Как правильно варить: пособие для начинающих сварщиков
Содержание:
- Содержание
- Классификация основных видов сварки плавлением
- Назначение
- Термомеханический класс
- Лучшие однофазные счетчики электроэнергии
- Сварка пучком электродов
- Как пересаживать?
- Индивидуальное и производственное использование сварки
- «Сварка и сварщик» weldering.com приветствуют Вас!
- Сварка в жизни человека
- Индивидуальное и производственное использование сварки
- Применять приспособления для сварки, предотвращающие образование деформаций
- Способы сварки
- Способы окраски
- На что обратить внимание при выборе мебели?
- Какой размер конструкции выбрать
- Классификация видов сварки металлов по технологическим признакам
- Как сделать коптилку горячего копчения своими руками
- Стиль манга для поклонников японских мультфильмов
- Сварка неповоротного вертикального стыка
- Плюсы и минусы метода
Содержание
Классификация основных видов сварки плавлением
В зависимости от способа передачи тепла методы делятся на газовые и электрические. Последняя технология, в свою очередь, имеет несколько разновидностей.
Плазменная
Для нагрева используется укороченная дуга. Носителем энергии является электрический разряд. Металл разогревается благодаря воздействию ионизирующего газа. Для запуска процесса требуется повышение температуры до +5500 °С. Принцип действия метода основан на расплавлении материала потоком плазмы, вырабатываемой плазмотроном. Дуга окружена газом, который быстро ионизируется. Заряженные частицы формируют направленный поток. Метод применяют для сварки заготовок из:
- вольфрама;
- молибдена;
- никелевых сплавов;
- нержавеющих сталей.
Плазменная сварка может использоваться для соединения и резки металлических листов толщиной до 1 см.
Плазменная сварка.
Газовая
Сварка с плавным нагревом используется для скрепления медных, алюминиевых, чугунных, стальных заготовок. Расстояние между соединяемыми деталями заполняют присадочным материалом, который плавится вместе с краями элементов конструкции. Стык прогревают горелкой, пламя в которой образуется при поджигании смеси кислорода и другого газа:
- водорода;
- пропана;
- бутана;
- ацетилена;
- бензиновых или керосиновых паров.
Газовая сварка.
При газовой сварке не используется электрическая энергия, поэтому работы можно выполнять в любых условиях. Недостатком считается невозможность скрепления толстых деталей.
Дуговая
Нагрев металла осуществляется за счет дуги, возникающей при прохождении тока через детали и электрод. Из расплавленных краев заготовок и присадочного материала формируется сварочная ванна. После остывания жидкого металла образуется сварной шов. Способы дуговой сварки классифицируют по таким характеристикам:
- вид электрода (неплавящийся, плавящийся);
- тип тока (постоянный, переменный, с прямой или обратной полярностью);
- уровень механизации (автоматическая, ручная, полуавтоматическая);
- вид дуги (прямая или косвенная);
- способ защиты рабочей зоны (флюсы, использование покрытых электродов или инертного газа).
Присадочный материал должен быть выполнен из того же металла, что и заготовка. При невозможности определения марки стали приобретают переходные электроды. Их же используют для сварки деталей из разнородных сталей. В качестве неплавящихся электродов применяют угольные, вольфрамовые или графитовые стержни.
Дуговая сварка.
Лазерная
Разогрев кромок происходит под воздействием луча. Лазерная сварка считается самым точным методом формирования сложных конструкций.
Лазерная сварка подходит для работы с драгоценными и цветными металлами, нержавеющей сталью, титаном. К преимуществам метода относятся:
- отсутствие нагрева прилежащих к шву областей, минимизирующее вероятность деформации;
- возможность работы в труднодоступных местах;
- перевод аппарата в режим резки без использования дополнительных модулей;
- возможность работы без газовой среды и флюса.
Лазерная сварка.
Недостатками считают низкий КПД, высокую стоимость оборудования.
Электрошлаковая
Для плавления металла используется энергия, выделяемая при прохождении тока через слой жидкого шлака. Заготовки устанавливают вертикально, с небольшим расстоянием.
Сварочная ванна поддерживается ползунами. Они перемещаются по мере формирования шва. Электрошлаковая технология применяется для соединения габаритных элементов из никелевых, медных и титановых сплавов. Преимуществом считается формирование шва любой толщины за 1 проход.
