Как научиться варить электросваркой за 1 день
Содержание:
- Процесс подготовки стен к покраске
- Предварительные работы с деталями
- Что еще влияет на выбор изделия
- Подготовка к свариванию
- Классификация способов сварки
- Технология электрической сварки
- Как варить полуавтоматом.
- Освещение в большой кухне
- Зачистка сварных швов
- Технология электросварки
- Какие электроды использовать
- Как поддерживать дугу
- Перечень материалов и инструментов
- Сколько времени варить макароны?
- Фиксация
- Что необходимо?
- Как варить макароны в микроволновке?
- Первые шаги будущего хорошего сварщика ↑
- Подготовка к процессу
Процесс подготовки стен к покраске
Шаг 1. Первым делом стоит осмотреть поверхность стен, которые планируется красить, и оценить ее состояние. Эта процедура поможет понять, какие работы потребуется произвести, чтобы подготовить стены.
Вначале стены осматриваются
Шаг 2. При помощи шпателя можно удалить часть мусора со стены, в том числе кусочки цемента.
Удаляется все лишнее
Шаг 3. Используя правило или ровную рейку, нужно оценить ровность стены. Правило нужно приложить к стене и посмотреть, если ли между ним и стеной зазор, который и укажет на неровность стены
Особенно тщательно важно проверять углы
Правило прикладывается к стене
Шаг 4. Все крупные неровности, особенно в углах, можно сбить перфоратором.
Неровности устраняются перфоратором
Шаг 5. Далее требуется нанести грунтовку, используя обычный валик. Также можно воспользоваться кистью, но работа в этом случае будет длиться дольше.
Нанесение грунтовки
Шаг 6. Теперь штукатуркой можно подтянуть углы и заделать крупные неровности ей же.
Штукатуркой подтягиваются углы
Шаг 7. После нанесения шпатлевки в области углов ее нужно растянуть при помощи правила.
Смесь растягивается правилом
Результат проделанной работы
Шаг 8. Теперь в углах рекомендуется приклеить углоформирующую ленту, которая позволит красиво сформировать углы в помещении и избавить углы от появления в этом месте трещин. Приклеивать ее просто – нужно нанести на обе стороны угла комнаты шпатлевку, после этого взять отрезок ленты, согнуть его посередине и вклеить в угол.
Углоформирующая лента
Формирование углов в помещении
Шаг 9. Далее, проводя шпателем по ленте, нужно убрать всю лишнюю шпатлевку.
Лишняя шпатлевка удаляется
Так выглядит сформированный угол
Шаг 10. Теперь нужно, согласно инструкции, замешать финишную шпатлевку.
Замешивается финишная шпатлевка
Цена на строительный миксер
Строительный миксер
Шаг 11. Готовую шпатлевку нужно наносить на всю поверхность стен одним ровным слоем.
Шпатлевка наносится ровным слоем
Еще одно фото процесса
Шаг 12. После высыхания первого слоя шпатлевки, перед нанесением второго, нужно снять чистым шпателем мелкие бугорки, сформировавшиеся в момент нанесения первого слоя шпатлевки.
Чистым шпателем снимаются мелкие бугорки
Шаг 13. Теперь можно наносить второй слой шпатлевки
Важно подсветить стену сбоку – эта мера позволит увидеть, ровно ли наносится слой. Нанесение производится тоже шпателем
Подсвечивание стены
Наносится второй слой
Шаг 14. Когда высохнет и второй слой шпатлевки, нужно хорошо отшлифовать поверхность при помощи наждачной бумаги с мелким зерном.
Шлифовка стены наждачной бумагой
Шаг 15. Теперь следует снова загрунтовать стены. Грунтовку можно также наносить валиком или при помощи пульверизатора.
Грунтовка наносится пульверизатором
Шаг 16. Далее требуется наклеить стеклохолст. Он приклеивается при помощи аппарата для безвоздушной покраски. Также его можно приклеить и валиком. Сначала наносится клеящий состав, далее приклеивается сам стеклохолст, разравнивается шпателем
Важно – клеить стеклохолст стоит на клей с красителем. Тогда при нанесении последнего слоя шпатлевки будет видно, достаточным ли слоем она нанесена
Сначала наносится клеящий состав
Далее приклеивается сам стеклохолст
Шаг 17. После того как слой со стеклохолстом высохнет, можно наносить так называемую суперфинишную шпатлевку, имеющую очень тонкую фракцию.
