, что подобный метрический размер определяет то, насколько прочным будет соединение. Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга.
- Наружный диаметр измеряется между верхними точками создаваемых гребней. Размеры трубной резьбы в этом случае определить достаточно просто, так как можно использовать обычный измерительный прибор.
- Внутренний диаметр определить намного проще. Этот показатель характеризуется расстоянием от одной самой нижней точки до другой, расположенной на противоположней стороне трубы.
Таблица размеров применяется для соотношения метрического варианта исполнения с дюймовым. Она применяется для подбора трубы и фитингов. В этой таблице указываются диаметры резьбы и другие важные показатели.
Основные параметры дюймовой резьбы
Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
- Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
- Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы – взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.
Обозначение дюймовой резьбы в технической документации разберем на примере:
G 2” LH-2-40
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» — это размер, характеризующий длину завинчивания.
Сообщить об опечатке
Отделка цоколя штукатуркой
Считается одним из самых легких способов, достаточно просто уметь накладывать раствор на поверхность. К тому же, этот способ не требует больших денежных или временных затрат. Чтобы отштукатурить участок, вам необходимо учесть некоторые нюансы.
Поверхность надо очистить от предыдущего покрытия, загрязнений, пыли и грязи. Если есть масляные пятна, обработайте их специальным растворителем. Обязательно нужно обработать очищенный участок грунтовкой, чтобы покрытие крепко держалось.
Если все сделать правильно, то работа будет радовать не только своим видом, но и защитой от осадков. Идеи, как провести штукатурную отделку фундамента, можно найти по фото в Интернете.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
Конструктивные особенности, которые необходимо учитывать при выборе фрезера
Подошва
Опорная платформа фрезера, именуемая пользователями подошвой, является одним из важнейших конструкционных элементов инструмента, поэтому на ее качество следует обратить особое внимание. Подошва может быть выполнена либо из литого, либо из штампованного металла
Литая платформа, благодаря четкой геометрии и хорошему прилеганию к поверхности заготовки, гарантирует высокое качество работы. Неудивительно, что она считается признаком высокого класса инструмента.
Штампованная же подошва дешевле в производстве, поэтому ее обычно устанавливают на недорогие фрезеры бытового назначения.
Нижняя плоскость платформы, т. е. непосредственно сама подошва, в обязательном порядке закрывается специальной накладкой. Этот элемент изготавливается, как правило, из пластика. У большинства фрезеров пластиковая накладка делается съемной, что позволяет легко заменить ее при износе на новую.
При выборе фрезера следует обратить внимание не только на качество подошвы, но и на размер отверстия в ней – проем. Он ограничивает максимальный допустимый размер оснастки: установить фрезу большого диаметра на агрегат с маленьким проемом в опорной платформе вам попросту не удастся
Штанговый механизм
Голова фрезера перемещается по двум вертикально расположенным направляющим штангам. От того, насколько легко и плавно будет ее движение, во многом зависит удобство пользования инструментом и производительность работы. Наличие люфтов и перекосов, а также излишнее сопротивление перемещению узла в вертикальном направлении считается серьезным недостатком, поскольку затрудняет пользование фрезером.
Глубина погружения фрезы в обрабатываемый материал ограничивается вертикальным упором. Этот металлический стержень упирается в специальную площадку на платформе, не позволяя голове инструмента опуститься ниже. Выставляя глубину фрезерования, вы просто смещаете упорный стержень вверх или вниз. Сделать это можно с помощью специального винта.
У продвинутых агрегатов помимо этого имеется еще и регулировочный винт тонкой настройки глубины с микрометрической шкалой. Чем точнее регулировка и шире ее диапазон, тем более качественный и функциональный инструмент вы держите в своих руках.
Сделать несколько проходов с постепенным увеличением глубины обработки вплоть до заданной поможет многоступенчатый револьверный упор. По сути это специальная площадка на платформе с несколькими ступеньками разной высоты, в которые и упирается вертикальный стержень, ограничивающий глубину фрезерования. Иногда револьверный упор выполняется в виде нескольких вкрученных в платформу болтов; в этом случае высоту ступеней можно подкорректировать, вкручивая или выкручивая болты.
Узел крепления оснастки
Оснастка ручного фрезера закрепляется на шпинделе с помощью цангового патрона. Он представляет собой специальную гайку с размещенной внутри цангой, навинчиваемую на шпиндель и зажимающую хвостовик вставленной фрезы. Легкие фрезеры рассчитаны на фрезы с диаметром хвостовика 6–8 мм, мощные, как правило, оснащены цангами диаметром 10–12 мм. Последнее легко объяснимо: чем крупнее фреза, тем толще ее хвостовик и, одновременно, выше требования к силовым характеристикам инструмента.
Диаметр фрезы должен соответствовать диаметру цанги. Впрочем, в посадочное гнездо большего диаметра все же можно установить фрезу с более тонким хвостовиком. Для этого придется воспользоваться сменной цангой (или на крайний случай специальной переходной втулкой). Если даже она не входит в комплект инструмента, то ее всегда можно приобрести отдельно.
