Правильное нарезание внутренней резьбы
Содержание:
- Этапы работы с метчиком
- Трасс компании Квик-микс «TUBAG» является уникальным материалом, потому что:
- Конструктивные особенности
- Правила нарезания внутренней резьбы метчиком
- Возможные ошибки при нарезании трубной резьбы
- Как восстановить резьбу метчиком
- Как штукатурить потолок: описание процесса и видео-инструктаж
- Виды резьбы на трубах
- Маркировка
- Как усилить комнатную антенну
- Правила использования
- Разновидности метчиков
- 1 Теоретическая основа
- Проходной выключатель: схема подключения устройства из разных мест
- Оборудование для нарезания резьбы
- Удаление сломанного инструмента
- Особенности технологии
- Нарезание внутренней резьбы метчиком
- Почему выбирают нас
- Выкройки штор и ламбрекенов
- Техника нарезки на металлической детали
Этапы работы с метчиком
Чтобы успешно нарезать резьбу, нужно использовать метчик, соответствующий типу металла/сплава и отверстия. Понадобится просверлить дежурное отверстие. Проходное отверстие и сечение резьбы взаимосвязаны между собой и классифицированы по величинам. Таблица поможет определить соответствие метчика и сверла для нарезания резьбы. Также работает простая формула для вычисления размера сверла: нужно вычесть из диаметра желаемой резьбы ее шаг (расстояние между двумя соседними витками).

Рис. 3. Таблица соответствия метчика и сверла
Цилиндрическая резьба трубного типа измеряется в дюймах. Мерные стандарты для нарезания резьбы метчиком также описаны в ГОСТе 19257 – 73.
ВАЖНО!
В нестандартных ситуациях следуйте правилу приоритета меньших величин. Лучше взять сверло меньшего сечения и затем довести до нужного диаметра последовательным использованием нескольких метчиков, чем разбить дыру большего размера и «провалить» в него винт.
- Подобрав сверло по таблице, просверлите отверстие. Сверло должно быть остро заточенным, иначе в процессе сверления стенки тоннеля будут «разбиты», а нанесенная резьба получит люфты. Эксперты советуют зенковать внешнюю каемку, чтобы избавиться от проблем с последующим вкручиванием метчика и винта.
ВАЖНО!
В глухих отверстиях резьбу невозможно проложить до самой задней стенки, небольшой отрезок останется гладким.
Рис. 4. Составные части экстрактора
Установив метчик нужной маркировки в держатель, аккуратно и ровно вставьте инструмент в отверстие и начинайте проворачивать. Следуйте алгоритму: полный оборот вперед, пол-оборота назад. Вороток держат за обе рукоятки и проворачивают медленно, не торопясь. Для нарезания идеальной резьбы большое значение имеет равноценность усилий, прилагаемых на каждом обороте инструмента.
Из готового отверстия нужно удалить остатки стружки и пыль. Для этого применяют сначала ершик, а затем струю воздуха.
Можно вкручивать винт
Важно, чтобы он входил в отверстие мягко, иначе возникают подозрения, что резьба нарезана неравномерно.
Если метчик сломался внутри отверстия, то достать инструмент можно тремя способами:
- с помощью специального экстрактора для метчиков (прибор состоит из нескольких частей, тонкие стержни заводятся в пазы заклиненного метчика и выкручиваются с помощь ключа);
- кислотным раствором (правило работает для цветных металлов, раствор лимонной кислоты заливают внутрь отверстия и нагревают);
- методом надстраивания (к застрявшему обломку приваривают стержень Г-образной формы и выкручивают метчик).
ВАЖНО!
Поломка метчика часто происходит в результате попыток ускорить процесс нарезки резьбы. Горе-мастера вставляют инструмент в патрон сверлильного оборудования и получают вместо быстрой нарезки поломанный метчик и испорченное отверстие
Не нужно торопиться, лучше проделать весь алгоритм вручную, соблюдая постепенное увеличение размера метчика (для этого предназначены комплектные инструменты).
Трасс компании Квик-микс «TUBAG» является уникальным материалом, потому что:
Конструктивные особенности
Первые приборы для нарезки резьбы отличались простой системой, и представляли собой четырёхгранный стержень, на рабочем окончании которого, заточенном под ровный конус, выпиливались зубья. Резьба при применении подобного устройства нарезалась посредством его ввинчивания во внутреннюю часть гайки, либо в заранее приготовленное отверстие в обрабатываемом продукте.
