Как варить угловые швы
Содержание:
- Приварка пластины к трубе горизонтального положения (рис. 78)
- Изумительной красоты хрустальная жеода, которую легко соорудить из простого стекла и цемента
- Как варить шов
- Видео
- Возможные дефекты и их устранение
- Сварка угловых швов наклонным электродом
- Особенности потолочного шва
- Как резать плитку ручным плиткорезом или болгаркой: ровно и без сколов
- Инструкции по устройству бассейнов
- Виды угловых швов (положения сварки)
- Рейтинг 7 лучших уличных IP-камер
- Чем обусловлена популярность ДСП
- Как самостоятельно сделать биотуалет?
- Как варить угловой шов электросваркой
- Особенности процесса варки потолочного шва
- Как защитить колодец от загрязнения
- Устранение и предотвращение сварочного дефекта
- Технология вертикальной сварки
- Инструкция для начинающих
- Принципы сварки горизонтального шва
- Рекомендации для сварщиков
- Видео: как запустить заклинивший мотор-компрессор холодильника
- Теплица из поликарбоната из профиля
Приварка пластины к трубе горизонтального положения (рис. 78)
Труба делится вертикальной осевой на два участка, каждый участок на три положения (зоны):
I — потолочное
II — вертикальное
III — нижнее
Сварка каждого участка выполняется с потолочного положения. Первый корневой валик начинается с другого участка на расстоянии 10-20 мм от вертикальной осевой электродом диаметром 3 мм на максимальном токе короткой дугой «углом назад». До вертикальной осевой сварка ведется на спуск. За вертикальной осевой — на подъем, сварку производить «углом вперед» до положения (зоны) III. Постепенно выравнивая угол наклона электрода до 90° по шву, перейти на сварку «углом назад» и закончить валик за вертикальной осевой на 10-20 мм. Корневой валик второго участка начинается с потолочного положения также с другого участка за 10-20 мм за вертикальной осевой и выполняется с той же техникой, что и первый участок.
Весь корневой валик выполняется на одном сварочном токе, небольшого сечения, «нормальной» формы, добиваясь проплавления в угловом соединении. Второй слой выполняется электродом диаметром 3 мм или 4 мм в зависимости от толщины металла диаметра трубы и заданного катета, на сварочном токе среднего для электрода диаметром 4 мм или максимального для электрода диаметром 3 мм диапазона. Потолочное положение выполняется узкими валиками шириной 1-1,5 диаметра электрода с покрытием. Второй валик формировать на пластине и первом корневом валике до положения (вертикального), когда на выбранном сварочном токе трудно сформировать узкий валик. Третий валик — между вершиной второго и трубой, отступив от начала второго на 5-10 мм. Дойдя до окончания второго валика, переплавить его кратер и вертикальное положение (зона II) выполнить одним валиком по всей ширине шва, сохраняя равномерное положение металла шва на обе поверхности.
Сварка по всей ширине вертикального положения позволяет выполнять валик на том же сварочном токе, что и в потолочном положении. Манипулирование электродом — как при вертикальной сварке, только со смещением влево на подъеме с потолочного положения до горизонтальной осевой и со смещением вправо за горизонтальной осевой при подходе к нижнему положению.
Такое манипулирование необходимо для того, чтобы поддерживать жидкую ванну в горизонтальном положении, что способствует формированию шва правильной формы.
Сварку в один проход производить до тех пор, пока не возникнут трудности сформировать по всей ширине (катету) валик на вертикальную и нижнюю поверхности. В этом случае, не обрывая дуги, перейти в два (три) валика, как и в потолочном положении, только первый валик выполнить на трубе как угловой в нижнем положении и закончить его за вертикальной осевой на 10-20 мм другого участка, сохраняя размер (катет) валика на трубе.
Четвертый валик начать чуть ниже на 5 мм от момента перехода с одно го прохода на два и выполнить его, соединив вершину первого с пластиной, закончив в зените или на 5-10 мм (не более) за вертикальной осевой Как правило, такой валик, во избежание зашлаковки и для сохранения формы и размера шва на вертикальной плоскости (пластине), приходите выполнять, манипулируя электродом как бы в вертикальном положении, только со смещением вправо и заходом вперед по первому валику, поддерживая жидкую ванну в горизонтальном положении. В самом зените нижнего положения (короткий участок на пластине) бывает сложно набрать вторым валиком заданный катет. После заварки второго участка по той же технике сварки, проложить дополнительный валик на пластину (пятый в нижнем положении), если необходимо набрать определенный катет шва.