Электрошлаковая сварка.
Индукционная
Заготовка нагревается под воздействием электромагнитной индукции. Для этого применяют высокочастотные токи, проникающие в металл. Шов формируется за несколько секунд. Длительность нагрева не зависит от толщины заготовок или теплопроводности материала. Такая сварка чаще всего применяется для соединения элементов стальных трубопроводов.
Индукционная сварка.
Электронно-лучевая сварка
Источником высокой температуры становится сфокусированный луч, вырабатываемый специальной пушкой. Процесс ведется в вакуумной камере. Плавлению способствует интенсивная бомбардировка металла движущимися с высокой скоростью электронами. Кинетическая энергия частиц при ударах преобразуется в тепловую. Металл расплавляется, образуется шов. Метод распространен в приборостроении, авиации, космической отрасли.
Электронно-лучевая сварка.
Назначение
Термомеханический класс
Третий класс с точки зрения физики: здесь используются оба вида воздействия на поверхности: тепло и давление. Представляем виды и способы сварки термомеханическим способом:
Диффузионная. Поверхности сдавливают, затем нагревают в высоком вакууме, добиваясь взаимной диффузии атомов. Эффективен, когда металлы для сварки плохо совмещаются друг с другом или материалы разные по своей природе, например, металл с керамикой. Способ недешевый, применяется в основном в аэрокосмической сфере, других высокотехнологических отраслях.
Разновидности сварки давлением.
Все следующие пункты – виды контактной сварки
- Контактная электрическая. Здесь все просто: перед тем, как надавить, нужно хорошенько разогреть. Поверхности разогревают током в местах соединения, затем сдавливают или осаживают. Отличный высокопроизводительный способ, хорошо поддается автоматизации. Широко применяется в строительстве, машиностроении.
- Шовная контактная – разновидность контактной сварки: шов формируется электродами внахлестку.
- Точечная контактная. Между двумя электродами размещают поверхности. Ток включается после плотного сжимания, в результате чего образуется сварная точка с диаметром, равным диаметру поверхности электрода. Чрезвычайно интересна разновидность – рельефная сварка. Контакт электродов проводят по определенным заранее выступам – рельефам, которые в итоге деформируются, поверхность выравнивается.
- Точечная конденсаторная – «сварка с запасенной энергией в конденсаторах». Отличается малым потреблением мощности, применяется в работе с мелкими деталями и при использовании оптических приборов – часовых механизмов, авиационных приборов и т.д.
Для термомеханического класса характерно комбинирование применения повышенных температур и механических изделий.
Кузнечная сварка
Сварка ковкой, ручная ковка – это одни из самых старинных способов сварки. Металл разогревается до необходимой температуры и дальнейшее его соединение происходит под действие кузнечного молота, либо гидравлическим прессом.
Контактная сварка
При контактной сварке применяется электрический ток, который соединяет металлы. Данный метод предусматривает формирование электрической дуги, которая расплавляет металл. Регулирование мощности тока позволяет обрабатывать более толстые металлы.
Точечная сварка
Самый распространённый вид – это точечная контактная сварка, так как данный метод может применяться и в домашних условиях. Детали зажимаются в электродах или специальных клещах, затем между электродами пускают ток, происходит разогрев металла, электроды сжимают сильнее и происходит «проковка», металл кристаллизуется под давлением.
Рельефная сварка
На металлических заготовка имеются специально подготовленные выпуклости – рельефы, и сварочные поверхности контактируют только в зонах данных рельефов, происходит пластическая деформация этих самых рельефов во всем остальном принцип метода тот же – через детали пропускают ток под усилием сжатия металлов.
Диффузионная сварка
Основа метода – физический процесс диффузии. Как известно, металлы, плотно прижатые друг к другу могут сливаться на молекулярном уровне.
Сварка происходит к защитной среде – вакууме, либо специальных защитных газах. Детали обрабатывают от шероховатостей, промывают ацетоном для обезжиривания, далее происходит нагрев металлов и их сжатие.
При нагреве высокочастотными токами, металл помещается в магнитное поле, в процессе этого в металле индуцируется электродвижущая сила, которая вызывает в нем ток, происходит поверхностный эффект (ток распределяется неравномерно, у поверхности он больше, благодаря этому металл греется быстрее) и эффект близости (энергия более усиленно концентрируется у поверхности за счет распространения влияния собственного переменного магнитного поля и поля других источников).