Наносится суперфинишная шпатлевка
Шаг 18. Суперфинишная шпатлевка тоже наносится под освещением сбоку. Ее требуется наносить после высыхания предыдущего слоя.
Стену также нужно освещать сбоку
Шаг 19. Завершающий этап – шлифовка стены со всеми слоями мелкой наждачной бумагой. Стена к окрашиванию готова.
В конце стена еще раз шлифуется
Видео – Штукатурка по маякам
Подготовить стены к покраске даже сложнее, чем наносить на них краску
Задача эта требует осторожности и внимания – нельзя упустить ни одной детали или пропустить какой-то важный шаг. Если нарушить технологию подготовки стен, то при их окрашивании все недочеты будут видны
Так что лучше не пренебрегать данными работами и все делать так, как рекомендуют опытные мастера-отделочники.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Что еще влияет на выбор изделия
Подготовка к свариванию
Задаваясь целью как научиться правильно варить дуговой сваркой следует понимать, что безопасность и эффективность сваривания во многом зависит от подготовительного процесса. Приступать к сварным работам следует только после подготовки сварочного аппарата:
- необходимо проверить частоту электротока и напряжение, показания в рабочем аппарате и в сети должны быть одинаковыми;
- номер электрода подбирать нужно с учетом мощности оборудования;
- клемму заземления обязательно необходимо надежно зафиксировать;
- проверить все соединения, целостность изоляции кабеля;
- электрод поместить в держатель и проверить прочность его фиксации.
Подготовить нужно также свариваемую поверхность. Ее нужно тщательно очистить от ржавчины, следов масла и других загрязнений. Если этого не сделать, то сварочный шов будет с дефектами.
На целостность проверяются и электроды
Важно чтобы покрытие было без сколов и трещин. Нередко требуется сперва прокалить или просушить электроды и только потом вставлять в держатель аппарата
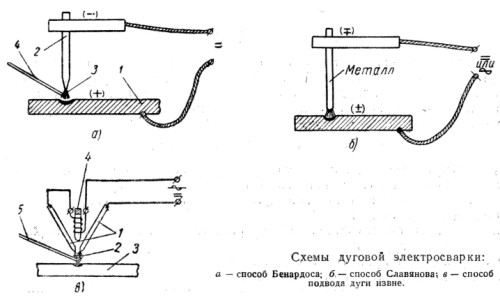
Классификация способов сварки
Основными способами создания сварочных швов выделяются три основные виды сварки. Плавление элементов без прилагаемого усилия или давления применяется к оборудованию, способному работать электрической дугой или газовым пламенем. Расплавленные металлы соединяются в сварочной ванне, образуя защитный слой поверх деталей для предотвращения окислов и взаимодействия с кислородом.
Электродуговая сварка
Термомеханическим видом соединения подразумевается применение давления и тепловой энергии. Подогрев заготовок элементов осуществляется за счет тепловой энергии, механическое усилие придает нужное соединение пластичному металлу. Классификация сварки имеет третий вид, при котором производится давление на части материалов. В результате действий, материал сжижается, становится текучим, что дает возможность соединить материалы в труднодоступных местах. Загрязнённый слой отводится на поверхность текучей жидкости, в результате чего появляется обновлённый слой, чистый шов.
Технология электрической сварки
Учиться, как правильно варить детали электросваркой, лучше под руководством опытных сварщиков. Если это по каким-либо причинам не получается, можно пробовать самому. Для начала нужно грамотно организовать рабочее место
Это очень важно, поскольку сварка относится к высокотемпературным, а потому и пожароопасным процессам
Для работы нужно выбрать верстак или любое другое основание, выполненное из негорючего материала. Деревянные столы и им подобные изделия категорически запрещены. Желательно, чтобы рядом с местом, где будет проводиться сварка, отсутствовали легко воспламеняемые предметы.
Около себя обязательно поставьте ведро с водой для ликвидации возможных очагов возгорания. Кроме того, нужно определить безопасное место, где будут складываться остатки использованных электродов. Даже самый маленький из них способен спровоцировать пожар.

В продаже можно найти сварочные электроды разных диаметров. Нужный размер стержня подбирается исходя из толщины свариваемого металла
Для первых самостоятельных швов нужно приготовить ненужный кусок металла и подобрать для него электроды. Специалисты рекомендуют в таких случаях использовать 3 мм стержни. Меньший диаметр используется для сваривания тонких листов, учиться на которых неудобно. Электроды большего диаметра требуют высокой мощности оборудования.