Рекомендуется дополнительный валик, пятый, выполнить электродом 3 мм, подобрав сварочный ток как для горизонтального шва на вертикальной плоскости. Последующие и лицевые слои, если заложен большой катет, выполнить по рекомендуемой технике сварки второго слоя. Сварка всех видов валиков выполняется короткой дугой.
Изумительной красоты хрустальная жеода, которую легко соорудить из простого стекла и цемента
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.

Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.

Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.

Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Видео
Возможные дефекты и их устранение
Плохой сварочный шов чаще всего получается у неопытных новичков и получается это из-за того, что движение сварочного электрода было неравномерным, либо сварщик изначально неверно выбрал величину и силу тока на сварочном аппарате. При получении брака в работе некоторые дефекты устранить невозможно, но в некритичных случаях ситуацию поправить можно. В любом случае после проведения сварочных работ необходимо осуществить контроль качества шва.
Наиболее часто встречающимися дефектами могут быть следующие нарушения качества швов.
Наличие непроваренных участков. Выражается это в том, что стык двух соединяемых деталей недостаточно плотно заполнен расплавленным металлом, что влияет на прочность соединения, делая его ненадежным. Причинами такого дефекта бывает недостаточной силы ток и слишком быстрое перемещение сварочного электрода по рабочей поверхности. Если увеличить ток и убавить длину дуги, то стык будет заполняться плотно.
Иногда в сварочном соединении могут наблюдаться трещины, проявляющиеся после того, как расплавленный металл застынет. Трещины располагаются в долевом или поперечном направлении относительно плоскости шва. Такой шов не выдержит нагрузок и разрушится.
Далее смотрите видео о том, как научиться варить красивые швы.
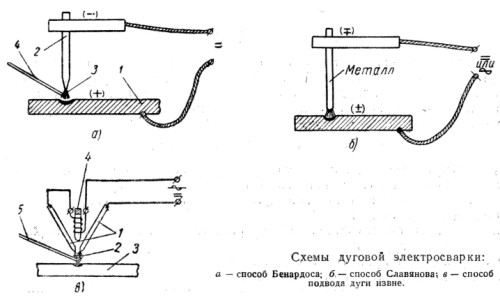
Сварка угловых швов наклонным электродом
На практике далеко не всегда есть возможность установить сварное соединение
«в лодочку». Если нет этой возможности, угловые швы сваривают наклонным
электродом (см. рисунок):
а) тавровое соединение; б) соединение внахлёст; в) угловое соединение
Недостаток способа сварки наклонным электродом заключается в том, что при таком
способе достаточно тяжело добиться хорошего провара наплавляемого металла по
нижней поверхности из-за того, что жидкий металл постоянно стекает на неё.
Также тяжело избежать подреза на вертикальной плоскости. Такой дефект
в сварном шве получается из-за того, что жидкий металл постоянно стекает
с вертикальной поверхности. Учитывая эти факторы, сварку угловых швов наклонным
электродом применяют для выполнения небольших катетов, до 8мм.
Кроме этого, при сварке наклонным электродом затруднён провар корня шва. Из-за
этого, в односторонних швах, или двусторонних без разделки кромок, может получиться
непровар. Этот дефект, может послужить причиной
образования горячих трещин, или холодных
трещин при сварке.
Для исключения подобных дефектов, при сварке ответственных соединений толщиной
более 4мм, выполняют одностороннюю разделку, а при толщине более 12мм — двустороннюю
разделку кромок. Рекомендуемые режимы сварки угловых швов указаны в таблице:
| Тип сварного шва | Толщина металла, мм | Число слоёв (проходов) | Диаметр электрода, мм | Сила тока, А |
|
Односторонний тавровый или угловой шов со скосом кромок под углом 45° |
4 | 1 | 3-4 | 120-160 |
| 6 | 1 | 4-5 | 160-220 | |
| 8 | 1-2 | 4-5 | 160-220 | |
| 12 | 3-4 | 4-6 | 160-300 | |
| 20 | 6-8 | 4-6 | 160-300 | |
|
Односторонний тавровый или угловой шов с двумя симметричными кромками под углом 45° |
10 | 2-4 | 4-6 | 160-320 |
| 20 | 4-6 | 4-6 | 160-360 | |
| 40 | 8-16 | 4-6 | 160-360 | |
| 60 | 16-30 | 5-6 | 220-360 |
При сварке угловых многопроходных швов наклонными электродами, первый валик
наплавляют на горизонтальной поверхности. Этот валик будет помогать при выполнении
последующего валика, т.к. будет препятствовать стеканию жидкого металла из сварочной
ванны.