Безусловно, такого рода механизм обладал большим количеством недочётов. К наиболее значимым недостаткам необходимо причислить отсутствие на режущей части задней плоскости, а также негативное значение переднего угла. Со временем система метчиков стала более обдуманной, и на сегодняшний день, они дают возможность создавать чёткую и качественную внутреннюю резьбу.
В каждом метчике для нарезки на внутренних поверхностях есть такие элементы:
- канавки (от 2 до 6);
- заборная часть;
- калибрующая часть, что имеет трубчатую конфигурацию.
 Канавки, находящиеся на фронтальной плоскости прибора, вдоль всей длины, одновременно осуществляют две функции: обеспечение вывода стружки с области обработки, и упрощение подвода в эту зону смазывающе-остужающей жидкости (СОЖ). Конфигурацию, которую канавка имеет в поперечном разрезе, устанавливают две её плоскости, одна из которых считается передней гранью разрезающего зуба прибора, а 2-я — его спинкой.
Канавки, находящиеся на фронтальной плоскости прибора, вдоль всей длины, одновременно осуществляют две функции: обеспечение вывода стружки с области обработки, и упрощение подвода в эту зону смазывающе-остужающей жидкости (СОЖ). Конфигурацию, которую канавка имеет в поперечном разрезе, устанавливают две её плоскости, одна из которых считается передней гранью разрезающего зуба прибора, а 2-я — его спинкой.
По виду профиля стружечные канавки бывают таких видов:
- однорадиусные (с канавками этой формы выполняются в большей степени метчики калибровочного типа);
- с прямолинейными поверхностями (приборы с канавками такой формы применяются для нарезки внутри гаек);
- с прямолинейной и радиусной поверхностями (большая часть метчиков производится со стружечными канавками непосредственно такого вида).
Канавки могут размещаться по-разному, отличают прямолинейные, а также спиральные. С канавками прямолинейного вида производятся многоцелевые метчики общего направления. Со спиральными левонаправленными канавками выполняются устройства, применяемые для нарезания резьбы в проход. Стружка, создаваемая прибором, двигается впереди него по возделываемому отверстию, тем самым исключается угроза ухудшения уже нарезанной резьбы. При применении метчиков с правым направлением закрутки канавок стружка выводится из области обработки к хвостовику прибора. Правосторонние оптимально подойдут для нарезки в глухих отверстиях.
 Заборная доля метчика, как уже рассказывалось ранее, имеет коническую конфигурацию, что упрощает процесс вхождения инструмента в отверстие. Определённое значение части угла наклона, который может пребывать в спектре 3−20°, выбирают с учётом того, для какого вида обработки будет применяться механизм: черновой, промежуточной либо чистовой.
Заборная доля метчика, как уже рассказывалось ранее, имеет коническую конфигурацию, что упрощает процесс вхождения инструмента в отверстие. Определённое значение части угла наклона, который может пребывать в спектре 3−20°, выбирают с учётом того, для какого вида обработки будет применяться механизм: черновой, промежуточной либо чистовой.
Цилиндрическая калибровочная часть производится с возвратным занижением до 0,1 миллиметра, что необходимо для того, чтобы сократить силы трения, возникающие во время нарезки. Сократить силу трения меж рабочей частью метчика и обрабатываемой поверхностью даёт возможность также затыловка задней плоскости режущих зубьев, исполняемая от их вершины на 1/3 их ширины. Подобным образом формируется занижение задней плоскости режущих зубьев, размер которого для инструмента диаметром 12-30 мм является около 0,1 мм.
Правила нарезания внутренней резьбы метчиком
При
ручной нарезке резьбы инструмент
вставляют в отверстие вертикально (без
перекоса). Вороток вращают в нужном
направлении (для правой резьбы по часовой
стрелке) не все время, а периодически
делают 1–2 оборота в обратную сторону.
При
таком вращательно-возвратном движении
метчика срезаемая стружка ломается,
становится короткой (дробленой) и легче
удаляется из рабочей зоны, а процесс
формирования резьбы значительно
облегчается. По окончании нарезания
инструмент вывертывают вращением
воротка в противоположную сторону,
затем его прогоняют по готовой резьбе
насквозь или до упора для глухих
отверстий. Необходимо также придерживаться
следующих правил:
При
формировании резьбы в вязких и мягких
металлах (алюминий, медь, баббиты и
другие), а также в глубоких отверстиях
инструмент следует периодически
выкручивать из отверстия для очистки
канавок от стружки.