Начинаем с зачистки участка металла, на котором будет располагаться шов. Здесь не должно быть ржавчины и каких-либо загрязнений.
После того, как деталь подготовлена, берем электрод и вставляем его в зажим сварочного аппарата. Затем берем зажим «заземление» и прочно крепим его на детали. Еще раз проверяем кабель. Он должен быть заправлен в держатель и хорошо изолирован.
Теперь нужно выбрать рабочую мощность тока для сварочного аппарата. Она подбирается по диаметру электрода. Выбранную мощность выставляем на панели сварочного оборудования.
Следующий шаг – поджиг дуги. Для этого электрод нужно поднести к детали под углом около 60° и очень медленно провести им по основанию. Должны появиться искры. Как только это произойдет, слегка прикасаемся электродом к детали и тут же приподнимаем его на высоту не более 5 мм.
 Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
В этот момент вспыхивает дуга, которую нужно поддерживать в течение всего времени работы. Ее длина должна составлять 3-5 мм. Это расстояние между концом электрода и заготовкой.
Поддерживая дугу в рабочем состоянии нужно помнить, что в процессе работы электрод выгорает и становится короче. При чрезмерном приближении электрода к заготовке может произойти залипание. В этом случае нужно слегка качнуть им в сторону. Дуга может и не зажечься с первого раза. Возможно, не хватает силы тока, тогда ее нужно увеличить.
После того, как начинающий сварщик научился поджигать дугу и удерживать ее в рабочем состоянии, можно приступать к наплавлению валика. Это простейшая из всех операций. Поджигаем дугу и начинаем очень плавно и аккуратно перемещать электрод вдоль будущего шва.
При этом выполняем колебательные движения, напоминающие полумесяц с небольшой амплитудой. Мы как бы «подгребаем» расплавленный металл к центру дуги. Таким образом должен получиться ровный шов, похожий на валик. На нем будут присутствовать небольшие волнообразные наплывы из металла. После остывания шва нужно сбить в него окалину.
Как варить полуавтоматом.
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
- Выставить силу сварочного тока. Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
- Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
- Рабочее давление газа.
Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
| Толщина металла в миллиметрах | Диаметр проволоки | Сила тока в Амперах | Скорость подачи проволоки метров/час | Расход газа литров в минуту | Напряжение сварочной дуги | Вылет сварочной проволоки |
| 1.5 | 0.8-1 | 95-125 | 150-220 | 6-7 | 19-20 | 10-13 |
| 1.5 | 1.2 | 130-150 | 150-200 | 6-7 | 20-21 | 10-13 |
| 2 | 1.2 | 130-170 | 150-250 | 6-7 | 21-21.5 | 10-13 |
| 3 | 1.2-1.4 | 200-300 | 380-490 | 8-11 | 22-25 | 10-13 |
| 4-5 | 1.2-1.6 | 200-300 | 490-680 | 11-16 | 25-30 | 10-20 |
| 6-8 и тд | 1.2-1.6 | 200-300 | 500+ | 11-16 | 25-30 | 10-20 |
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Подготовить свариваемый металл
Тут все просто, многим эти действия знакомы еще со сварки электродом. Но если читает реально новичок вообще в сварке, то опишем процесс подготовки металла немного подробнее.
Основа в подготовке металла для сварки
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).
Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Просмотров: 2 152
Освещение в большой кухне
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
Технология электросварки
Электросварка — это процесс, который происходит под воздействием высоких температур, выше плавления металла. В результате сварки на поверхности металла образуется так называемая сварочная ванна, которая заполняется расплавленным электродом, формируя при этом сварочный шов.
Поэтому главные условия для осуществления электросварки, это зажечь электродную дугу, расплавить металл на свариваемых заготовках и заполнить им сварочную ванну. Казалось бы, на всю простоту, сделать это неподготовленному человеку очень сложно. Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.
Кроме того, нужно сохранять равномерную скорость и правильное движение электродом во время сварки (из стороны в сторону), чтобы сварочный шов получился ровным и надежным, способный выдержать нагрузки на разрыв.
Как зажечь дугу
Начинать освоение электросварки следует с правильного зажигания дуги. Тренировки лучше осуществлять на ненужном куске металла, однако он не должен быть ржавым, поскольку это серьезно затруднит задачу и может сбить с толку начинающего сварщика.