При сварке угловых швов электроду сообщают поперечные колебательные движения,
начиная с нижней поверхности, а затем переходить на вертикальную поверхность.
Об этом мы уже говорили на странице «Сварка
швов в нижнем положении». Необходимо выбрать оптимальную траекторию
движения электрода. При выборе правильной траектории риск возникновения непроваров
и других дефектов в сварном шве, существенно снижается.
Дополнительные материалы по теме:
|
Сущность |
Технология ручной дуговой сваркиСварка стыковых швовСварка вертикальных, горизонтальных и потолочных швов |
Особенности потолочного шва
Сварка потолочных швов возможна лишь при условии максимально быстрого затвердевания металла по завершении его расплавления. Это же требование предъявляется и к уже рассмотренному ранее вертикальному свариванию.
Для быстрого затвердевания металла необходимо применять электроды со специальным тугоплавким покрытием, а при сварке сочетать их круговые движения с вертикальными перемещениями.
К этому виду сварочных процедур следует прибегать только в крайнем случае, при невозможности сваривать детали в более удобной позиции.
Потолочный вид сварки характеризуется тем, что даже при незначительном отдалении электрода от ванны дуга мгновенно гасится, так как энергия к ней перестает поступать.
Вследствие этого металл остывает и сварочная ванна уменьшается в своих размерах, что может привести к короткому замыканию. Кроме того, сложность угловых работ в этом случае состоит в том, что прогрев зоны сварки осуществляется снизу.
В таком положении пузырьки расплавленного металла, поднимаясь из сварочной ванны, проникают в корень шва и заметно ослабляют его.
Как резать плитку ручным плиткорезом или болгаркой: ровно и без сколов
Инструкции по устройству бассейнов
 Каждый может сделать бассейны на дачах своими руками, но все мероприятия нужно делать пошагово. После того как определено место, где будет располагаться конструкция, составляют план. В нем обязательно нарисовать все коммуникации, точные величины сооружения. Невозможно выполнить работу без схемы, на которой указано, где расположено оборудование, предназначенное для циркуляции, очищения воды. На территории необходимо разметить место для рытья котлована.
Каждый может сделать бассейны на дачах своими руками, но все мероприятия нужно делать пошагово. После того как определено место, где будет располагаться конструкция, составляют план. В нем обязательно нарисовать все коммуникации, точные величины сооружения. Невозможно выполнить работу без схемы, на которой указано, где расположено оборудование, предназначенное для циркуляции, очищения воды. На территории необходимо разметить место для рытья котлована.
Заранее тщательно продумать, чтобы не пришлось в дальнейшем менять решение. Потому что копать и кидать землю это нелегкая работа. После выкапывания котлована, пространство между ним и стенками чаши заполняют песком, сверху укладывают слой гидроизоляции. Им могут быть рулонные битумные материалы или геотекстиль. Рубероид следует укладывать внахлест, а потом склеить специальной мастикой либо пройтись полипропиленовой горелкой. Геотекстиль слепляют двухсторонним скотчем.
Из полипропилена и стекловолокна
 К быстрому способу устройства бассейна относится установка чаши, выполненной из полипропилена либо композитных материалов. Конструкцию изготавливают в заводских условиях, готовую привозят заказчику. Используемые материалы обладают устойчивостью к воде, механическим воздействиям. Готовую полипропиленовую либо стекловолоконную ванну внутри отделывать дополнительно не нужно. После доставки ее просто надо поставить в котлован, а по всей длине бортов соорудить армирующий слой.
К быстрому способу устройства бассейна относится установка чаши, выполненной из полипропилена либо композитных материалов. Конструкцию изготавливают в заводских условиях, готовую привозят заказчику. Используемые материалы обладают устойчивостью к воде, механическим воздействиям. Готовую полипропиленовую либо стекловолоконную ванну внутри отделывать дополнительно не нужно. После доставки ее просто надо поставить в котлован, а по всей длине бортов соорудить армирующий слой.
Внимание!Под палящими лучами солнца полипропиленовое дно и стенки могут стать мягкими, потому что материал под воздействием высокой температуры расширяется.