При
использовании комплекта метчиков
необходимо применение всех инструментов
набора. Нарезание сразу чистовым
метчиком или средним, а затем чистовым
без прохода черновым не ускоряет, а
только замедляет и затрудняет процесс
нарезания. Кроме того, резьба при этом
получается некачественной, а инструмент
может сломаться. Чистовой и средний
метчики вкручивают в отверстие вручную
(без воротка) до тех пор, пока инструмент
не пойдет по резьбе правильно, и только
после этого устанавливают вороток и
продолжают работу.
В
процессе нарезания требуется
тщательно следить за правильностью
врезки инструмента, чтобы не было его
перекоса. Для этого необходимо через
каждые вновь нарезанные 2–3 нитки
стружки проверять положение метчика
относительно верхней плоскости детали
с помощью угольника
Особенно осторожно
следует работать с глухими и мелкими
отверстиями
Конструкция
метчика
Метчик
(рис. 1) представляет собой закаленный
винт, на котором прорезано несколько
прямых или винтовых канавок, образующих
режущие кромки инструмента. Канавки
также обеспечивают размещение стружки,
образующейся при резании стружка
может выводиться из зоны резания.
Метчик
состоит из двух частей
— рабочей и хвостовика, на конце которого
выполнен квадрат (у ручных метчиков).
Рабочая часть метчика включает в себя:
режущую (заборную) часть, которая
обеспечивает удаление основной части
припуска на обработку; калибрующую
часть, осуществляющую окончательную
обработку резьбы; стружечные канавки;
перья (витки резьбы, разделенные
стружечными канавками) и сердцевину,
обеспечивающую метчику достаточную
для обработки прочность и жесткость.
Хвостовая часть метчика служит для
закрепления его в воротке, которым
производятся рабочие и холостые
перемещения метчика.
Рабочую
часть метчика изготавливают
из инструментальных углеродистых сталей
марок У11, У11А, быстрорежущей стали или
твердого сплава. Выбор материала рабочей
части зависит от физико-механических
свойств обрабатываемой заготовки. У
цельных метчиков материал хвостовой
части тот же, а у метчиков, состоящих из
двух частей, соединяемых сваркой,
хвостовую часть изготавливают из
конструкционной стали марок 45 и 40Х:
Число стружечных канавок, выполненных
на метчике, зависит от его диаметра (три
канавки дтя метчиков диаметром до 20 мм
и четыре — для метчиков диаметром свыше
20 мм).
Основную
работу при нарезании резьбы выполняют
режущие кромки, образованные пересечением
передних поверхностей канавки с задними
(затылованчыми, выполненными по
архимедовой спирали) поверхностями
рабочей части. Затылование задней
поверхности режущих зубьев позволяет
сохранить постоянным их профиль после
переточки, которая осуществляется
централизованно в заточных цехах.
Как
правило, метчики изготовляют с прямыми
канавками, однако для улучшения условий
резания и получения точных и чистых
резьб применяют метчики с винтовыми
канавками. Угол наклона такой канавки
к оси метчика составляет 8… 15°. Для
получения точных и чистых резьбовых
поверхностей в сквозных отверстиях при
обработке мягких и вязких материалов
используют бесканавочные метчики.
Рис.
1 Метчик:
а
– конструкция: 1
– нитка(виток); 2 – квадрат; 3 – хвостик;
4 – канавка; 5 – режущее перо;б
– геометрические параметры: 1
– передняя поверхность; 2 – режущая
кромка; 3 – затылованная поверхность;
4 – задняя поверхность; 5 – режущее перо;
α – задний угол; β – угол резания;δ
– угол заострения;
γ – передний угол;в – с
винтовой стружечной канавкой: 1
– канавка; г — нарезание глухой резьбы;
ω – угол наклона винтовой канавки.
Возможные ошибки при нарезании трубной резьбы
Выделим основные моменты, мешающие качественной нарезке:
- Труба имеет больший или меньший диаметр, чем требуется для получения резьбы нужного размера. Глубина канавки будет отличаться от стандартной, что исключает плотное соединение с трубопроводной арматурой.
- Отсутствие центрирования режущего инструмента и трубы приведет к срыву витков резьбовой линии.
- К таким же последствиям приводит отсутствие смазки на поверхности.
Важным условием для получения хорошего результата является использование качественного инструмента. Резцы плашки или метчика должны быть изготовлены из инструментальной или быстрорежущей стали высокой твердости.