Лучшие однофазные счетчики электроэнергии
Сварка пучком электродов
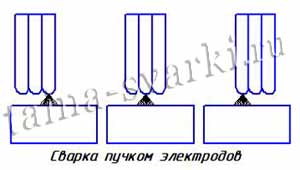 Сущность
Сущность
процесса сварки пучком электродов состоит в том, что несколько электродов
с защитным покрытием закрепляют друг с другом тонкой проволокой в трёх местах.
Оголённые от покрытия концы электродов скрепляют между собой сварочными прихватками.
Схема сварки показана на рисунке:
Сварочный ток подводят одновременно ко всем электродам. Возбуждение дуги происходит
на том электроде, который находится ближе всего к свариваемому металлу. В процессе
сварки электрическая дуга переходит от одного электрода к другому. Использование
такого способа ручной дуговой сварки позволяет избежать большого нагрева электродов,
поэтому, появляется возможность устанавливать большую силу тока.
К примеру, если используются три электрода диаметром 3мм, то силу сварочного
тока устанавливают 300А. Потери на угар и разбрызгивание металла не увеличиваются.
Такой способ сварки позволяет увеличить производительность сварочных работ на
50-100%. Из-за постоянного подогревания электродов, коэффициент их наплавки
увеличивается. Недостаток такого способа сварки состоит в том, что не получается
проварить корень сварного шва из-за большого размера пучка электродов. Поэтому,
для провара корня шва используют тонкий электрод, а затем, заплавляют шов пучком
электродов.
Как пересаживать?
Выкапывать и пересаживать фуксию следует, только если ее корни заняли в горшке все место. Обычно это происходит каждый год, поэтому весной проводят пересадку. До пересадки растению укорачивают побеги, а корни проверяют на наличие гнили. Новый горшок берут на 2-3 см больше предыдущего, на дно насыпают дренаж, который занимает 15-20% всей емкости. После пересадки растение надо полить и опрыскать.
Ампельные растения высаживают в одну емкость по 4-5 штук, тогда оно сможет образовать красивый куст с ниспадающими ветками.


Индивидуальное и производственное использование сварки
Очевидно, что сварочные работы в быту человека играют неоценимую важность. Доступность инструментов и материалов для сварки позволяет людям открывать небольшие цеха по производству дверей, ворот, ограждений, окон, станции по ремонту автомобилей и другой техники, где требуется сварочные соединения металлических конструкций
Необходимо также заметить, что при помощи технологии сваривания можно соединять не только конструкции из металла, но из различных полимерных материалов. При этом достигает высочайшая степень прочности соединения.
Сейчас сварочному делу может научиться практически каждый желающий. Для этого существуют различные обучающие курсы и курсы для повышения квалификацию. Спрос на такие работы никогда не будет утрачен, так как все металлоконструкции тоже имеют срок годности, а, следовательно, нуждаются в ремонте. В современном производстве происходит постепенное внедрение сварки с использованием лазерного луча, что выведет производство на новый уровень.
На страницах сайта «Сварка и сварщик» мы постарались собрать наиболее обширную информацию о современных методах сварки, технологии сварки, сварочном оборудовании и их применении в производстве и в быту.
Здесь Вы сможете скачать нормативную документацию по сварке (ГОСТ и др.), учебники и учебные пособия по сварке.
Вся представленная на данном сайте информация поможет Вам понять:
- что такое сварка?
- разобраться в особенностях процесса сварки;
- как правильно выбрать сварочное оборудование (выпрямитель, , полуавтомат, автомат)?
- как подобрать (электроды, , , газ)?
- какие использовать?
Сайт weldering.com сделан исключительно для того чтобы сэкономить Ваше время на поиски информации о сварке. Мы не занимаемся продвижением какого-либо коммерческого продукта, определенной фирмы или завода-изготовителя.
Если у Вас найдутся какие-то пожелания, идеи или что-то показалось слишком сложным, непонятным — пожалуйста, сообщите нам, воспользовавшись формой обратной связи. Мы обещаем, что ни одно сообщение не останется без ответа.
«Сварка и сварщик» weldering.com приветствуют Вас!