 Будет заметно, что поверхность немного станет волнистой, но после того как жара начнет спадать, конструкция опять примет первоначальную форму. Композитный стеклопластик обладает устойчивостью к нагреванию, однако его стоимость более высокая. Остальные характеристики этих двух материалов почти одинаковые, собирают чаши по единой технологии. На дне вырытого котлована заливают бетонную плиту.
Будет заметно, что поверхность немного станет волнистой, но после того как жара начнет спадать, конструкция опять примет первоначальную форму. Композитный стеклопластик обладает устойчивостью к нагреванию, однако его стоимость более высокая. Остальные характеристики этих двух материалов почти одинаковые, собирают чаши по единой технологии. На дне вырытого котлована заливают бетонную плиту.
Ее толщина должна быть не меньше 25 см и не больше 30 см. Раствор делают с использованием цемента марки М300 и выше. После того как установят купальню, приступают к монтажу коммуникаций, армируют стеклопластиковым либо стальным слоем из 6-8 мм прутьев. Внутри чаши ставят распорки и в нее наливают немного воды. В пространство, которое образовалось между стеной котлована и купальней, заливают раствор бетона. Как только он застынет, обустраивают края, облагораживают территорию около конструкции.
Еще во дворе частного дома можно поставить полипропиленовый бассейн с применением листов, изготовленных из этого же материала. Их толщина должна быть выше 8 мм. Купель можно построить разной конфигурации и размера
Очень важно постараться правильно выполнить сварку листов
Работу проводят сварочным экструдером и термофеном. Полипропиленовую либо стекловолоконную чашу маленького размера не нужно армировать и заливать бетонным раствором. Можно просто с наружной стороны засыпать щебенкой, а потом уплотнить.
 При сооружении купальни в регионах с холодными зимами, всю чашу и трубы перед тем, как предстоит заливать бетонным раствором, утепляют толстым пенополистиролом. Это поможет в определенной степени не допустить их промерзания, если вода из системы будет плохо слита. Однако так как такая мера не всегда помогает, необходимо полностью и качественно освободить трубы от воды.
При сооружении купальни в регионах с холодными зимами, всю чашу и трубы перед тем, как предстоит заливать бетонным раствором, утепляют толстым пенополистиролом. Это поможет в определенной степени не допустить их промерзания, если вода из системы будет плохо слита. Однако так как такая мера не всегда помогает, необходимо полностью и качественно освободить трубы от воды.
Из бетонного монолита
 Для конструкции из бетонного монолита используют опалубку, при помощи которой формируют пол бассейна и бортики. В дальнейшем их облицовывают кафельной плиткой или мозаикой. Состав бетонного раствора похож на тот, что используют при установке чаши из пропилена. На дно котлована кладут 2 слоя арматуры с 15-20 см ячейками. Вовнутрь получившегося строения собирают устройства, предназначенные сливать воду.
Для конструкции из бетонного монолита используют опалубку, при помощи которой формируют пол бассейна и бортики. В дальнейшем их облицовывают кафельной плиткой или мозаикой. Состав бетонного раствора похож на тот, что используют при установке чаши из пропилена. На дно котлована кладут 2 слоя арматуры с 15-20 см ячейками. Вовнутрь получившегося строения собирают устройства, предназначенные сливать воду.
Бетонный раствор заливают таким образом, чтобы к сливному отверстию был небольшой уклон. Дождавшись, когда бетон станет твердым, по всей длине чаши для стенок устанавливают арматуру и опалубку, необходимую для того, чтобы их залить. В результате вся бетонная поверхность будет гидроизолирована обмазочным материалом.
 Неровные борта оштукатуривают, обязательно используя металлическую или дорогую композитную полимерную армирующую сетку. Изделие из полимерных материалов не заржавеет. Если сетку не использовать, то слой штукатурки, которым выравнивают поверхность, начнет быстро разрушаться. Для отделки купели используют:
Неровные борта оштукатуривают, обязательно используя металлическую или дорогую композитную полимерную армирующую сетку. Изделие из полимерных материалов не заржавеет. Если сетку не использовать, то слой штукатурки, которым выравнивают поверхность, начнет быстро разрушаться. Для отделки купели используют:
- кафель;
- мозаику;
- ПВХ пленку.