Зажечь дугу можно двумя простыми способами:
- Быстрым касанием электрода поверхности заготовки и его последующим отведением вверх на расстояние 2-3 мм. Если оторвать электрод от металла выше, то дуга может исчезнуть или станет слишком нестабильной;
- Чирканьем электрода о поверхность свариваемой заготовки, как будто вы зажигаете спичку. Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
Второй способ зажигания дуги лучше всего подходит начинающим электросварщикам, поскольку он самый простой. Также, кратковременное ведение по металлу, прогревает электрод, и дальше им варить становится намного проще.
После зажигания дуги её следует удерживать как можно ближе к поверхности заготовки, на расстоянии не более 0,5 см. Кроме того, данное расстояние нужно все время удерживать примерно одинаковым, в противном случае сварочный шов будет некрасивым и неровным.
Скорость сварки
Скорость ведения электродом зависит от того, какой толщины сваривается металл. Соответственно, чем он тоньше, тем быстрее осуществляется скорость сварки, и наоборот. Опыт в этом придёт со временем, когда вы научитесь зажигать дугу и начнёте мало-мальски варить. На картинках ниже представлены наглядные примеры, по которым можно понять, с какой именно скоростью осуществлялась сварка.
Если медленно, то сварочный шов получается толстым, а его края, сильно оплавленными. Если наоборот, слишком быстро вести электродом, то шов получается слабым и тонким, а также неровным. При правильной скорости сварки, металл полностью заполняет собой сварочную ванну.
Кроме того, тренируясь варить, нужно следить за правильным углом электрода по отношению к поверхности металла. Угол должен быть примерно 70 градусов и может быть изменён при необходимости. Во время формирования сварочного шва, движение электродом может быть продольным, поступательным и колебательным, из стороны в сторону.
Каждая из этих техник ведения электрода, позволяет добиться получения нужного шва, уменьшить или увеличить его ширину, а также изменить некоторые другие параметры.
Какие электроды использовать
Электросварка для начинающих представляет сложный процесс, если электрод был выбран неправильно. От его свойств зависит качество шва, равномерность, проплавляемость, отсутствие примесей и вредных соединений. Поэтому учитывают такие критерии выбора:
- стержень должен иметь максимально близкий состав со свариваемыми металлами;
- защитная оболочка должна защищать шов от образования окислов;
- следует соблюдать полярность подключения в зависимости от маркировки;
- параметры по току должны отвечать требованиям сварочного аппарата и толщине деталей;
- диаметр нужно подобрать такой, чтобы можно было сформировать шов с необходимыми характеристиками.
Пачка электродов
Как поддерживать дугу
Некоторые рекомендации о том, как перемещать электрод и поддерживать дугу для получения качественного шва:
- Для широкого шва электрод передвигают поперек его линии, делая колебательные возвратно-поступательные перемещения. От размера их амплитуды и зависит, какой ширины выйдет шов, потому размер амплитуды рассчитывают с учетом конкретных условий.
- Продольным передвижением электрода создают наплавление ниточного валика, его ширина, как правило, на несколько миллиметров больше диаметра электрода, а толщина будет зависеть от силы тока и скорости передвижения. Ниточный валик – это самый узкий шов.
- Поступательным передвижением электрода вдоль оси удерживают нужную длину дуги. При плавлении, размер стержня уменьшается, потому нужно все время приближать держатель с электродом к металлу, соблюдая необходимый зазор.
Во время сварки применяется комбинация из этих трех перемещений.
Перечень материалов и инструментов
Сколько времени варить макароны?
Это зависит от того, какие изделия используются, каков их размер.
- Для варки пасты некрупного размера, изготовленной из мягких сортов пшеницы, достаточно 4-6 мин.;
- Приготавливать продукт из твердых сортов муки следует порядка 5-7 мин., но, если он крупный – например, если речь идет о том, как варить длинные макароны, то может потребоваться до 10 мин.;
- Время приготовления зависит и от используемого приспособления. Например, в мультиварке они варятся порядка 8-12 мин., в микроволновке – около 5-7 мин., в пароварке это время может доходить до получаса;
- Если вы хотите, чтобы паста получилась «аль денте», независимо от того, варите вы длинные вкусные макароны или более мелкие варианты, готовьте их на пару минут меньше, чем указано на упаковке.
Фиксация
Перед тем, как сваривать металл, необходимо надежно зафиксировать соединение. Это будет служить гарантией того, что при процессе не произойдет их сдвига друг относительно друга. Надежную фиксацию обеспечит выполнение прихваток. Прихватками называются швы небольшой длины, ось которых расположена перпендикулярно оси шва, то есть их выполняют поперек соединительной линии изделий.