При подобной «подмене» фрезы следует внимательно следить, чтобы рекомендованная для нее частота вращения совпадала с параметрами инструмента, в противном случае тонкий хвостовик может не выдержать чрезмерной нагрузки.
Качественная цанга надежно фиксирует хвостовик строго по оси шпинделя, что исключает появление вибраций, негативно сказывающихся как на качестве обработки материала, так и на состоянии инструмента. Цанговые зажимы с большим числом зажимных лепестков предпочтительнее, так как они лучше центрируют фрезу.
Особенности и отличия американской резьбы
Самая популярная резьба на территории США и Канады – дюймовая цилиндрическая резьба UNF/UTS (Unified Thread Standard). Ее еще называют американской резьбой. Ее угол при вершине 60˚ и высота профиля полностью соответствуют метрической резьбе, но все размеры резьбы основаны на дюймовой системе измерения. Они указаны в долях дюйма.
Исходя из шага американская дюймовая резьба бывает нескольких видов:
- с крупным шагом UNC (Unified Coarse);
- с мелким шагом UNF (Unified Fine);
- мелкая резьба для специальных областей применения UNEF (Unified Extra Fine);
- специализированная дюймовая цилиндрическая резьба UNS (Unified Special), которая является одним из типов резьбы UTS (Unified Thread Standard).
Как определить шаг дюймовой резьбы
Дюйм неудобная величина, поэтому сделать точный замер в долях дюйма расстояния между вершинами резьбы сложно.
Проще всего определить, сколько витков резьбы умещается в 1 дюйм длины резьбы (25,4 мм). Их можно посчитать визуально, используя дюймовую линейку.
Подойдет и резьбомер для дюймовой резьбы (нужно только знать тип резьбы, поскольку английская и американская дюймовые резьбы имеют разный угол профиля резьбы: 55° и 60°).
В компании «Трайв-Комплект» представлен ряд метизов с американской резьбой (болты, гайки и др.), приобрести которые помогут опытные консультанты.
Материалы подготовлены специалистами компании «Трайв-Комплект».
При копировании текстов и других материалов сайта — указание
ссылки на сайт www.traiv-komplekt.ru обязательно!
Просмотров: 2139417.02.2016
Баня из блоков своими руками
Как правильно выбрать современную прихожую?
Особое внимание нужно уделить фурнитуре и креплению. Как правило, корпусная и модульная мебель состоит из каркасов, которые оснащены крепежами
Крепеж должен быть качественным и прочным, тогда мебель будет долговечной.












Фасад — тоже немаловажная часть гарнитура, он должен состоять из прочного материала. Сегодня на рынке мебели можно найти не только хорошие образцы, но и дешевые некачественные шкафы, вешалки и тумбы, изготовленные из прессованных опилок.
Такая мебель долго не прослужит и внешне выглядит она невзрачно. Такая мебель долго прослужит верой и правдой, никогда не выйдет из моды и не поменяет свой внешний вид.
Применение резьбы UNF
Цилиндрическая дюймовая резьба, к которой относятся UNF и BSW обладают мелким шагом. Поэтому они применяются для различных крепёжных конструкций, к которым предъявляются повышенные требования соединений. Такая резьба с мелким шагом применяется в двух видах соединений:
- высокопрочных;
- регулировочных.
Обладая дюймовой резьбой размером в одну четверть и полтора дюйма (по американскому стандарту), она применяется в следующих агрегатах и конструкциях:
- различных видах трубных соединений (дюймовых, калиброванных, сантехнических, газовых);
- гидравлических конструкциях (фитинги, краны переходники);
- резьбовых адаптерах;
- накидные гайки;
- болты и гайки крепления конструкций различных агрегатов.
Универсальность и обеспечение хорошей надёжности позволяет применять американскую конструкцию в машиностроении и при производстве станков, оборудования и инструментов.
Заключение
Дюймовая резьба — особая разновидность резьбового соединения. Эта технология распространена в некоторых западных странах (США, Великобритания, Япония и другие). В России ее применение регулируется с помощью государственного стандарта ГОСТ 6111-52. Технология обычно применяется для нарезки бетонных или железобетонных труб, а также для производства шурупов, болтов, специальных деталей для электроники. Основные технические параметры резьбы — внутренний и внешний диаметр, ширина шага, тип профиля (цилиндрический или конический).
Основное отличие дюймовой резьбы от метрической — гребни расположены под углом 54-55 градусов (а не 60). Это делает профиль более вытянутым, прямоугольным (то есть гребень будет более длинным, но менее широким у основания). Небольшая угловая разница делает невозможным вкручивание метрических деталей в дюймовые и наоборот. Для создания резьбового соединения используется ручная или токарная нарезка. Первую технологию лучше использовать в случае домашнего или мелкосерийного производства, а вторая технология подходит для крупных производств.
- Гулиа Н. В., Клоков В. Г., Юрков С. А. Детали машин. — М.: Академия, 2004.
- Богданов В. Н., Малежик И. Ф., Верхола А. П. и др. Справочное руководство по черчению. — М.: Машиностроение, 1989.
- Якухин В. Г., Ставров В. А. Изготовление резьб. Справочник. — М.: Машиностроение, 1989.