 Эти декоративные материалы обеспечивают сооружению симпатичный вид, но и защитят бетонный раствор от отрицательного воздействия воды. К выполнению этой работы нужно подойти со всей ответственностью, иначе в ближайшее время конструкцию придется капитально ремонтировать, а то и заливать заново.
Эти декоративные материалы обеспечивают сооружению симпатичный вид, но и защитят бетонный раствор от отрицательного воздействия воды. К выполнению этой работы нужно подойти со всей ответственностью, иначе в ближайшее время конструкцию придется капитально ремонтировать, а то и заливать заново.

Пруд на даче своими руками с фото и пошаговой инструкцией
Проще задекорировать чашу пленкой. Материал расстилают, расправляют, спаивают обрывки в цельное непроницаемое полотно. Ступени покрывают ребристой пленкой, чтобы не скользили. Намного сложнее облицовывать бассейн декоративным плиточным материалом. Выполняя такую работу, следует пользоваться водостойким клеем, в затирочных составах должны присутствовать добавки против грибков.
Из деревянных щитов
 Чтобы соорудить деревянный бассейн, нужно купить оструганные доски, их толщина должна составлять не меньше 30 мм, бруски 60х60 мм. Материал обязательно обрабатывают антисептическими составами. Купель получится восьмиугольной формы. Сбивают 8 щитов, их высота должна быть как глубина чаши. Сооружение ставят прямо на поверхность земли либо немного заглубляют.
Чтобы соорудить деревянный бассейн, нужно купить оструганные доски, их толщина должна составлять не меньше 30 мм, бруски 60х60 мм. Материал обязательно обрабатывают антисептическими составами. Купель получится восьмиугольной формы. Сбивают 8 щитов, их высота должна быть как глубина чаши. Сооружение ставят прямо на поверхность земли либо немного заглубляют.
 При заглублении копают котлован, укладывают арматуру, заливают бетонный раствор. Собирая щиты в цельную конструкцию, обязательно проделывают все нужные отверстия. Укладывают в чашу пленку ПВХ, устанавливают лестницу и приводят в порядок борта. Еще бассейны возводят из крупных покрышек и пластиковых бутылок.
При заглублении копают котлован, укладывают арматуру, заливают бетонный раствор. Собирая щиты в цельную конструкцию, обязательно проделывают все нужные отверстия. Укладывают в чашу пленку ПВХ, устанавливают лестницу и приводят в порядок борта. Еще бассейны возводят из крупных покрышек и пластиковых бутылок.
Виды угловых швов (положения сварки)
Соединения классифицируют по множеству признаков. В первую очередь, это способ установки заготовок. В зависимости от требований к прочности готовой конструкции шов делают одно- или двухсторонним.
Во втором случае шов получается надежным, дольше держит форму. При односторонней сварке конструкция может деформироваться.
Нижние
При работе таким способом одна деталь находится в горизонтальном положении, другая — в вертикальном. Шов формируется в прямом углу между поверхностями.
Если толщина заготовки не превышает 12 мм, разделка кромки не требуется, однако нижнюю часть установленного перпендикулярно листа срезают так, чтобы расстояние между краями было менее 2 мм. При работе с толстыми деталями делается V-образная разделка.
Пример углового шва.
Вертикальные и горизонтальные
При сваривании деталей, расположенных вертикально, расплав стекает вниз. Исключить образование капель помогает уменьшение длины дуги, для этого наконечник электрода приближают к обрабатываемой области.
Сварка шва имеет такие особенности:
Вертикальный сварочный шов и схема движения электрода.
- Металл подготавливают с учетом типа соединения и толщины заготовок. Детали закрепляют в нужном положении, накладывают короткие прихватки. Это препятствует смещению конструкции во время работы.
- Шов формируют как снизу-вверх, так и в обратном направлении. Первый способ считается более удобным. Под воздействием дуги сварочная ванна смещается вверх. Шов получается более качественным.
- Вести угловую сварку в вертикальной позиции можно с отрывом дуги. Во время перерыва расплав успевает остывать. При этом используют те же движения электрода, что при сварке без отрыва: в разные стороны, вкруговую или петлей.
- При сварке сверху вниз стержень устанавливают под прямым углом по отношению к поверхности заготовки. После возбуждения дуги прогревают деталь, отпускают наконечник и ведут сварку в этом положении. Способ не совсем удобен, поскольку требует постоянного контроля. Однако шов приобретает требуемые характеристики.