Существует ограничение, касающееся размера сечения прихваток. Оно заключается в том, чтобы оно не превышало половину ширины пролагаемого шва. Длина одной прихватки должна быть не более двух сантиметров. Величина шага, то есть расстояние между двумя прихватками, зависит от толщины изделий. Если выполняемый шов имеет небольшую длину, то допускает точечное соединение на его краях. Выполнение прихваток происходит за одно прохождение.
Прихватки после выполнения работы можно удалять или оставлять, если они не мешают. Перед тем, как начать делать прихватки, надо сделать очистку поверхностей, не уступающую той, которая выполняется для шва.
Что необходимо?
Сварка в определенном смысле – процесс даже творческий. Требует внимательности, аккуратности, некоторого чутья. Но процедура эта грязная и в отношении безопасности рискованная. Можно получить ожоги, повредить глаза и легкие. Ведь в легких будет постепенно скапливаться опасный осадок.
Инструменты и средства защиты
Для защиты лица нужна маска с особым фильтром, которая не пропустит ультрафиолетовое излучение и защитит глаза. С той же целью используются щитки и экраны. Потребуется брезентовый костюм, включающий брюки и куртку, который оберегает от металлических брызг. Нужны и перчатки. Все это предохранит сварщика от попадания на тело и одежду расплавленного металла.
Из инструментов используются:
- прибор для сварки и электроды;
- молоток и щетка из металла (ими по окончании работы удаляют шлаки);
- элементы из металла, на которых начинающий сварщик будет тренироваться;
- ведро с водой – как помощь при возникновении экстремальной ситуации.
Электроды
Электроды могут быть разных марок и разновидностей, их выбор зависит от металла приварок. На всех электродах имеется маркировка, она информативна для пользователя, и научиться читать эту маркировку не так трудно.
Сверху электроды стандартно покрывают обмазкой, что дает им качества, необходимые для соединения разных металлов. При дуговой сварке потребуются устройства, которые проводят ток по швам. Часто это проволока из специального порошка. Но если речь идет о новичках-сварщиках, то имеет смысл использовать электроды в виде твердой стержневой структуры, покрытой спецсоставом. Ровное соединение, таким образом, сможет оформить даже начинающий сварщик.
В основном используют стержни, диаметр которых составляет 0,3 см. Электроды меньшего диаметра применяются, если нужно соединить тонкие металлические листы. А для использования электродов крупных диаметров нужна и более мощная, адекватная им техника.


Как варить макароны в микроволновке?
Приготовить их в этом устройстве можно по несколько необычному рецепту, добавив в блюдо сыр, который разнообразит вкус, придаст ему большей насыщенности.
Изучить процедуру можно на примере того, как варить макароны рожки в этом устройстве, для чего понадобятся такие ингредиенты:
- Основной компонент – 100 г;
- Вода – 200-250 мл;
- Сыр твердых сортов – 70 г;
- Масло сливочное – 20-30 г;
- Соль – 1 ст. л.
Готовится блюдо таким образом:
- Подготовьте посуду, которая используется для готовки в микроволновой печи. Обычно выполнена она из стекла, керамики. Емкость должна быть глубокой, чтобы блюдо правильно приготовилось;
- Залейте в нее воду, подсолите ее;
- На устройстве выберите мощность в 1000 Вт, а время поставьте в 5 минут, предварительно отправив в него посуду с жидкостью. Данных параметров будет достаточно, чтобы последняя вскипела;
- Когда это произойдет, извлеките емкость с водой, заложите в нее макароны вида рожки, снова отправьте посуду в микроволновку, выставив время в 7 минут. Если на упаковке даны другие рекомендации по времени приготовления продукта, следуйте им, но учтите, что к указанной длительности приготовления в обычных условиях следует прибавить 2 минуты;
- Если в емкости осталась жидкость после варки, откиньте блюдо на дуршлаг, дайте ему стечь;
- Переместите изделия в тарелку, добавьте масло, размешайте, а следом посыпьте их тертым сыром, но не размешивайте. Он расплавится и создаст аппетитную, вкусную мягкую корочку;
- Сразу подайте яство, пока оно еще горячее.
Этот способ подойдет и, если вас интересует, как варить ракушки, другие виды продукта небольшого размера, имеющего различные формы. Такой способ приготовления актуален и для случая, когда нужно просто отварить этот продукт, чтобы использовать его в качестве классического гарнира. Необязательно применять сыр – подать его можно с овощами, зеленью, мясом, рыбой и т. д.