- Сварка
- это процесс получения неразъемных соединений деталей посредством установления межатомных связей между свариваемыми частями при их местном (общем) нагреве или пластическом деформировании, или совместном действии того и другого
Сварка в жизни человека
Никому не стоит рассказывать о том, что в жизни человека металл имеет огромное значение, это и так очевидно. Каждый вид металла принято оценивать по таким параметрам как срок службы, твердость и технология обработки. Металлические конструкции незаменимы в тех случаях, когда другие материалы не способны выдерживать предполагаемую нагрузку. Поэтому человечество научилось резать, обрабатывать и сваривать металлы. представляет собой один из важнейших процессов в большинстве промышленных отраслей. Сварка стала величайшим открытием в жизни человека и в истории человечества в целом. С ее помощью создано огромное количество средств производства, инструментов и т.п.
Индивидуальное и производственное использование сварки
Очевидно, что сварочные работы в быту человека играют неоценимую важность. Доступность инструментов и материалов для сварки позволяет людям открывать небольшие цеха по производству дверей, ворот, ограждений, окон, станции по ремонту автомобилей и другой техники, где требуется сварочные соединения металлических конструкций
Необходимо также заметить, что при помощи технологии сваривания можно соединять не только конструкции из металла, но из различных полимерных материалов. При этом достигает высочайшая степень прочности соединения.
Сейчас сварочному делу может научиться практически каждый желающий. Для этого существуют различные обучающие курсы и курсы для повышения квалификацию. Спрос на такие работы никогда не будет утрачен, так как все металлоконструкции тоже имеют срок годности, а, следовательно, нуждаются в ремонте. В современном производстве происходит постепенное внедрение сварки с использованием лазерного луча, что выведет производство на новый уровень.
На страницах сайта «Сварка и сварщик» мы постарались собрать наиболее обширную информацию о современных методах сварки, технологии сварки, сварочном оборудовании и их применении в производстве и в быту.
Здесь Вы сможете скачать нормативную документацию по сварке (ГОСТ и др.), учебники и учебные пособия по сварке.
Вся представленная на данном сайте информация поможет Вам понять:
- что такое сварка?
- разобраться в особенностях процесса сварки;
- как правильно выбрать сварочное оборудование (выпрямитель, , полуавтомат, автомат)?
- как подобрать (электроды, , , газ)?
- какие использовать?
Сайт weldering.com сделан исключительно для того чтобы сэкономить Ваше время на поиски информации о сварке. Мы не занимаемся продвижением какого-либо коммерческого продукта, определенной фирмы или завода-изготовителя.
Если у Вас найдутся какие-то пожелания, идеи или что-то показалось слишком сложным, непонятным — пожалуйста, сообщите нам, воспользовавшись формой обратной связи. Мы обещаем, что ни одно сообщение не останется без ответа.
Большое спасибо за внимание!
Применять приспособления для сварки, предотвращающие образование деформаций
Правильная фиксация свариваемых деталей является важным требованием не только при сварке вольфрамовым электродом и помогает избежать многих проблем в том числе и деформирования. Чем меньше толщина свариваемых деталей, тем важнее выбор подходящих приспособлений для сборки и сварки.
Необходимо запастить терпением и временем для правильной сборки и фиксации деталей, имеющих сложную конфигурации. В данном случае хорошо себя зарекомендовало приспособление «третья рука», которое помогает надежно удерживать детали после сборки и в процессе сварки. Третья рука имеет множество разных конструкций и форм, но обычно это тяжелый предмет, который кладется или опирается на деталь и удерживает ее на месте для сварки.

Можно использовать специальные приспособления, которые помогают удерживать руку в процессе сварки. Использование опор для рук и локтей помогает сохранять устойчивость и уменьшает утомляемость.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
-
Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. -
Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. -
Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
-
Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. -
Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. -
Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. -
Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания
Способы окраски
Стоит разобраться и в способе окраски. Существует железный штакетник с двусторонней и односторонней покраской. При односторонней, тыльная сторона покрыта слоем грунта без окрашивания. Имеет, соответственно, серый цвет. Забор из металлического штакетника покрашенный с одной стороны, изнутри участка серый. Это не так и плохо — он не бросается в глаза. Если вас такой вариант не устраивает, или покупайте с двусторонней покраской, или красьте сами. Краску берут «для крыш», подбирая подходящий оттенок. Заметим, что крашенный кисточкой металл смотрится… не очень. Если есть краскопульт, внешний вид будет неплохой, хоть и не идеальный.