Горизонтальные соединения также можно формировать в разных направлениях. Метод выбирают с учетом предпочтений сварщика
Ванна также смещается вниз, поэтому угол наклона электрода увеличивают, принимая во внимание скорость сварки и силу тока.
При стекании расплава делают более быстрые движения, периодически отрывают дугу. За эти перерывы металл остывает, капли не образуются. Можно попробовать изменить напряжение. Эти методы используют поэтапно.
Горизонтальный сварочный шов.
Потолочные швы
Это самый сложный способ формирования соединений. Он требует наличия опыта, постоянного контроля обрабатываемой области. В процессе сварки электрод удерживают перпендикулярно потолку.
Длина дуги минимальная, скорость движения неизменная. Стержень ведут круговыми движениями, расширяющими область расплавления.
Сварка потолочных швов.
В лодочку
Угловые стыки нередко приходится проваривать с обеих сторон. Для правильного ведения процесса заготовки устанавливают так, чтобы их плоскости находились под одинаковым наклоном. Такой способ называется сваркой «в лодочку». Это упрощает выбор движений электрода, улучшает качество шва.
Сварка в лодочку.
Рейтинг 7 лучших уличных IP-камер
Чем обусловлена популярность ДСП
Древесно-стружечная плита признана одним из самых популярных и востребованных строительных материалов. Без этого надежного и недорогого продукта не обходится мебельная промышленность, возведение новых объектов, выполнение ремонтных работ, отделочных и декоративных мероприятий.

ДСП — очень популярный материал на строительном рынке
Благодаря улучшенным современным технологиям, производителям удается довести свой конечный продукт до высоких технических и эстетических показателей. На выходе получается ровная и качественная поверхность листа, которая обладает высокими показателями жесткости и прочности. Возможность выбрать необходимый формат, толщину листа и привлекательный эстетичный вид позволяет широко использовать материал для изготовления мебели, монтажа перегородок, полов, стеновых панелей, обшивки потолка и поверхностей стен.
Свойства материала
Толщина изделия влияет на прочность материала и его способность оказывать сопротивление внешним нагрузкам. Чем больше толщина ДСП, тем выше его стойкость к деформации, однако показатель гибкости обратно пропорционален. Поэтому толстые листы под воздействием механической нагрузки скорее сломаются, нежели согнутся, а тонкие, наоборот, будут гнуться без повреждения плиты.
Толщина плиты также влияет на прочность изделия. Если нанести удар по тяжелому толстому листу, то на поверхности могут остаться лишь незначительные вмятины, а тонкий лист проломится насквозь.

Различные расцветки древесно-стружечных плит
Области применения ДСП
Для монтажа декоративных перегородок и изготовления малонагруженных элементов мебели используют плиты толщиной 8-10 мм.
Различный размер листа ДСП 16 мм и 18 мм толщиной может быть использован для монтажа пола, в качестве основания под укладку ламината или линолеума. Если требуется получить более износостойкое напольное покрытие, тогда стоит использовать плиту толщиной 20 мм.
Стандартные размеры ДСП листа толщиной 22 и 25 мм служат надежной основой для изготовления кухонных столов, толстых дверей, наиболее нагруженных элементов мебели.
Наиболее толстые плиты толщиной 28-38 мм незаменимы для изготовления прочных полок и кухонных столешниц.
Прежде чем приобрести листы ДСП, необходимо четко определиться с их количеством, учитывая наиболее приемлемые размеры плит. Для выполнения любой работы с применением плит предварительно стоит измерить все линейные размеры рабочей поверхности. Исходя из полученных значений и площадей участков, можно подобрать размеры листов, которые будут обеспечивать минимальный остаток материала.

ДСП — основной материал для производства мебели
Часто площадь рабочей поверхности может быть значительно меньше, чем габариты листа. В этом случае можно прибегнуть к помощи строительных цехов, где существует множество отходов плит. Специалисты выполнят распил ДСП по размерам заказчика из имеющихся у них остатков материала. В этом случае покупатель оплатит не только стоимость кусков ДСП исходя из общей цены листа, но и услуги по распилу материала. Однако цена будет ниже по сравнению со стоимостью целой плиты.
Например, цена за лист ДСП 16 мм толщиной и размером 2800х2070 мм составляет 910 руб., соответственно 157 руб. за кв.м. А если приобрести половину листа с учетом распила, то сумма к оплате составит около 650 руб.