Watch this video on YouTube
Первые шаги будущего хорошего сварщика ↑
Первоначально каждый из обучающихся мастерству делает на ненужных кусках металла валики, просто расплавляя материал без создания соединительных швов. Поверхность нужно очистить от ржавчины и загрязнений.
Все сварщики начинали обучение с валиков
- Электрод вставляется в держатель сварочного аппарата.
- Инициировать поставку тока в зону плавления можно, чиркая по металлу концом стержня, словно спичкой, или касаясь заготовки постукивающими движениями.
- После создания электрической дуги электрод нужно направить на заготовку. Зазор между электродугой и металлом должен быть постоянным, не меньше 3х, но не больше 5-ти мм.
Электрод в держателе крепят под углом 70 градусов
На данном этапе практических занятий необходимо научиться подбирать силу тока для его стабильной подачи. При недостатке тока дуга будет гаснуть, слишком мощный поток проплавит металл. Навыки выставления режима сварки можно получить только путем экспериментов.
Убедившись в том, что валики выходят ровные и почти красивые, можно попрактиковаться в выполнении соединительных швов. Это уже действия для уверенной руки почти опытного практиканта, знающего, как правильно научиться варить электросваркой, и реализующего полученные сведения.
Второй шаг обучения: выполнение имитации сварного шва на заготовке
Все первоначальные действия по зажиганию электрода аналогичны описанным выше процессам. Только рука сварщика, соединяющего детали, движется не по прямой, а совершает колебательные движения, как-бы перераспределяя расплавленный металл одной детали на соседний элемент и наоборот. Траектория движения может быть зигзагообразной, петлевидной, напоминать череду елочек или серпов.
Несколько типов швов, выполняемых дуговой электрической сваркой
Потренироваться нужно снова на куске ненужного металла, прочертив на ней мелом линию, заметную через затемняющее стекло маски. Вдоль нее и нужно прокладывать своеобразный шов, вычерчивая сплошную неширокую полосу по одной из вышеуказанных траекторий.
От остывшего шва молоточком нужно отбить шлак, после чего перед взором предстанет произведение сварщика.
Шлак с остывшего шва нужно сбить небольшим молотком
После получения первых навыков можно приступить к производству соединительных швов. Они бывают тавровые, стыковые, угловые, внахлест, выполняются по горизонтали или по вертикали снизу вверх и в противоположном направлении. Чтобы рука двигалась уверенно, нужно немало потренироваться и лишь затем приступать к изготовлению полезных красивых самоделок.
Типы сварных соединений и их внешний вид
Подготовка к процессу
Перед началом работы нужно подготовить сварочный аппарат:
- Проверить значение напряжения и частоты тока, данные должны совпадать и в сети и на корпусе аппарата;
- Если есть режим выбора напряжения, то лучше сразу выставить, далее выставить значение тока. Параметр мощности должен соответствовать номеру электрода, то есть диаметру.
- Проверить изоляцию кабеля. Надёжно закрепить зажим «заземление».
- Проверить все кабели, изолированы ли они, соединения, штепсели.
- Вставить электрод в держатель, который может быть винтовым и пружинным. Обязательно убедиться в том, что электрод держится крепко.
Например, инвертор имеет два кабеля. Один подсоединяется к детали, второй держит электрод. На них подают разные значения тока: плюс – на деталь, минус – на электрод при «прямой полярности». В некоторых случаях необходимо варить в режиме «обратная полярность», то есть плюс на электрод, минус на деталь.
Место сварки тоже должно быть подготовлено. Нужно очистить поверхность металла от любых загрязнений, ржавчины, окалины, масла. Большинство дефектов сварки возникают из-за плохо подготовленной поверхности. Электроды перед сваркой необходимо проверить на целостность: его покрытие должно быть однородным, без сколов. Также часто требуется просушить или прокалить расходные материалы.
Еще один важный вопрос: какой ток выставлять. Чем выше ток, тем стабильнее дуга, но сильно большое значение может прожечь металл. Выставляемый ток напрямую зависит от номера электрода и толщины детали. Для горизонтальной сварки можно ориентироваться на следующие значения ампеража: (таб.1)
Для вертикальной сварки значения нужно уменьшать на 15%, для потолочных швов – на 20%. Однако на практике в процесс сварки вмешивается множество других факторов, поэтому выявить правильный ампераж можно только опытным путём.