Самостоятельно нарезать резьбу на металлических трубах системы отопления и водопровода вполне возможно. Для этого выбирают режущий инструмент для получения необходимых геометрических характеристик: диаметра, шага, угла профиля. Новичкам лучше использовать набор плашек для нарезания сначала чернового профиля, а затем чистового.
Видео-урок по нарезанию наружной резьбы с помощью клуппа 1/2 дюйма и трещотки:
Как восстановить резьбу метчиком
Перед тем, как восстановить резьбу с метчиком, определите, можно ли увеличить ее диаметр или нарезать новую в другом месте. Если да, то ремонт пройдет очень быстро.
-
Рассверлите отверстие.
-
Нарежьте новую резьбу.
Фотография №1: нарезание резьбы метчиком
При работе соблюдайте следующие основные правила.
-
Рассверливайте отверстие строго под прямым углом
-
Используйте два новых метчика нужного диаметра (для черновой и чистовой обработки).
-
При нарезании резьбы действуйте аккуратно. Избегайте перекосов и резких движений.
-
Желательно нарезать резьбу при помощи воротка. Если его нет, возьмите разводной ключ.
-
Не забывайте использовать смазку и регулярно удалять стружку.
Как штукатурить потолок: описание процесса и видео-инструктаж
Виды резьбы на трубах
Хоть процедуру нарезания резьбы на водопроводной трубе сложной не назовёшь, прислушаться к некоторым советам будет отнюдь не лишним. Умение отличать левую резьбу от правой, а дюймовую от метрической тоже не помешает.
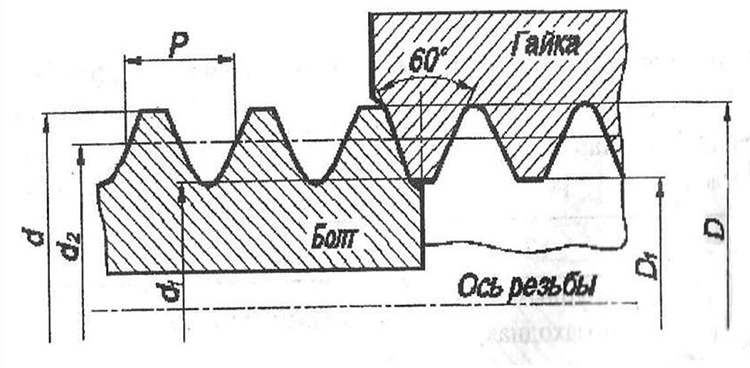
При левой резьбе гайка на болт накручивается против часовой стрелки. Если же резьба правая, гайка наворачивается на болт по часовой стрелке.
Метрическая резьба характеризуется тем, что:
- геометрические размеры деталей измеряются в миллиметрах;
- вид профиля – равносторонний треугольник;
- имеет меньший шаг.
Особенностями дюймовой резьбы является:
- единица измерения геометрических размеров деталей — дюймы;
- имеет вид профиля равнобедренного треугольника с углом при вершине равным 55 градусов;
- имеет больший шаг. Эта особенность означает, что профиль дюймовой резьбы крупнее, а прочность соединения выше.
Все виды резьбы используются в тех или иных случаях. Но стоит отметить, что правая встречается буквально на каждом шагу, а вот левая — гораздо реже.

Чтобы правильно нарезать резьбу, нужно знать, чем они отличаются друг от друга
Маркировка
Маркировка метчиков начинается с буквы, обозначающей тип резьбы. М для метрической; G для трубной; Tr для трапецеидальной. Метчики для дюймовой резьбы маркируются без буквы.
Особенности маркировки метчика для нарезки резьбы
Далее идет диаметр в миллиметрах для метрической и в дюймах с целыми долями для дюймовой
Если резьба имеет нестандартный шаг — следующим идет обозначение шага в миллиметрах или в витках на дюйм.
Если метчик выполнен из закаленной нержавеющей стали — к маркировке добавляют HSS (Hardened Stainless Steel)
Для метчиков левой резьбы в конце маркировки добавляют LH (Left Hand).
Как усилить комнатную антенну
Правила использования
Для создания винта на трубе потребуется набор соответствующих плашек, вороток и специальный зажим. Для нарезания резьбы подбирается наиболее подходящий набор плашек в зависимости от диаметра трубы и требуемого шага расположения витков. Определить некоторые параметры можно при визуальном осмотре поверхности, но на поверхности корпуса также должна быть соответствующая маркировка. Не стоит забывать о том, что создаваемый винт может быть левым или правым.