Как самостоятельно сделать биотуалет?
Как варить угловой шов электросваркой
Особенности процесса варки потолочного шва
Потолочные швы подразделяются на:
Классификация сварных швов: а – по расположению относительно действующего усилия, б – по положению в пространстве, в – по усилению, г – по ширине, д – по количеству слоев, е – по длине.
- переходящие в вертикальные;
- сплошные;
- нижние.
Техника безопасности при варке потолочных швов:
- работы должны проводиться в сухом помещении или в закрытом пространстве. Не допускается выполнения сварочных работ на открытом воздухе во время грозы или снегопада;
- на тело следует надеть специализированную одежду с верхним защитным покрытием;
- используйте маску;
- отключите неиспользуемое оборудование от электросети;
- проведите работы по изоляции проводов.
Как защитить колодец от загрязнения
Устранение и предотвращение сварочного дефекта
Устраняя сварочный дефект в виде несплавления, очищают корень в месте изъяна и проводят сварку ещё раз. Во время установок важных конструкций дефектный участок срубают или вырезают, а затем сваривают заново.
Следующие методы помогут предотвратить появление непровара в сварных швах:
Разделка кромок
Метод, когда заранее разделывают кромки под определённым углом. При этом оставляют свободный контакт электрода к корню шва и притупление. В нужном месте очищают грязь, окисел, ржавчину и обезжиривают поверхность. Подготовленные детали ровно помещают в одной плоскости, оставляя между кромками зазор.
Тепловая подача
Способ, когда скорость проведения сварки устанавливают так, чтобы металл кромок успевал плавиться, поскольку во время быстрого перемещения электрода теплоты хватит лишь для шовного образования. Сваривая неоднократно детали, удаляют шлак после всех проходов, так как он помешает плавлению предшествующего шва.
Поочерёдное следование режимам сварки
Установка среднего или высокого значения тока, которая будет соответствовать толщине и металлу подготовленных деталей. Для избегания непроваров на концах шва и при замене электрода у инверторов регулируют функцию повышения напряжения на недолгое время. Для предотвращения несплавления на старом сварочном устройстве без регулирования параметров дуги выбирают время для того, чтобы выявить минимальные колебания сетевого напряжения.
Правильное положение электрода
При сваривании дугу проводят по оси стыка для одинакового прогревания обеих кромок. Не соблюдая этого, кромка не сплавится со швом. Под углом 5-20 градусов электрод перемещают вперёд. При сварке угловых швов «лодочкой» электрод держат на одинаковом расстоянии от поверхности деталей. Когда заготовки соединяют в несимметричную «лодочку», электрод располагают под углом 30 градусов к одной из плоскостей деталей.
Сваривают детали на высоком токе, имеющим прямую или обратную полярность. Во время сварки током с обратной полярностью используют короткую дугу, из-за чего могут появиться подрезы. А из-за большого диаметра электрода частицы шлака могут попасть в кромочный промежуток.
Тугоплавкие оксиды
Это компоненты, образующиеся при нагреве сплавов и легированной стали. Если неправильно сварить элементы ,то шлак остается внутри шва, образуя дефекты в виде непроваров. Чтобы предотвратить это, нужен кислород для образования оксидов. Пользуясь плавящимся электродом, стоит подобрать устройство с покрытием, которое будет соответствовать виду металла.
Теперь преодоление местного непровара не должно пугать начинающих сварщиков. Главное — не создать причин, способствующих его образованию. В случае, если его избежать не удалось, можно устранить дефект, но лучше попытаться предотвратить возникновение несплавления.
Технология вертикальной сварки
Вертикальная плоскость предусматривает применение разных способов (в зависимости от типа соединяемых металлов, наличия соответствующих навыков).
Варка электродом
Создаваемые подобным способом швы имеют разные виды.
При сварке электродом применяют следующие способы формирования шва:
- стыковой;
- внахлест;
- тавровый;
- угловой.
Для поддержания устойчивой дуги края деталей очищают от загрязнений. Угловой шов сваривают, правильно подбирая толщину стержня. Она должна быть меньшей, чем ширина обрабатываемой области.
Для исключения образования подтеков электрод ведут, двигаясь в разные стороны.
Использование полуавтомата
При использовании инверторного сварочного аппарата учитывают следующие моменты:
- Способ предварительной обработки деталей выбирают в соответствии с типом предстоящих работ. При этом определяют толщину металла и его обрабатываемость.