Так выглядит «изнанка» окрашенного с одной стороны забора из металлического штакетника
Также надо учесть, что есть два типа окрашивания металлического штакетника:
- полимерное покрытие;
- порошковая краска.
Первый способ намного надежнее, так как технология нанесения требует специального оборудования и жесткого соблюдения технологии. В результате такой штакетник выдерживает повышенные механические воздействия. Даже если появляется царапина в покрытии (хотя надо постараться), металл не ржавеет, так как остаются еще защитные покрытия, которые предупреждают появление ржавчины.
Полимерное покрытие — лучший на сегодняшний день выбор
Порошковое напыление, по идее, ничуть не хуже. Но только в том случае, если его сделали по правилам: на прогрунтованный металл нанесли защитное покрытие, а поверх него — порошковую краску и запекли ее в специальных камерах. Но суть в том, что нанести краску можно и в «гараже», и как-то ее обжечь можно там же. Результат только будет совсем другой. К тому же, есть готовые листы китайского происхождения. В них краска нанесена в цеху, но, зачастую, прямо на негрунтованную стальную поверхность. Внешне определить все эти нюансы никак нельзя, а после малейшей царапины появляется ржавчина. Так что полимерное покрытие более «безопасное».
На что обратить внимание при выборе мебели?
Какой размер конструкции выбрать
Классификация видов сварки металлов по технологическим признакам
Специалисты компании «МЕТАЛЛ-ЭНЕРГИЯ» выполняют сварку металлоконструкций всеми наиболее распространенными методами. Предлагаем следующие виды сварки металла: дуговая или электродуговая (ЭДС) и газовая.
Наиболее распространенным видом сварки является дуговая сварка в среде защитных газов. Этим методом можно соединять вручную, автоматически или полуавтоматически в различных пространственных положениях разные металлы и сплавы толщиной от десятых долей до десятков миллиметров.
Сущность способа. При дуговой сварке в зону дуги через сопло непрерывно подается специальный защитный газ. Основной металл расплавляется теплотой дуги и, если выполняют сварку плавящимся электродом, расплавляется и электродная проволока. Расплавленный металл сварочной ванны, кристаллизуясь, формирует шов. При сварке неплавящимся электродом электрод не расплавляется, а расход его вызван частичным оплавлением или испарением металла при повышенном сварочном токе.
Формирование сварочного шва происходит за счет расплавления кромок основного или дополнительно вводимого присадочного металла. Активные (кислород, водород, углекислый газ и азот), а также инертные (гелий и аргон) газы, а также их смеси (Аr+О2; Аr+Не; СО2+О2; Аr+СО2 и др.) применяют как защитные газы.
Защитный газ, по отношению к электроду, можно подавать сбоку или центрально. При больших скоростях сварки плавящимся электродом, когда при центральной защите из-за обдувания газа неподвижным воздухом надежность защиты нарушается, газ подают сбоку. При сварке качество сварного шва могут резко ухудшить ветер или сквозняки, сдувая струю защитного газа. Иногда, используют спецзащиту двумя концентрическими потоками газа, особенно при сварке вольфрамовым электродом, для получения необходимых технологических свойств дуги, и с целью экономии дорогих и дефицитных инертных газов.
Как сделать коптилку горячего копчения своими руками
При навыках работы со слесарным инструментом аппарат для копчения легко сделать самостоятельно.
В качестве корпуса используются огнетушители, бочки и другие ёмкости. Простой в изготовлении является коптильня из холодильника, особенно для холодного копчения.
Простая коптильня
Проще всего сделать коптильню горячего копчения из конусного ведра. Такая форма облегчает установку на необходимой высоте решёток с копчёностями. Вместо поддона для жира используется старая миска, которая ставится на подставке из консервной банки. В её стенках прорезаются отверстия для выхода дыма, а сама банка переворачивается вверх дном
Схема простой коптильни
Кирпичная коптильня
Если позволяет место и необходимо регулярно готовить большое количество продуктов, то имеет смысл сделать стационарную коптильню горячего копчения из кирпича.
В этом сооружении камера с продуктами расположена над очагом и отделена листом толстого металла.
Есть два варианта этой конструкции:
- В разделяющем листе сверлятся отверстия для дыма, а вверху камеры находится дымоход. Эта конструкция проще, но дым более горячий, а дрова должны быть только лиственных пород.