Работу следует начать с подготовки трубы. Поверхность металла не должна иметь ржавчины или серьезных дефектов. Очистку можно провести достаточно быстро при применении специальных устройств. С торцевой поверхности снимается фаска. Эту работу можно сделать при применении напильника. Как и при использовании метчика, в этом случае поверхность следует смазать маслом или другим подобным веществом. Без смазывающегося вещества при работе может возникнуть высокая нагрузка, которая приведет к деформации режущей кромки. Плашка закрепляется в специальном плашкодержателе
Уделяется внимание тому, насколько прочно крепление, так как на основную часть инструмента может передаваться высокая нагрузка. Во время работы одной рукой выполняется вращение инструмента, второй — его вдавливание
Для врезания инструмента в металл на него должно оказываться существенное воздействие. Рекомендуется делать два оборота в направлении резьбы и один оборот в обратном направлении
За счет этого обеспечивается удаление образующейся стружки с зоны резания, что облегчает ход инструмента.
Резьбу более высокого качества можно получить только при применении разрезной плашки. Это связано с тем, что конструкция имеет стопорное кольцо, с помощью которого проводится регулировка диаметра.
При проведении работы следует учитывать то, что существует несколько видов винтовых соединений:
- Треугольное.
- Трапециевидное.
- Прямоугольное.
- Упорные.
Упорный тип соединения характеризуется тем, что на соединяемые элементы оказывается постоянное одностороннее давление. Именно поэтому витки должны обладать высокой прочностью. Прямоугольный тип соединения характеризуется тем, что применяется для объединения подвижных элементов конструкции.
В заключение отметим, что в продаже встречается довольно большое количество наборов плашек. Если работа по нарезанию резьбы проводится часто, то следует приобрести наборы от известных производителей, которые при создании инструмента применяют качественную сталь.
Разновидности метчиков
Метчики разделяются в зависимости от способа выполнения резьбы, а также в зависимости от того, для какого отверстия они предназначены.
Спецификация по способу нарезания
По способу нарезки различают:
- Проходные метчики. Особенностью такого инструмента является то, что он имеет одновременно разметочные режущие зубья и зубья для финишной нарезки витков. Чаще всего такие инструменты используются при работе с деталями, выполненными из мягких металлов, например, из алюминия, меди, латуни.
- Комплектные метчики. В данном случае речь идет сразу о нескольких инструментах для выполнения резьбы. Минимальный комплект состоит из трех метчиков для разных этапов нарезки: первый предназначен для черновой, второй – промежуточной, третий – финальной. Конечно, выполнение работы таким комплектом требует больше времени по сравнению с использованием одного проходного метчика, но и качество витков получается намного выше.
Спецификация по типу отверстия
 Технологические отверстия могут быть глухими или сквозными. Для каждого типа отверстия следует применять соответствующий тип метчика. Сквозные отверстия обрабатываются инструментом с острым концом, а глухие – инструментом со срезанным концом. Работать с метчиком для глухого отверстия сложнее, поскольку очень часто при достижении дна отверстия он может застопориться и сломаться, однако при удачной нарезке получают качественную резьбу по всей длине отверстия.
Технологические отверстия могут быть глухими или сквозными. Для каждого типа отверстия следует применять соответствующий тип метчика. Сквозные отверстия обрабатываются инструментом с острым концом, а глухие – инструментом со срезанным концом. Работать с метчиком для глухого отверстия сложнее, поскольку очень часто при достижении дна отверстия он может застопориться и сломаться, однако при удачной нарезке получают качественную резьбу по всей длине отверстия.
Отдельно необходимо отметить, что, кроме упомянутого выше, метчики подразделяются на машинные и машинно-ручные. Первые имеют удлиненный хвостовик и могут быть установлены в какой-либо электрический станок, с помощью которого и будет осуществляться нарезка витков. Вторые могут применяться как при выполнении работы вручную, так и при выполнении работы с использованием электрического инструмента.
1 Теоретическая основа
Водород является очень легким газообразным веществом. У него высокая химическая активность. Окисляясь, он дает большое количество тепловой энергии и при этом образует воду.
Водород обладает следующими свойствами:
- При горении не выделяет вредных веществ.
- Его запасы в воде неистощимы.
- Этот газ добывают в промышленности. На некоторых производствах он является побочным продуктом.
- Смесь водорода и кислорода взрывоопасна. При воспламенении она выделяет огромное количество энергии.