- Дуга должна быть короткой, сила тока — средней.
- Обработанный специальным составом стержень размещают под наклоном 80º против свариваемых изделий.
- Создавая вертикальный шов, стержнем водят по всей ширине сварочной ванны.
Качественное сварное соединение получают при отрыве дуги. Этот способ следует использовать новичкам, т.к. он прост и удобен. В период отрыва металл остывает, вероятность образования подтеков снижается. Однако это негативно влияет на производительность.
В процессе сварки важно соблюдать следующие условия:
- Ставить наконечник на полочку кратера.
- Рабочую часть сдвигать из стороны в сторону, охватывая всю обрабатываемую область. Можно использовать принцип петель или короткого валика.
- Снизить показатель силы тока на 5 А от среднего значения, что позволит задать иную форму и другие параметры шва.
Основные показатели выбирают экспериментальным способом. Поэтому качество соединения зависит от того, знает ли работник, как правильно варить вертикальный шов (электросварка помогает сформировать любые соединения).
Инструкция для начинающих
Работа с инвертором для начинающих требует облачения в следующие элементы защитной экипировки:
- рабочий костюм, перчатки, ботинки из огнеупорных материалов;
- головной убор, закрывающий затылок;
- маску сварщика, защищающую глаза и лицо.
Чтобы соединить металлы, применяют исправное ручное или полуавтоматическое оборудование. Электрические компоненты должны быть изолированы прочным корпусом от остальных деталей. Не допускается использование кабелей с поврежденной оплеткой, не соответствующих техническим характеристикам аппарата. Рабочее место сварщика снабжают всем необходимым: специальным столом, заземляющей шиной, осветительным прибором, средствами противопожарной защиты.
Принципы сварки горизонтального шва
В этом случае рабочий наконечник ведут как справа-налево, так и в обратном направлении.
При сварке горизонтальных швов на вертикальной поверхности ванна смещается вниз, поэтому требуется достаточно большой угол наклона электрода. Значение устанавливают с учетом скорости движения стержня, силы тока, что препятствует смещению сварочной ванны. Если металл образует наплывы в нижней части, скорость движения повышают, нагревая материал в меньшей степени.
Другой способ — сварка с отрывом дуги (дуговая сварка). В периоды передышки можно незначительно снизить силу тока: металл, остывая, прекратит стекать. Перечисленные способы применяют попеременно.
Рекомендации для сварщиков
При формировании швов в вертикальном и горизонтальном положениях специалист не должен допускать отрыва расплава от обрабатываемой области.
Это возможно, если соблюдать рекомендации, зависящие от техники сварки:
- Снизу вверх. Электрод ведут от нижней точки к верхней. Таким способом удается получить наиболее качественное соединение. Для образования шва достаточной ширины используют разные варианты движения стержня, например «елочкой». На первом этапе стыки прихватывают в нескольких местах, исключающих смещение свариваемых заготовок. Угол наклона стержня удерживают в пределах 45-90°. Электрод двигают со средней скоростью. Допускаются зигзагообразные движения.
- Сверху вниз. Такой метод подойдет опытному сварщику. Стержень выставляют под прямым углом. При расплавлении наклон меняют на 15-20º. В таком случае применяют другие варианты движения — прямоугольными, пилообразными или волнообразными зигзагами.
Метод сверху вниз также считается правильным, но сложным. Он позволяет получить наиболее качественные стыки.
Видео: как запустить заклинивший мотор-компрессор холодильника
Теплица из поликарбоната из профиля
Вторым моментом, куда стоит обратить отдельное внимание, считается материал основы. Теплица из поликарбоната своими руками из профиля (чертежи, фото) для крепления листов гипсокартона имеет ряд положительных сторон
Прежде всего – это простота сборки каркаса и его прочность. Собрать такой каркас сможет даже новичок в строительном деле. При правильной сборке теплица из поликарбоната сможет простоять более десяти лет.
Материалом для каркасной конструкции также не редко берется деревянный брус, но он менее долговечен и сильно подвержен воздействию сырости. Потребуется дополнительная обработка деревянных частей противогрибковыми химикатами. И даже в этом случае такое строение простоит меньше, чем теплица из профиля.
Чертеж теплицы
Известны каркасы, сделанные из трубок и железных уголков. Однако чтобы собрать такую теплицу не обойтись без сварочного аппарата. Такие работы под силу далеко не каждому.