- В разделяющем листе отверстия отсутствуют и на него насыпаются опилки и щепа. В очаге есть свой дымоход и топить его можно любыми горючими веществами.
Компоненты кирпичной коптильни
Электрокоптилка
Электрокоптильня отличается от обычной способом нагрева. Вместо костра в ней дно нагревается электронагревателями. Это даёт возможность в устройствах среднего размера устанавливать внутрь корпуса электроплитку, а на неё ставить ёмкость с опилками, например, старую сковородку.
Схема электрокоптилки
Бытовая коптильня
Приготовить домашние копчёности можно не только на даче, но и на кухне городской квартиры. Для этого нужна малогабаритная коптильня с дымоотводящим шлангом. Делается такая коптильня из нержавейки.
Греется такое устройство на газу. Размеры на чертеже коптильни горячего копчения определяются размерами газовой плиты и составляют 450х300х250 или 500х300х300 мм. Конструктивно это металлическая коробка из углеродистой, а лучше нержавеющей стали толщиной 2 мм с крышкой и ручками — по бокам корпуса и сверху крышки. Внутри на подставке устанавливается собранные в одну конструкцию поддон для жира и одна или две решётки.
В крышке имеется дымоотводящий патрубок 1/2″, на который одевается обычный садовый шлаг. Этот шланг высовывается в форточку или вставляется в вентиляционный канал.
При работе на дно насыпаются опилки, устанавливается поддон и решётки, устройство закрывается и ставится на газовую плиту. Нагретый дым идёт по шлангу в форточку, а в щели между крышкой и корпусом подсасывается воздух из кухни. Поэтому в помещении запах практически отсутствует. Для полной ликвидации запаха необходима коптильня с гидрозатвором.
Составляющие бытовой коптильни
Коптильня горячего копчения для квартиры
Большинство устройств для копчения дымят при работе, поэтому они используются только на открытом воздухе. Но есть конструкция, которую можно установить даже на кухне многоэтажного дома. Это коптильня с гидрозатвором.
Это устройство похоже на малогабаритную бытовую коптильню с некоторыми отличиями:
- крышка на 10 мм больше и имеет загнутые края;
- к верхней части корпуса приварен уголок 15х15мм;
- в образовавшийся жёлоб наливается вода и опускаются края крышки.
Образовавшийся водяной затвор не позволяет дыму выходить на кухню. Для большей защиты помещения от запахов в крышке находится патрубок для дымоотводящего шланга.
Коптильня горячего копчения
Коптильня полугорячего копчения
Кроме холодного и горячего есть полугорячее копчение. Оно производится при температуре 50-70 градусов. Длительность приготовления составляет около 12 часов.
Конструктивно это обычная коптильня с дымогенератором. Отличие в длине подводящего дымохода. Он делается такой, чтобы дым не успевал остывать и поступал в коптильную камеру нагретый до необходимой температуры.
Если удлинить дымоход, то коптилку полугорячего копчения легко превратить в коптильню холодного копчения своими руками.
Коптильня для полугорячего копчения
Стиль манга для поклонников японских мультфильмов
Сварка неповоротного вертикального стыка
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм,
где dэ — диаметр электрода.
Оканчивают шов в нижнем положении.
Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов — «замковое» соединение — зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».
Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.
Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.
При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
| 1. Зажигают дугу постоянно на одной из кромок, а обрывают после формирования ванночки — на другой. Пауза между обрывом и зажиганием должна быть такой короткой, чтобы металл шва не успел полностью закристаллизоваться, а шлак — остыть. | |
|
2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке. Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов. |
Плюсы и минусы метода
К достоинствам ванной сварки относят:
- Высокую прочность, надежность и долговечность соединения.
- Возможность вести работу в любом пространственном положении.
- Простоту реализации. Не требуется сложное и дорогостоящее оборудование, используют традиционные сварочные аппараты. Скобы выпускают в широком ассортименте под любой диаметр арматуры.
- Возможность изготовить жесткий арматурный каркас любых размеров. Альтернативный способ крепления стержней с применением вязальной проволоки в случае с крупногабаритными конструкциями не способен обеспечить такой результат.
Недостатками являются:
- Повышенный расход электродов.
- Энергозатратность.
- Повышенная стоимость работ из-за потери стальных скоб — они привариваются к стержням.