Простейший газогенератор для добычи водорода представляет собой емкость с жидкостью, внутри которой располагаются две пластины с подключением к электрической сети. Поскольку вода хорошо проводит ток, электроды вступают в контакт с малым сопротивлением. При прохождении электричества через пластины возникает химическая реакция, сопровождающаяся появлением водорода.
https://youtube.com/watch?v=XbbXJrVr8wI
Проходной выключатель: схема подключения устройства из разных мест
Оборудование для нарезания резьбы
Револьверные станки, ЧПУ токарно-фрезерные (обрабатывающий центр) обеспечивают режимы резания, при которых профилирование без переходов укладывается в 1 цикл обработки.
Револьверная оснастка после установки на универсальный токарный станок не требует повторной установки инструмента в начальной позиции для многопроходного завершения операции. Используются многорезцовые резьбонарезные головки.
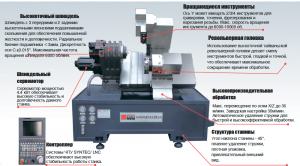 Токарно-фрезерный станок B8D
Токарно-фрезерный станок B8D
По завершении операции гребёнки разводятся, возвращаются в исходное положение без контакта с деталью. Используются тангенциальные, радиальные, круглые. Последние чаще вследствие простоты обслуживания и пригодности к переточкам.
Нарезание червяков и винтов большой протяжённости ведётся резцовыми головками, способными вести внутреннюю и внешнюю нарезку. Призматические гребёнки с заходным конусом на револьверном станке применяются для внутренней нарезки.
Кроме универсальных токарно-винторезных, револьверных, обрабатывающих центров применяются резьбонакатные станки, гайконарезные автоматы, ЧПУ для нарезки винтовых поверхностей большой глубины и площади методом вихревого фрезерования.
Удаление сломанного инструмента
Даже слесари с многолетним опытом в силу разных причин иногда ломают метчики при нарезании внутренних резьб ручным способом. Вопрос в том, как извлечь обломок изделия, ведь не всегда проблему можно решить проделыванием другого отверстия. Если обломок хоть немного торчит над поверхностью, стоит попробовать захватить его пассатижами или губками ручных тисков и попытаться вывернуть естественным образом. Как правило, это дает успешный результат.
Когда обломок рабочей части полностью сидит в отверстии, нужны кардинальные меры. Одна из них — попробовать вывернуть его оттуда сверлом левого вращения, работая дрелью на самых низких оборотах. Ничего не выходит? Придется отыскать сверло с твердосплавным наконечником или алмазом и просто высверлить застрявший кусок инструмента.
Отломанную рабочую часть метчика подчас бывает очень трудно извлечь, поэтому к выполнению работы надо отнестись скрупулезно, особенно при недостатке опыта. Пользуйтесь хорошо заточенным инструментом, соблюдайте все предложенные выше рекомендации, и вы 100% получите результат в виде надежного резьбового соединения.
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.

Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
|
Номинальный диаметр резьбы, мм |
Шаг, P |
Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.

Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Почему выбирают нас
Выкройки штор и ламбрекенов
Техника нарезки на металлической детали
Винтовая поверхность, образованная резцом, называется резьбой. Она обеспечивает важные задачи — с ее помощью элементы деталей могут перемещаться относительно друг друга, сочленяются или значительно уплотняются соединения в различных механических приспособлениях.
Чтобы понять, как нарезать резьбу на токарном станке, нужно проследить за процессом нарезки — он достаточно прост и понятен. Резец закрепляют в суппорте токарного станка. Он равномерно перемещается вдоль оси вращающейся детали. Заостренная вершина инструмента прорезает на поверхности детали винтовую линию.
Чтобы правильно установить и направить режущий инструмент, используют специальный шаблон, который размещают над болванкой. Резец располагают вдоль осевой линии станка. По образующемуся просвету определяют, насколько точно проводится нарезка резьбы.
Нарезание имеет свои характерные особенности:
- процесс формирования резьбы имеет некоторые особенности;
- материал, из которого изготовлена деталь, задает передний угол резца;
- величина угла зависит от вязкости, твердости и хрупкости металла;
- плоскости резца на задних боковых углах не должны тереться о нарезанные канавки;
- внутренняя резьба нарезается в уже расточенных или просверленных отверстиях.
Под каждый обрабатываемый материал предназначены определенные металлорежущие инструменты. Для болванок из стали используют резцы, пластины которых сделаны из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Для чугунных заготовок используют режущие инструменты с твердосплавными пластинами ВК4, В2К, ВК6М, ВК3М.